

Прокатка и накатка. Процесс и инструментальное обеспечение.
Прокаткой называют обжатие металла между вращающимися валками прокатного стана. Ею получают изделия с постоянным по длине поперечным сечением (прутки, рельсы, листы, трубы) или с период. измен. по длине формы. Металл при прокатке движется благодаря трению между поверхностями валков и металла. Скорость прокатки может достигать 50 м/с. После каждого пропуска заготовки толщина ее постепенно уменьшается, а длина и ширина увеличиваются. Прокатка металла осуществляется на прокатном стане. Рабочий валок является инструментом для прокатки металлов и представляет собой цилиндр, изготовленный из легированной стали или из чугуна с отбеленной поверхностью.
К разновидности прокатки можно отнести накатку. Накатка – вид обработки металлов и других материалов путем поверхностного пластического деформирования при помощи накатного инструмента: роликов, зубчатых накатников, плашек. Накатка резьбы - процесс получения резьбы в результате пластической деформации заготовки резьбонакатным инструментом. Профиль накатываемой резьбы образуется за счет вдавливания инструмента в материал заготовки и выдавливание части материала во впадины инструмента.
Прессование и волочение. Процесс и инструментальное обеспечение.
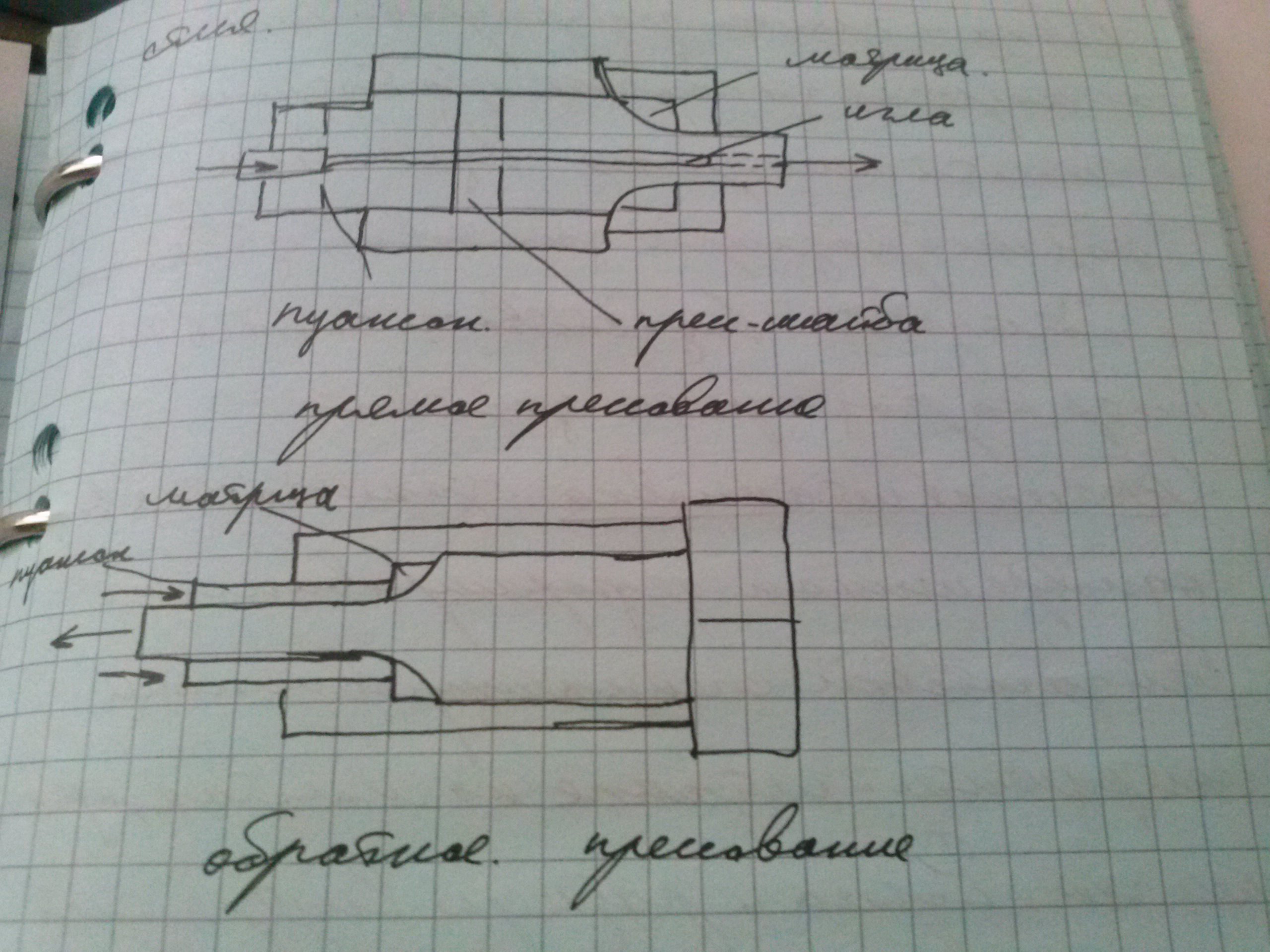
Прессование заключается в продавливании нагретого металла, находящегося в замкнутом объеме через отверстия матрицы. Форма и размеры поперечного сечения выдавливаемых профилей соответствует форме и размерам этого отверстия. Как правило, для прессования применяют прессы высокого давления. Различают два метода прессования — прямой и обратный. (В отличие от прямого при обратном прессовании прутков, в контейнер входит не пресс-шайба, а полый пуансон с матрицей на конце. Матрица давит на заготовку, и металл течет в отверстие матрицы навстречу движению пуансона)
Волочение представляет собой протягивание заготовки через отверстие в волочильное матрице (волоки). Волочением получают тонкие сорта проволоки, калиброванные прутки, тонкостенные трубы.

Ковка и штамповка. Процесс и инструментальное обеспечение.
Ковка – процесс деформирования нагретой заготовки между бойками молота или пресса. Изменение формы и размера заготовки достигается последовательно воздействием бойков или инстр. на различные участки заготовки. Различают:
ковка на молотах
ручная ковка
штамповка.
При ковке в штампах металл ограничен со всех сторон стенками штампа. При деформации он приобретает форму этой полости. При свободной ковке (ручной и машинной) металл не ограничен совсем или же ограничен с одной стороны. При ручной ковке непосредственно на металл или на инструмент воздействуют кувалдой или молотом.
Свободную ковку применяют также для улучшения качества и структуры металла.
Штамповка - процесс пластической деформации материала с изменением формы и размеров тела. Чаще всего штамповке подвергаются металлы или пластмассы. Существуют два основных вида штамповки — листовая и объёмная.
Объемная штамповка заключается в одновременном деформировании всей заготовки специализированным инструментом – штампом на молотах, прессах. Форма и размеры внутренней полости штампа определяют форму и размеры заготовки.
Разновидность объемной штамповки – безоблойдная штамповка, при которой окончательный ручей представляет собой замкнутую полость, конфигурация которой соответствует готовому изделию. Операция этой штамповки заключается в обр.заготовки в 2 этапа:
- осадка в открытых бойках
- штамповка в закрытом ручье
Листовая штамповка предназначена для получения плоских и объемных деталей из листа или полосы с помощью штампов на холодно-штамповых прессах. Напряж.сост.при холодной штамповке соответствует изгибу и срезу, в некоторых случаях может быть двухостный изгиб.