7.7. Спеціалізовані віброущільнювальні установки, агрегати і комплекси
Для підвищення продуктивності, поліпшення якості виробу і умов експлуатації машин створено спеціалізовані установки й агрегати, розраховані на один тип виробу. Йдеться про панелі перекриття і внутрішніх стін, багатопустотні плити, фігурні елементи мостіння, плити підлоги, фундаментні блоки.
Застосовують кілька способів формування виробів. Касетний спосіб полягає у тому, що процес відбувається у вертикальних формах, в яких здійснюється і теплова обробка. Одночасно формуються 10 чи 12 виробів.
Касетно-формувальна установка (рис. 7.65, й) складається з двох збірних одиниць — багатомісної форми касети / і машини для розпалублення (розбирання) і складання касет II. Касетна форма складається зі стаціонарної 1 та рухомої З стінок, розподільних стінок 4, на яких закріплено вібратори 5, парових відсіків 6 та роликоопор 2.
Машина для розпалублення й складання касет (рис. 7.65, б) має два жорстких зварних портали 1, верхні балки яких опоряджено напрямними 2. Одна напрямна виконана призматичною (по ній пересуваються ребордні роликоопори), а друга — плоска (по ній рухаються циліндричні роликоопори). Для зниження вібрацій, що передаються касетою на металоконструкції машини під час формування виробів, між обома напрямними й опорною конструкцією прокладено гумові прокладки. Нерухома стінка касети впирається в амортизатор 9, а рухома — шарнірно зв'язана з силовою важільною системою 3—7, що забезпечує переміщення рухомих стінок касет по напрямних. Повний хід рухомої стінки становить 0,85 м. Машина має два автоматичних механізми замикання касет, які запобігають самочинному розкриванню їх у процесі формування і теплової обробки виробів. Перший механізм здійснює замикання внаслідок зміщення центрального шарніра 7 вниз від горизонтальної осі, що проходить через крайні шарніри 5 і 8 важільної системи до положення, за якого лівий і правий важелі впираються в упори, що унеможливлює їх подальший поворот відносно центрального шарніра 7. При цьому горизонтальні сили від розпору касет утримують важелі від самочинного складання при знятому тиску в гідросистемі (при вимкненому приводі насосної станції). Другий механізм має вигляд захоплювача 6, який утримує вертикальний стояк 3 важільної системи в крайньому положенні. При вмиканні гідроциліндра на початку ходу розпалублення захоплювач 6 автоматично вивільняє стояк 3.
На початок роботи всі стінки касети, крім нерухомої, відведені в крайнє праве положення і з'єднані між собою замками. В цьому положенні очищується і змащується перший робочий відсік, в який закладаються арматура і потрібні закладні деталі. Далі машина переміщує всі стінки до упору з нерухомою стінкою, яка з'єднується замком із першим роздільним листом і відкривається замком, що з'єднує її з наступною нагрівальною оболонкою. За допомогою важільної системи машина знову відводить у крайнє праве положення всі стінки, зв'язані замками з рухомою стінкою. При цьому відкривається другий робочий відсік. Цей цикл повторюють доти, доки всі робочі відсіки не будуть очищені й оснащені арматурою. По тому касети за допомогою спеціального бетоноукладача заповнюються згори бетонною сумішшю, а вібратори, що періодично вмикаються, ущільнюють її. Коли касети повністю заповнені бетонною сумішшю, до теплових відсіків подають пару під тиском 0,015 МПа. Готові вироби знімають краном. При цьому касетно-формувальна установка працює у зворотній послідовності.
Окрім розглянутих існують також інші конструкції касетних установок, наприклад касетно-конвеєрні, які належать до установок безперервної дії. У будь-якому разі виріб формується у вертикальних формах, а для ущільнення суміші використовують вібраційну техніку.
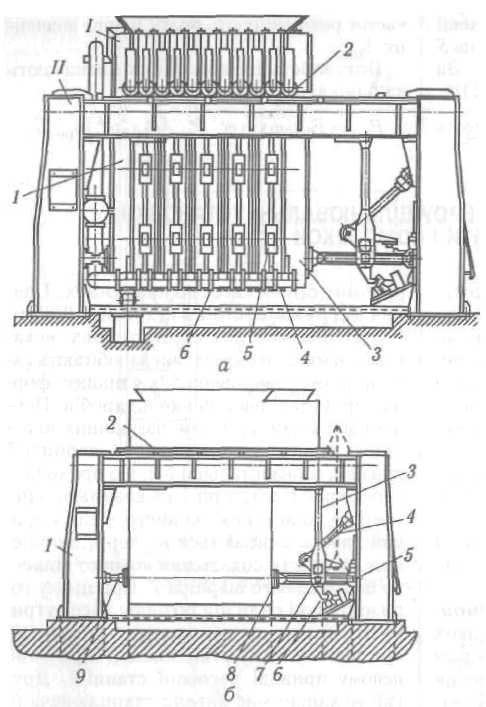
Рис. 7.65. Касетно-формувальна установка:
а — загальний вигляд; 6 — машина для розпалублення і складання касет
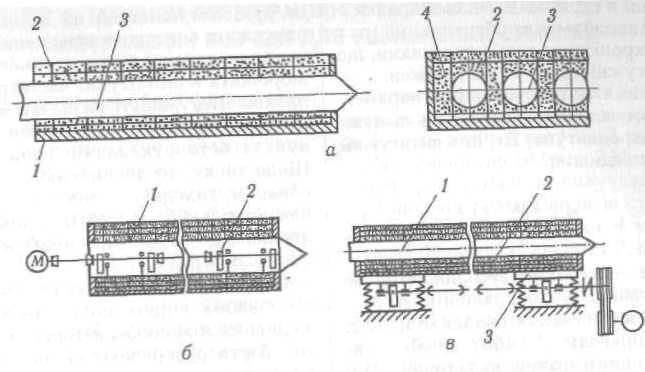
При виробництві багатопустотних виробів у форму 1 (рис. 7.66, а), яку розміщено в горизонтальній площині, встановлюють арматурний каркас 2 і спеціальні пустотоутворювачі 3 з наступним укладанням і ущільненням бетонної суміші 4. Потім пустотоутворювачі виймають і у виробі залишаються пустоти. Щоб забезпечити термінове розпалублення виробів без обвалення склепінь, слід використовувати жорсткі бетонні суміші, які потребують інтенсивної вібрації. Ущільнення досягається завдяки коливанням вкладишів із вбудованими в них віброзбудниками (рис. 7.66, б) або встановленням вкладишів 1 з формою 2 на вібромайданчики 3 (рис. 7.66, в). У першому випадку вкладиш є джерелом коливань і називається вібровкладишем, а в другому — пустотоутворювачем. Одночасно можна застосовувати обидва методи. Зрозуміло, що пряма передача коливань безпосередньо бетонній суміші є ефективнішою, ніж використання пасивних пустотоутворювачів.
До комплекту обладнання установки, зображеної на рис. 7.67, входять: формувальна машина, самохідний портал, бетоноукладач, піддони й автоматичний захоплювач.
Формувальна машина забезпечує переміщення вібровкладишів до місця укладання бетонної суміші, вмикання вібро-збудників і повернення вкладишів у вихідне положення (рис. 7.67, а, в). Переміщуються вібровкладиші 4 кареткою З по рейках 8, які закріплені на станині /. Приводом каретки є електродвигун 7, що має потужність 13 кВт і живиться від мережі за допомогою підвісного кабелю 2. Вібровкладиші утримуються з одного кінця захоплювача каретки, а з другого (переднього) спираються на ролики 6, влаштовані в стояках 5. Вали вібровкла-дишів приводяться в обертальний рух через синхронізатор двома двигунами, що мають потужність по 10 кВт кожен.