

Индукционная сварка (высокочастотная сварка)
Под высокочастотной сваркой понимают способы сварки плавлением, при котором для нагрева металла используют токи высокой частоты (ТВЧ).
Любое устройство для высокочастотной сварки независимо от назначения, как правило, содержит следующие элементы: токопровод (индуктор или кондуктор), сварочную головку с высокочастотным трансформатором и конденсаторной батареей, источник питания ТВЧ, технологическую оснастку для фиксации свариваемых изделий и (в случае процесса с приложением давления) устройство для создания давления между свариваемыми кромками. особенности высокочастотной сварки определяются двумя основными эффектами, характерными для тока высокой частоты: поверхностным и эффектом близости.
Проявление поверхностного эффекта заключается в том, что плотность тока высокой частоты, протекающего по металлическому телу, распределена неравномерно по его сечению. Она максимальна на поверхности тела и резко уменьшается по мере удаления от поверхности в глубь тела. Ток протекает как бы по тонкому слою на поверхности тела, толщина которого, называемая «глубиной проникания тока», тем меньше, чем выше частота тока, электропроводность и магнитная проницаемость металла.
Эффект близости заключается в том, что токи высокой частоты, протекающие в двух параллельных проводниках и имеющие противоположные фаз, стремятся пойти по путям, проходящим в максимальной близости один от другого. Это явление позволяет управлять распределением тока высокой частоты на поверхности металла и локализовать нагрев строго ограниченной зоной, повышение частоты тока обеспечивает ещё одну важную возможность- возможность бесконтактной (индукционной) передачи энергии в нагреваемое тело, так как эффективность передачи энергии повышается с увеличением частоты тока.
Преимущества, которые дает применение токов высокой частоты, позволили начать их промышленное применение уже в 30-40-х годах. В то же время были сделаны попытки применения токов высокой частоты для сварки металлов. Работы по сварке металлов ТВЧ были начаты в 1944 году в лаборатории профессора В. П. Вологдина А. А. Фогелем и затем продолжены А. Е. Слухоцким. Эти работы относились к стыковой сварке труб.
Сущность способа заключается в следующем: свариваемые трубы помещаются внутри цилиндрического индуктора таким образом, чтобы стык находился под серединой индуктора. При пропускании через индуктор тока высокой частоты в кромках свариваемых труб индуктируется ток той же частоты, но обратный по фазе. Вследствие эффекта близости индуктированный ток протекает по полосе, ширина которой зависит от ширины индуктора и величины зазора между трубами и индуктором. При симметричном расположении относительно индуктора стык труб находится посередине полосы протекания тока, в зоне его максимальной плотности, где и происходит его нагрев. После достижения сварочной температуры прикладывается давление и происходит процесс сварки.
Принципиально существует два метода подвода тока: контактный и индукционный. При контактном методе ток с помощью электродов, подключенных ко вторичной обмотке нагрузочного трансформатора, подается от источника ТВЧ к свариваемым кромкам. Этот метод подвода тока прост и эффективен, но имеет один существенный недостаток-наличие скользящего контакта между трубной заготовкой и электродами. Индукционный подвод тока не имеет указанного недостатка. Передача энергии происходит бесконтактно. При индукционном подводе путь для сварочного тока удлиняется по сравнению с контактным подводом тока, так как ему надо ещё пройти по телу трубной заготовки. Отсюда- дополнительные потери и, следовательно, меньшая энергетическая эффективность индукционного токоподвода по сравнению с контактным.
Преимущества, обеспечиваемые токами высокой частоты, побудили начать исследование по оценке возможности применения ТВЧ для сварки плавлением без приложения давления к свариваемым кромкам. Проведённые исследования показали возможность реализации такого процесса при сварке изделий по отбортованным кромкам.
Суть способа заключается в том, что через сварочный индуктор. индуктирующий провод которого выполнен в соответствии с контуром свариваемых кромок, пропускается ток высокой частоты, наводящий в кромках сварочный ток. Последние оплавляются, и по всему периметру изделия создается ванна расплавленного металла, которая после прекращения нагрева застывает и образует сварной шов. Показана возможность сварки изделий круглой, овальной и прямоугольной форм из низкоуглеродисты и аустенитных нержавеющих сталей, титана, а также из комбинаций металлов.
Поскольку зона нагрева весьма мала, а длительность процесса составляет в ряде случаев доли секунды, процесс отличается высокой производительностью и его применение особенно целесообразно в тех случаях, когда по каким-либо причинам нежелателен нагрев элементов изделия, находящихся в непосредственной близости от сварного шва. Приведем несколько примеров реализации этого нового вида сварки.
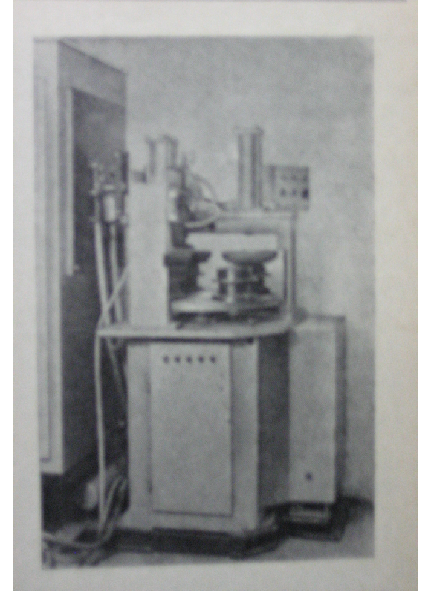
Рис. 9: Установка УВЧС-3 для высокочастотной сварки плавлением.
На рис.9 представлена установка УВЧС-3 для высокочастотной сварки плавлением экрана с фланцем компрессора холодильной машины, внедренная в промышленную эксплуатацию на Ярославском заводе холодильных машин. Экран представляет собой стакан из нержавеющей стали толщиной 0,25 мм и диаметром 80 мм. Фланец, изготовляемый из низкоуглеродистой стали, имеет отверстие с отбортовкой, в которое вставляется экран. Толщина кромок фланца 1,5 мм. Сварка производится в атмосфере аргона. Длительность процесса сварки приблизительно 0,5 с, частота тока 440 кГц, мощность источника 160 кВт.
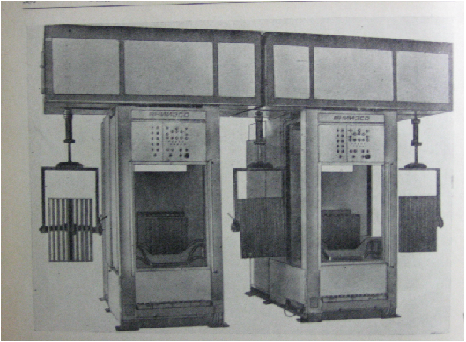
Рис. 10: Установка УВЧР-1607 для высокочастотной сварки плавлением
На рис. 10 показана установка УВЧР-1607 для высокочастотной сварки плавлением охладителей радиаторов масляных трансформаторов.
Охладитель представляет собой конструкцию, состоящую из двух решеток, в отбортованные отверстия которых вставлены сваренные овальные трубки. Число трубок в охладителях может быть 7 и 20, а длина трубок может меняться от 700 до 1000 мм.
Толщина решёток 2 мм, толщина стенок трубок 1,75 мм, материал охладителей - низкоуглеродистая сталь. Установка УВЧР-1607 состоит из источника питания ТВЧ и двух сварочных постов: для приварки труб к первой и ко второй решеткам.
Сварка труб с решетками на каждом посту производится десятью индукторами, поочередно подключаемыми к сварочному трансформатору специальным переключателем. Все основные операции в установке УВЧР-1607 автоматизированы, и установка обслуживается одним оператором. Технические характеристики установки приведены ниже:
1)производительность, число охладителей в час 25-30;
2)Время сварки одним индуктором двух трубок до 5 с;
3)Мощность источника ТВЧ, кВт 160;
4)частота тока, кГц 66.
Основным направлением развития современного производства является автоматизация технологических процессов. Высокочастотная сварка отвечает многим требованиям современной техники, поэтому можно ожидать дальнейшего расширения её применения. Следует также ожидать широкое применение высокочастотной сварки по отбортованным кромкам в автомобильной, тракторной и других отраслях массового машиностроения.