

Термитная сварка
Термитной сваркой называется процесс получения неразъемного соединения деталей, при котором для нагрева металла применяется термит. Термит представляет собой механическую смесь, состоящую из 78% (по весу) порошка железной окалины (окись железа) и 22% порошка чистого алюминия. При сгорании термита развивается температура около 3000°С. В результате сгорания термита получается расплавленное железо и жидкий шлак (окись алюминия), которыми заливают свариваемые концы. Сжигание термита производится в огнеупорном тигле.

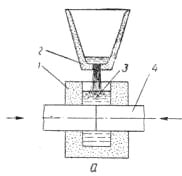
Рис5 . Термитная сварка давлением (а) и плавлением (б): 1 — форма;
2 — тигель; 3 — термитный металл; 4—свариваемые детали. Различают термитную сварку давлением (рис.5, а) и термитную сварку плавлением (рис.5,б). В первом случае жидкий металл и шлак выливаются из тигля в форму, в которой установлены концы свариваемых деталей. Нагретые до пластического состояния стержни сжимаются специальным прессом и свариваются. Во втором случае свариваемые части заформовываются с зазором, величина которого зависит от размера сечения свариваемых концов. Этот зазор заполняется жидким металлом из тигля; давление при этом не прикладывается. Термитная сварка нашла применение при сварке трамвайных рельсов, при ремонте и изготовлении некоторых судовых деталей и т. д.
Источником теплоты при термитной сварке являются порошкообразные смеси металлов с окислами других металлов. При сгорании таких порошкообразных смесей происходит обменная реакция по кислороду с выделением значительного кол-ва теплоты. При этом металл, входящий в смесь, окисляется, а из окисла восстанавливается в чистом виде другой металл. Таким образом, источником кислорода в термите является окисел, а источником теплоты – горючим – металл, входящий в смесь в чистом виде.
ДУГОВАЯ СВАРКА
Наиболее широко используется электрическая дуговая сварка при изготовлении всевозможных сварных конструкций. В зависимости от материала сварной конструкции, её габаритов, толщины свариваемого металла и других особенностей свариваемого изделия предпочтительное применение находят определённые разновидности электрической дуговой сварки.
Классификация электрической дуговой сварки.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Дуга представляет собой электрический разряд в газе между электродами, к которым подведено напряжение источника тока. Ток в дуге обусловлен свободными электронами и положительными и отрицательными заряженными частицами вещества – ионами. Процесс образования этих частиц называется ионизацией. В средней части дуги расположен столб дуги, ярко светящийся и имеющий температуру около 6000°С. Столб заканчивается на электродах катодным и анодным пятнами, через которые проходит весь ток дуги. Плотность тока на пятнах весьма велика, благодаря чему в этих зонах происходит интенсивное нагревание до температуры испарения материала электродов. Столб дуги окружает пламя – раскалённые пары и газы, температура которых резко падает по мере удаления от столба. Под действием теплоты дуги кромки свариваемых деталей и торец плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают сварку вручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки. При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов. При полуавтоматической сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную. При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают дуги, питаемые постоянным током прямой (минус на электроде) или обратной (плюс на электроде) полярности или переменным током. В зависимости от способов сварки применяют ту или иную полярность. Сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают дугу прямого действия (зависимую дугу) и дугу косвенного действия (независимую дугу). В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
По свойствам электрода различают способы сварки плавящимся электродом и неплавящимся (угольным, графитовым и вольфрамовым). Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двух электродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают открытую, закрытую и полуоткрытую дугу. При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде газов) с комбинированной защитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах. Применяются также магнитные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Ручная дуговая сварка.
Несмотря на широкое применение различных механизированных методах сварки плавлением, наибольшее количество сварных конструкций изготовляются методом ручной дуговой сварки. Ручная дуговая сварка производится штучными электродами, конструктивно представляющими собой металлический стержень с нанесенным на него покрытием соответствующего состава. Один из концов стержня длинной ~30мм. освобожден от покрытия для его зажатия в электродержатель с обеспечение электрического контакта. Второй конец слегка очищается для обеспечения возможности зажигания дуги посредством контакта с изделием. Применение электродов должно обеспечивать следующие необходимые условия: легкое зажигание и устойчивое горение дуги, равномерное расплавление покрытия, равномерное покрытие шва шлаком: легкое удаление шлака после сварки, отсутствие непроваров, пор, трещин в металле шва.
О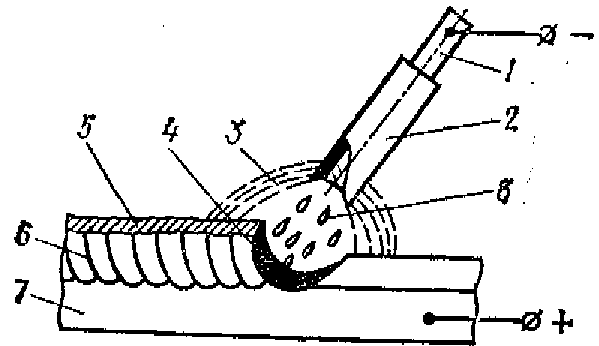
 собенно
широкое распространение получила
дуговая сварка Н.Г.Славянова. Сущность
этого способа заключается в том, что
электрическая дуга горит между стержнем
электрода 1 и основным металлом 7 (рис.6).
Под действием теплоты дуги электрод и
основной металл плавится, образуя
металлическую сварочную ванну 4. Капли
жидкого металла 8 с расплавляемого
электродного стержня переносятся в
ванну через дуговой промежуток. Вместе
со стержнем плавится покрытие электрода
2, образуя газовую защиту 3 вокруг дуги
и жидкую шлаковую ванну на поверхности
расплавленного металла. Металлическая
и шлаковая ванны вместе образуют
сварочную ванну. По мере движения дуги
металл сварочной ванны затвердевает и
образует сварной шов 6. Жидкий шлак по
мере остывания образует на поверхности
шва твёрдую шлаковую корку 5, которая
удаляется после остывания шва. Для
обеспечения заданного состава и свойств
шва сварку выполняют покрытыми
электродами, к которым предъявляют
специальные требования (стальные
покрытые электроды для ручной дуговой
сварки и наплавки изготовляют в
соответствии с ГОСТ 9467-75).Такой процесс
называется сваркой металлическим
электродом.
собенно
широкое распространение получила
дуговая сварка Н.Г.Славянова. Сущность
этого способа заключается в том, что
электрическая дуга горит между стержнем
электрода 1 и основным металлом 7 (рис.6).
Под действием теплоты дуги электрод и
основной металл плавится, образуя
металлическую сварочную ванну 4. Капли
жидкого металла 8 с расплавляемого
электродного стержня переносятся в
ванну через дуговой промежуток. Вместе
со стержнем плавится покрытие электрода
2, образуя газовую защиту 3 вокруг дуги
и жидкую шлаковую ванну на поверхности
расплавленного металла. Металлическая
и шлаковая ванны вместе образуют
сварочную ванну. По мере движения дуги
металл сварочной ванны затвердевает и
образует сварной шов 6. Жидкий шлак по
мере остывания образует на поверхности
шва твёрдую шлаковую корку 5, которая
удаляется после остывания шва. Для
обеспечения заданного состава и свойств
шва сварку выполняют покрытыми
электродами, к которым предъявляют
специальные требования (стальные
покрытые электроды для ручной дуговой
сварки и наплавки изготовляют в
соответствии с ГОСТ 9467-75).Такой процесс
называется сваркой металлическим
электродом.
Рис. 6. Ручная дуговая сварка металлическим электродом с покрытием.
Режимы ручной дуговой сварки.
Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима ручной сварки относят диаметр электрода, величину, род и полярность тока, напряжение на дуге, скорость сварки. К дополнительным относят величину вылета электрода, состав и толщину покрытий электрода, положение электрода и положение изделия при сварке.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла S и диаметром электрода dэ при сварке в нижнем положении шва составляет:
S, мм......1-2 3-5 4-10 12-24 30-60
dэ, мм.....2-3 3-4 4-5 5-6 6-8
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем больше производительность, т.е. большее количество наплавленного металла: G=нIсвt, где G - количество наплавленного металла, г; н - коэффициент наплавки, г/(А•ч); Iсв- сварочный ток, А; t-время, ч.
Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока можно определить по следующим формулам: при сварке конструкционных сталей для электродов диаметром 3-6 мм Iд=(20+6dэ)dэ; для электродов диаметром менее 3 мм Iд=30dэ, где dэ диаметр электрода, мм. Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10- 20 % ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах: 16-30 В.
Ручная дуговая сварка угольным электродом дугой прямого действия.
Используется при сварке тонколистовой углеродистой конструкционной стали, а также при сварке некоторых цветных металлов и сплавов на их основе. Сварка производится при питании дуги постоянным током прямой полярности, что обеспечивает наилучшую стабильность процесса. В настоящее время объём этого способа невелик.
Ручная дуговая сварка угольными электродами дугой косвенного действия.
Применяется только при сварке тонкого металла (стали, некоторых цветных металлов на их основе). Сварной шов в этом случае, как правило, образуется за счёт расплавления отбортованных кромок без участия присадочного (добавочного) металла. Так как расход электродов при питании дуги постоянным током оказывается неодинаковым (электрод, являющийся анодом, вследствие большого тепловыделения на нём, расходуется значительно быстрее), то питание дуги в этом случае осуществляется переменным током, что позволяет обеспечить равномерный электродов.
Аргонно-дуговая сварка вольфрамовым электродом
В аргоне неплавящимся вольфрамовым электродом (Тпл = 3370°С) можно сваривать с расплавлением только основного металла (толщиной до 3 мм), а при необходимости получения усиления шва или заполнения разделки кромок (толщина более 3 мм) - и присадочного материала (прутка или проволоки). Последний подают в дугу вручную (рис.7а) или механизмом подачи (рис.7б).Сварку неплавящимся электродом ведут на постоянном токе прямой полярности. В этом случае дуга легко зажигается и горит устойчиво при напряжении 10 - 15 В. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость ее горения и снижается стойкость электрода. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе. Однако дуга обратной полярности обладает одним важным технологическим свойством: при ее действии с поверхности свариваемого металла удаляются оксиды. Одно из объяснений этого явления заключается в том, что поверхность металла бомбардируется тяжелыми положительными ионами аргона, которые механически разрушают пленки оксидов. Процесс удаления оксидов также известен как катодное распыление. Указанные свойства дуги обратной полярности используют при сварке алюминия, магния и их сплавов, применяя для питания дуги переменный ток.
При сварке неплавящимся электродом на переменном токе сочетаются преимущества дуги на прямой и обратной полярностях. Однако асимметрия электрических свойств дуги, обусловленная ее меньшей электрической проводимостью при обратной полярности по сравнению с прямой, приводит к ряду нежелательных явлений. В результате выпрямляющей способности дуги появляется постоянная составляющая тока прямой полярности. В этих условиях дуга горит неустойчиво, ухудшается очистка поверхности сварочной ванны от тугоплавких оксидов и нарушается процесс формирования шва.

Рис. 7: Схема аргонно-дуговой сварки.
1- присадочный пруток или проволока; 2- сопло; 3- токоподводящий мундштук; 4- корпус горелки; 5- неплавящийся вольфрамовый электрод; 6- рукоять горелки; 7- атмосфера защитного газа; 8- сварочная дуга; 9- ванна расплавленного металла; 10- кассета с проволокой; 11- механизм подачи; 12- плавящийся металлический электрод (сварочная проволока)
Поэтому для питания дуги в аргоне переменным током применяют специальные источники тока. В их схему включают стабилизатор горения дуги — электронное устройство, подающее импульс дополнительного напряжения на дугу в полупериод обратной полярности. Таким образом, обеспечивается устойчивость дуги, постоянство тока и процесса формирования шва на обеих полярностях тока.
В особых случаях, когда при сложной конфигурации изделий струйная защита не может обеспечить надёжной изоляции зоны шва и прилегающих участков от контакта с воздухом, применяют аргонно-дуговую сварку в камерах с контролируемой атмосферой.
Такие камеры могут быть необитаемыми, в которых располагается автомат с дистанционным управлением, либо при небольших габаритах изделия сварщик держит электродержатель и манипулирует двумя руками, вводя их в камеру через специальные герметические “рукава”, заканчивающиеся перчатками; при этом наблюдение за процессом осуществляется через смотровое стекло.
Свариваемое изделие имеет большие размеры, то сварка может осуществляться в так называемых обитаемых камерах, заполненных аргоном. Детали, подлежащие сварке, подаются в камеру через грузовой люк, имеющий специальный шлюз, исключающий попадание наружного воздуха внутрь камеры. Через эти же люки сваренные изделия выгружаются.
Сварщики в специальных скафандрах входят в камеры через пассажирские шлюзы и промежуточные камеры небольшого размера, в которых производится “промывка” аргоном наружной поверхности костюма от адсорбированного воздуха. Свежий воздух для дыхания сварщика и выдыхаемый воздух подводится и отводится по специальным шлангам, сообщающимися с внешней атмосферой.
Сварка под слоем флюса
В сварке под слоем флюса источником тепла является дуга, горящая между электродом и основным металлом. Дуга погружена под слой гранулированного флюса. Непрерывно подающийся флюс защищает основной металл от окисления до его остывания. Некоторая часть флюса плавится и образует защитный шлак над сварной ванной. Для удаления оставшегося после сварки флюса используется вакуумный насос. Собранный флюс используется повторно. (Рис. 8)
Сварка под слоем флюса в основном автоматический или полуавтоматический процесс. Вид автоматической сварки обеспечивает высокую производительность (до 40 кг в час) и качество сварного шва. Для этого процесса следует правильно выбрать напряжение и скорость подачи электрода. Значение этих параметров должно обеспечивать горение дуги под слоем флюса, но в то же время на определенной высоте над основным металлом.
При автоматической сварке механизированы все основные рабочие движения и операции: возбуждение и поддержание горения дуги, подача электрода, перемещение электрода вдоль свариваемых кромок со скоростью сварки, защита дуги и сварочной ванны от действия воздуха (по необходимости), колебательные движения электрода (по необходимости), прекращение процесса сварки и заварка кратера в конце шва и пр. В связи с этим различают инструмент и приспособления для ручной сварки, сварочный полуавтомат или автомат (самоходная или подвесная головка), станок и установку для полуавтоматической или автоматической сварки.

Рис. 8. Схема электродуговой сварки под слоем флюса.
Сварочной головкой называют механизм, подающий электрод, возбуждающий и поддерживающий горение дуги, а также прекращающий процесс сварки. Закрепляемая неподвижно сварочная головка называется подвесной. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения вдоль изделия, головка называется самоходной. Головка может перемещаться по специальному пути или непосредственно по свариваемому изделию.