

Преимущества процесса обработки резанием по сравнению с другими видами обработки.
Не смотря на усложение конструкций машин и развитие прочих методов обработки металлов, обработка резанием по-прежнему актуальна и ее позиция в машиностроении непоколебима.
Преимущества:
+ Высокая маневренность и гибкость
+ Возможность изготовления самых разнообразных деталей, разной степени сложности
+ Относительно малое влияние св-в обработанных материалов на точность и качество об-ки.
+ Более высокая точность размеров
+ Сравнительно малая стоимость инструмента
+ Гибкость станков при переналадке
+ Малые удельные затраты энергии
Режущий клин, его назначение и конструктивные элементы.
Для образования новых поверхностей резания путем проникновения в материал и отделения его поверх.слоев с образованием стружки необходимо мат-ое тело клиновидной формы.
Клин – материализованное пространство образованное двумя поверхностями пересекающ.в пространстве. Часть реж.инструмента проникающая в материал, и отделяющая поверхностный слой называется реж.клином (лезвием). Конструктивную форму корпусу инструмента придают в соответствии с его схемой работы так, чтобы реж.кромка перемещалась в пространстве по заданной траектории и закрепленный на корпусе тем или иным способом реж.клинсовершал срезания слоя мат-ла.
Реж.клин является основным элементом реж.инструмента. Реж.клин образуется 2 поверхностями – передней и задней.
Принцип работы режущего клина сохраняет большинство режущих инструментов.
Основные геометрические параметры (углы α, β, γ, δ) режущего клина. Их изменение в процессе резания.
Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой.
Угол резания δ=α+β.
Конструктивные элементы резца.
Конструкция резца состоит в основном из 2х частей – корпуса (державки) и реж.части (головки).
Главная задняя поверхность обращена в сторону обрабатываемой поверхности и пересекаясь с передней поверхностью образует главную реж.кромку.
Вспомогательная задняя поверхность обращена в сторону обработанной поверхности и пересекаясь с передней поверхностью образует вспомогательную реж.кромку
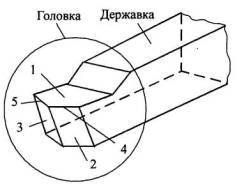
1 – передняя поверхность; 2 – главная задняя поверхность; 3 – вспомогательная задняя поверхность; 4 – главная режущая кромка; 5 – вспомогательная режущая кромка