

Запитання і завдання для самоконтролю
Наведіть класифікацію теплоізоляційних матеріалів і виробів.
Накресліть схему технологічного процесу виробництва мінеральної вати, матів, плит і поясніть її роботу.
Опишіть будову вагранки.
Поясніть роботу ванної печі, комплекту устаткування багатовалкової центрифуги та відцентрово-дуттьового пристрою.
У чому полягає принцип волокноутворення?
Яке устаткування застосовують для виготовлення виробів із мінеральної вати? Опишіть його будову.
Опишіть методику визначення основних параметрів технологічної лінії устаткування з виготовлення мінераловатних плит.
Наведіть принципову схему устаткування для виробництва циліндрів.
Опишіть будову комплекту устаткування для виробництва теплозвукоізоляційних матів і плит зі скловолокна на синтетичних в'яжучих матеріалах.
Опишіть будову і принцип дії установки для виробництва надтонкого волокна устаткування.
Устаткування для виробництва будівельного скла
11.1 .Технологічні особливості
Вихідний компонент суміші для виробництва скла називають шихтою. Залежно від властивостей готового виробу шихту готують із суміші різних матеріалів. Як правило, сучасне промислове скло містить не менше ніж п'ять компонентів, а спеціальне технічне — понад десять. До них належать кварцовий пісок, сода, сульфат натрію, вапняк, поташ чи крейда, доломіт, каолін, польовий шпат та ін. Обов'язковим компонентом шихти є скляний бій.
Перед обробкою скляний бій відсортовують, промивають, подрібнюють; піддають магнітній сепарації для видалення металевих домішок.
При виробництві будівельного скла підготовчий процес полягає в сушінні й очищенні кварцового піску від сторонніх домішок, подрібненні й сушінні крейди, доломіту чи вапняку, помелі інших сировинних компонентів.
Подрібнені сировинні матеріали у суворо дозованих кількостях перемішують у змішувачах барабанного, тарілчастого чи конусного типу. Готову шихту завантажують у ванну піч — басейн, складений із вогнетривких брусів. Корисне навантаження ванних печей становить 2500 т скломаси, на яку перетвориться шихта, нагріта до 1273 К. При подальшому нагріванні шихти до 1773... 1873 К відбуваються необхідні хімічні процеси і гомогенізація скломаси. На останньому етапі варіння скла скломаса охолоджується до
1373... 1473 К, що супроводжується зростанням її в'язкості до меж, допустимих для формування виробів.
Скло виготовляють різними способами: витягуванням, прокатуванням, розтіканням (флотаційний спосіб), литтям, видуванням, пресуванням, відцентровим формуванням та ін.
Найпоширенішими способами формування будівельного листового скла є витягування, прокатування і розтікання (флотаційний спосіб).
Витягування. Формування скла витягуванням відбувається горизонтальним чи вертикальним методом. Вертикальний метод витягування, в свою чергу, може бути човновим чи безчовновим.
Човновий спосіб. Для формування стрічки скла човновим способом застосовують так званий човен (рис. 11.1). Це брус із кераміки з наскрізним поздовжнім вирізом, який у верхній частині його переходить у вузьку щілину.
Під час роботи човен 2 занурений у скломасу / підмашишюї камери так, що верхня кромка щілини («губи» човна) міститься нижче від рівня скломаси в басейні і на 40...50 мм нижче від верхньої площини човна, щоб запобігти затіканню скломаси через верх у разі його занурення. У неробочому стані човен плаває на поверхні розплаву, при цьому його «губи» трохи піднімаються над поверхнею.
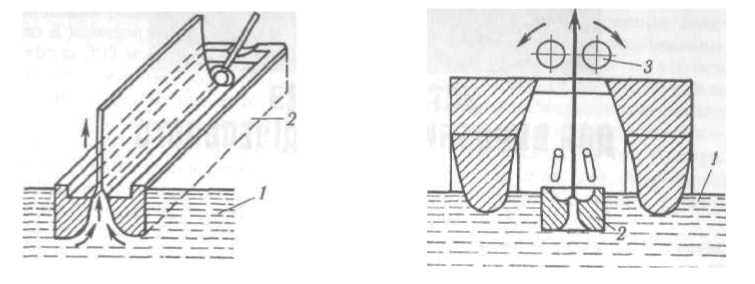
Рис. 11.1. Схеми формування стрічки скла способом човнового вертикального витягування: а — утворення стрічки скла; 6 — підмашинної камери
бруса під дією гідростатичного напору, зчіплюється з опущеною в неї металевою гребінкою — «принадою» і відтягується догори за допомогою валиків З машини вертикального витягування скла (BBC), утворюючи безупинну стрічку скла.
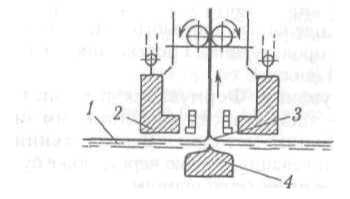
Рис. 11.2. Схема формування стрічки скла способом безчовнового вертикального витягування
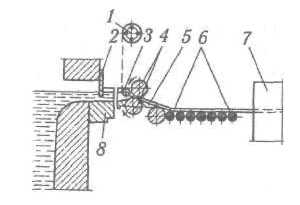
Рис. 11.3. Схема установки для виготовлення армованого прокатного скла:
1 - пристрій для подачі сітки; 2 — шибер; 3 — вдавлювальний валок; 4 — прокатні валики; 5 — приймальна плита; 6 — роликовий стіл; 7 — випалювальна піч; 8 — зливний брус
Виготовлена стрічка скла після виходу з машини ріжеться на листи, що надходять на розкрій, сортування й упакування.
Безчовновийспосіб. За безчовнового способу формування (рис. 11.2) стрічка скла витягується з вільної поверхні. Занурене в скломасу / на глибину 70... 120 мм вогнетривке тіло 4 екранує теплове випромінювання глибинних шарів розплаву і таким чином підвищує ефективність охолодження визначеної ділянки дзеркала скломаси між зануреним тілом 4, чи «поплавком», і підвісними вогнетривкими блоками 2.
Унаслідок застосування вогнетривкого тіла 4 отримують потрібну в'язкість охолодженням визначеної ділянки дзеркала скломаси між підвісними вогнетривкими елементами 2.
Цей процес підсилює охолодження потоків скломаси, що рухаються по обидва боки до «цибулини» 3, над її поверхнею. Відтягують скляну стрічку догори, як і при човновому способі, за допомогою азбестових валиків на машині БВВС (безчовнова вертикального витягування скла).
Прокатування листового скла. Листове скло прокочують на нерухомій площині за допомогою валка, що котиться, чи між двома валками, що обертаються назустріч один одному. Другий спосіб прокатування безперервний. Щоб не було прилипання, прокатні валки охолоджують водою.
Прокатуванням виготовляють різне безкольорове, кольорове, армоване (рис. 11.3) і візерункове скло, склопрофілі. Крім того, прокатне скло можна виготовляти у вигляді спеціальних профілів. У разі безупинного процесу виробництва в скломасу зверху, перед прокатними валками вводять металеву сітку, що є армувальним елементом.
Розтікання (флотаційний спосіб) — це новий спосіб виробництва листового скла, що відрізняється від інших способів високою продуктивністю та якістю виготовлюваної продукції. Це прогресивний і конкурентоспроможний спосіб виробництва, що забезпечує широке застосування його в багатьох країнах світу.
За флотаційного способу стрічка скла формується горизонтально внаслідок розтікання по поверхні розплавленого олова, скломаси, що надходять з ванної печі утвореним каналом; з нижнього боку стрічка виходить полірованою завдяки контакту з ідеально рівною поверхнею олова, а з верхнього — за рахунок вогневого полірування гарячими газами.