

5. Газопламенные работы
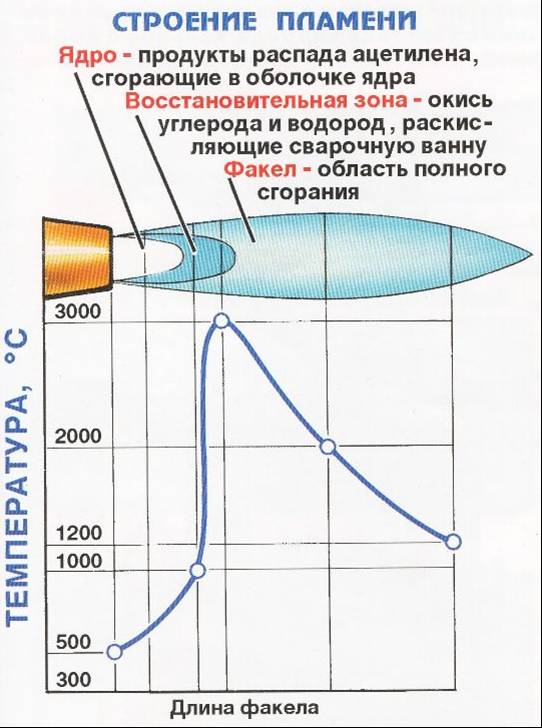
Рис. 26. Строение газового пламени |
В нормальном пламени от сжигания углеводородов различают три основных зоны: ядро, восстановительная зона и факел (рис. 26). Передача теплоты от пламени к нагреваемому телу осуществляется за счет совместного действия конвективного и лучистого теплообмена
|
Характеристика горючих газов
Таблица 11.
Горючий газ |
Температура пламени, °С |
Цвет баллона |
Примечания |
Ацетилен |
3150 |
Белый |
Хранится в баллонах в растворенном виде (в ацетоне). При температуре 530°С разлагается со взрывом без наличия кислорода |
Пропан-бутан |
2500...2700 |
Красный |
Хранится в баллонах в сжиженном виде. |
Метан |
2200...2700 |
Красный |
Хранится в баллонах в сжиженном виде. Нижний предел воспламенения метана с воздухом – 5% (об.), верхний предел – 15% (об.) |
Сжатые газы, используемые в сварочном производстве, транспортируются и хранятся в стальных цельнотянутых баллонах вместимостью 40 литров. Перевозка баллонов с газом в вертикальном положении разрешается только в специальных контейнерах, а также без контейнеров с обязательной прокладкой между баллонами и ограждением от возможного падения.
Таблица 12.
Прибор |
Назначение |
Газовый редуктор |
Снижает давление газа из баллона до рабочего и поддерживает постоянное давление газа при его расходе, а также поддерживает постоянный расход газа. |
Ротаметр |
Служит для измерения расхода газа |
Манометр |
Служит для измерения давления газа |
6. Контроль качества сварки
Дефект – каждое отдельное недопустимое отклонение продукции от требований, установленных нормативно-технической документацией (несоответствие формы, размеров, состояния поверхности, физико-механических свойств, нарушение сплошности детали и т.д.).
Дефекты-несплошности классифицируют по расположению: внутренние, наружные, подповерхностные, сквозные.
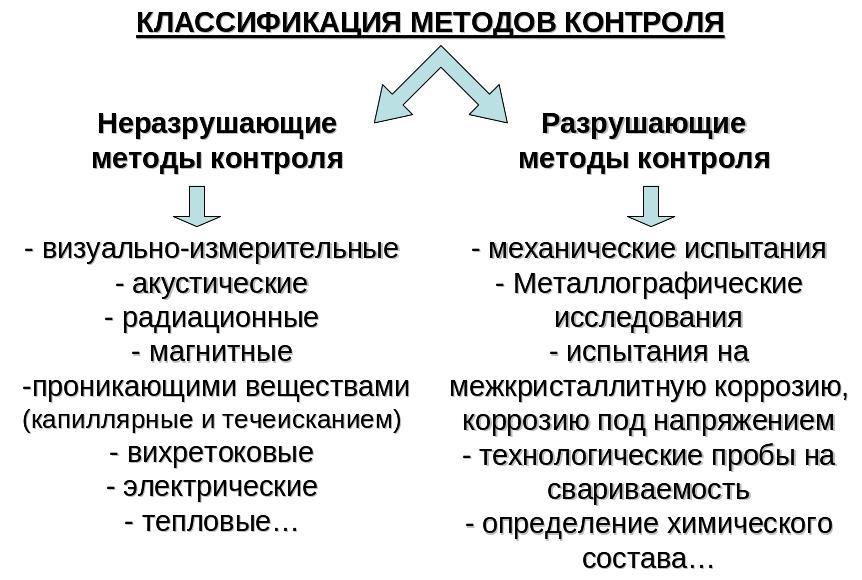
При изготовлении (монтаже, ремонте) применяют следующие виды контроля сварных соединений:
– предварительный контроль;
– операционный контроль;
– контроль качества готового сварного соединения.
Контроль качества готовых сварных соединений заключается в проверке формы и размеров шва, сплошности шва и свойств материала.
Дефекты формы шва и его размеры выявляет специальными шаблонами и измерительными инструментами. Измерение размеров грата сварного шва производят штангенциркулем.
Внешний осмотр сварных соединений (визуальный контроль) производиться как при контактной сварке нагретым инструментом встык, так и при сварке муфтами с закладным нагревателем.
Контролю физическими методами подлежат стыки законченных сваркой полиэтиленовых трубопроводов. Из различных физических методов для полиэтиленовых трубопроводов применяют ультразвуковой метод контроля (УЗК). УЗК применяют только для сварных соединений, выполненных нагретым инструментом встык. Для сварных соединений, выполненных муфтами с закладными элементами, ультразвуковой контроль не применяется.
При механических испытаниях образцов контрольных стыков газопровода характер разрушения должен быть пластичным (рис. 27).
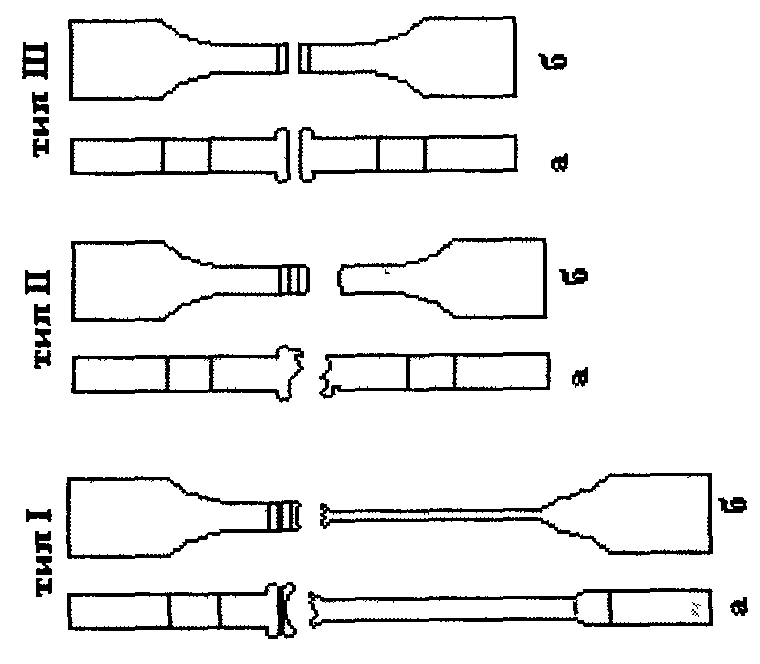
Рис. 27. Характер разрушения образцов при механических испытаниях
Основные виды дефектов
Таблица 13.
Наименование дефекта |
Определение |
Причины возникновения |
Трещина |
Дефект в виде разрыва в сварном шве и (или) прилегающих к нему зонах. Трещины бывают: наружные и внутренние; продольные, поперечные, разветвленные, радиальные и кратерные. |
Неравномерность и повышенная скорость охлаждения сварного шва, вызывающие повышенный уровень усадочных напряжений |
Пора |
Дефект сварного шва в виде полости сферической формы, заполненной газом. Поры бывают: одиночные и групповые. |
Длительный контакт с воздухом оплавленных поверхностей перед их осадкой. |
Несплавление |
Дефект в виде отсутствия сплавления в сварном шве между свариваемыми кромками или между кромками и материалом шва |
Неплотный контакт сплавляемых поверхностей, превышение допустимых зазоров, а также чрезмерные технологические паузы и недостаточное давление осадки. |
Непровар |
Несплавление свариваемых поверхностей или наплавляемого материала с основной поверхностью |
Низкое давление и недостаточная длительность осадки, нарушение параметров сварки. |
Неправильная форма шва |
Неравномерный контакт свариваемых поверхностей, неравномерный зазор, несовпадение кромок, неравномерное оплавление поверхности шва. |
|