

2.1.3 Технологическая задача чпу
Технологическая задача ЧПУ ставится в тех случаях, когда основной рабочий процесс выступает как объект управления в целях его поддержания или оптимизации самого процесса, например электроэрозионная обработка, во время которой осуществляется взаимосвязанное управление источником технологического напряжения, системой подачи и очистки рабочей жидкости, а также приводами подачи электрода-инструмента. Примерами оптимизируемых рабочих процессов могут служить фрезерование или токарная обработка, управление которыми состоит в изменении подачи и скорости резания в целях увеличения производительности, снижения приведенных затрат, повышения качества обработки.
2.1.4 Терминальная задача чпу
В частном случае терминальная задача ЧПУ поддерживается устройством ЧПУ, которое используется как персональный компьютер. Диалог с оператором охватывает управление объектом и самим УЧПУ в различных режимах, операции с УП УЧПУ, некоторые действия системного характера. Информационный обмен с ЭВМ необходим в интегрированной пространственно-распределенной системе управления, имеющей признаки локальной вычислительно-управляющей сети. При этом предусматривается решение: диалогового проектирования, диалогового программирования и статистическое и динамическое моделирование.
Для этого на пульт управления выносится виртуальная сетка, с помощью которой можно выбрать определенное «меню» возможностей редактирования и программирования и, вызывая необходимый кадр программы, вносить в него соответствующие изменения.
При реализации статического моделирования на экран дисплея выносятся траектории движения инструмента относительно заготовки для всех переходов, выполняющихся на станке.
В случае динамического моделирования происходит развертывание рабочего процесса на экране во времени.
При решении терминальной задачи решаются вопросы точности обработки и появляется возможность вносить необходимые коррективы в закон движения при искажении траектории.
2.2 Технические средства управления в автоматизированном производстве
Основным техническим средством для реализации геометрической, логической, технологической и терминальной задач является СЧПУ. Конфигурация системы показана на рисунке 2. На блок-схеме прямоугольниками изображены аппаратные средства и показаны обобщенные каналы связи без уточнения числа линий, характеристики сигналов и способа их передачи. Количество и состав задач ЧПУ, а также мера их сложности оказывают непосредственное влияние на архитектуру УЧПУ.
Большинство технических средств непосредственного управления основным и вспомогательным оборудованием строится на базе интегральных схем различной степени интеграции, алгоритмы управления реализуются аппаратным путем. В этих системах оперативная память обеспечивает хранение одного кадра управляющей информации для вспомогательного оборудования. Жесткость аппаратной реализации и отсутствие оперативной памяти приводят к значительному снижению возможностей СУ из-за необходимости организации интенсивного обмена информацией с ЭВМ верхнего уровня в реальном масштабе времени и сложности расширения функций нижнего уровня управления.
Трехуровневая СУ, на среднем уровне которой используется микроЭВМ, позволяет:
- снять ограничение на количество работающего оборудования, управляемого СУ;
повысить надежность СУ в результате ее децентрализации;
повысить надежность всей системы (выход из строя отдельного элемента системы не приводит к отказу всей системы);
хранить информацию на рабочем месте оперативно без программоносителя, а управление осуществлять независимо от ЭВМ верхнего уровня;
создавать многопроцессорные системы, перерастающие в вычислительные и управляющие ресурсы при отказе или перегрузке какого-либо элемента системы;
расширить возможности СУ путем передачи функции сбора и первичной обработки информации о реальном использовании оборудования на своем уровне;
использовать каналы передачи управляющей информации для передачи оперативных данных о ходе производства;
высвободить ресурсы ЭВМ верхнего уровня для решения задач непрерывного планирования.
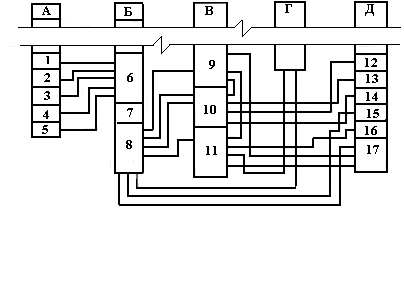
Рисунок 2 – Обобщенная конфигурация СЧПУ
А - периферийные устройства;
Б - УЧПУ;
В - электроавтоматика;
Г - пульт оборудования;
Д - компоненты системы управления на оборудовании;
1 - пульт оператора;
2 - фотосчитывающее устройство;
3 - перфоратор;
4 - внешняя память;
5 - сетевой контроллер;
6 - интерфейс периферийных устройств;
7 - вычислительное устройство;
8 - интерфейс объекта;
9 - устройство управления рабочим процессом;
10 - устройство управления скоростью приводов;
11 - логический автомат;
12 - двигатели привода подач;
13 - двигатель главного движения;
14 - датчики параметров приводов;
15 - датчики положения исполнительных органов;
16 - муфты, электроавтоматика, двигатели;
17 - путевые выключатели и датчики отдельных параметров
Решая вопросы проектирования технических средств управления в автоматизированном производстве и их эксплуатации, можно исходить из того, что СУ рассматривается как система массового обслуживания с Пуассоновским потоком заявок. В общем случае разработчики рекомендуют основные исходные данные и показатели работы для расчета СЧПУ.
Реализация покадровой выдачи УП на СЧПУ без подтверждения и с подтверждением правильности приема находится примерно в соотношении 1 : 3, при таком же соотношении времени пребывания запроса в системе. Интервал времени между запросами на обслуживание от станка с ЧПУ позволяет применять любой из двух описанных вариантов, а также методы покадровой выдачи УП с подпиткой буферной зоны ОЗУ, в которой хранится многокадровый блок УП, с магнитного диска в процессе работы СУ.
Процесс непосредственного управления для ГПС дискретного производства реализуется отдельными автономно программируемыми микроЭВМ по технологическому принципу или пропускной способности микроЭВМ.
Таблица 4 – Технологические возможности микроЭВМ
Показатель |
Единицы измерения |
Величина показателя |
Интенсивность отказа ЭВМ |
W- 1 |
0.005 |
Время восстановления работоспособности ЭВМ |
Г |
1 |
Обработка кадра |
С |
10 |
Обработка детали на станке с ЧПУ |
С |
420 |
Замены детали на станке |
С |
60 |
Переналадки станка на обработку новой единицы планирования |
Мин |
30 |
Число: |
||
кадров УП |
- |
35 |
строк в кадре |
- |
20 |
объем УП |
Кбайт |
0.9 |
кадр УП |
Байт |
25 |
Среднее время: |
||
выдачи 1-го кадра УП |
мс |
0.01 |
приема 1-го кадра - УП |
мс |
0.5 |
Интенсивность отказа станков с ЧПУ |
W- 1 |
0.037 |
Время восстановления работоспособности станка с ЧПУ |
мин |
30 |
Объем ОЗУ, отводимый для хранения УП |
Кбайт |
32-64 |
Трехуровневая схема СУ представляет собой децентрализованную систему, допускающую три базовые структурные конфигурации вычислительных средств: звездообразную (радиальную), кольцевую и смешанную. Из них радиальная в большей степени соответствует распределению функции между уровнями СУ. Так, например, в качестве центральной ЭВМ можно использовать УВК CM - 1, периферийных ЭВМ - микроЭВМ «Электроника-60», непосредственно к которым подключаются СЧПУ станком. В режиме работы верхним уровнем СУ программные обеспечения позволяют:
хранить МО микроЭВМ в памяти УВК СМ-1;
вызывать и передавать МО в микроЭВМ из УВК перед началом работы;
вести, распечатывать и редактировать библиотеку УП и выводить УП на перфоленту, магнитный диск;
вызывать по признакам, таким как номер УП, длину УП в кадрах, код автора, дату создания;
передавать УП в память микроЭВМ с одновременным контролем УП по структуре кадра в данных и по допустимости передачи инициированной УП на инициирующую микроЭВМ;
уплотнять УП при включении УП в библиотеку;
разуплотнять УП и передавать на СЧПУ станка в покадровом режиме;
контролировать обращение в УП в целях формирования четных данных.
В режиме работы в нижнем уровне СУ МО возможно осуществлять прием УП с фотосчитывателя СЧПУ в память микроЭВМ и уплотнение УП в памяти микроЭВМ.
Система управления обеспечивает ввод и обработку информации о выполнении транспортно-складских операций и внесение соответствующих изменений в модель ТНС; формирование и выдачу по запросам оператора информации о состоянии ТНС. Режим работы СУ включает: учет приема заготовок на склад; выдачу деталей на станки и прием их со станков; выдачу полуфабрикатов на выносные операции; прием полуфабрикатов с выносных операций; выдачу готовых деталей; печать общего состояния ТНС; состояния ТНС в связи с заготовками, деталями, полуфабрикатами, деталями на станках, готовыми деталями с заданным номером чертежа.
Функционирование системы осуществляется в полуавтоматическом режиме, где оператор реализует непосредственное управление ТНС на основании плановых заданий. Оператор и ЭВМ обеспечивают информацией в диалоговом режиме через терминал, установленный на диспетчерском пункте ТНС.
Системы управления станками в ГПС позволяют решить ряд задач: передавать управляющую информацию из ЭВМ верхнего уровня на технические средства непосредственного управления оборудованием; собирать, подготавливать и передавать оперативную информацию о фактическом использовании оборудования.
Система управления может быть построена по централизованной двухуровневой или децентрализованной трехуровневой схеме управления. Первая включает ЭВМ как верхний уровень управления, а технические средства непосредственного управления оборудованием как нижний уровень управления. При трехуровневой системе между ЭВМ верхнего уровня и техническими средствами непосредственного управления имеется ЭВМ, принимающая на себя часть функций верхнего уровня.
В обеих схемах на ЭВМ верхнего уровня решаются задачи: организация оперативной библиотеки УП для станков с ЧПУ, включая входной контроль УП, уплотнение и разуплотнение информации; создание и сопровождение модели ТНС; выдача управляющей информации по каналам связи на следующий уровень СУО, в соответствии с плановым заданием; прием и обработка данных о фактическом использовании станков.
Большинство технических средств непосредственного управления основным и вспомогательным оборудованием строится на базе интегральных схем различной степени интеграции, а алгоритмы управления реализуются аппаратным путем. В этих системах оперативная память обеспечивает хранение одного кадра управляющей информации для вспомогательного оборудования и двух кадров для основного оборудования.
Применение МПТ и микроЭВМ привело к качественным изменениям в технике управления.
Появилась возможность унификации аппаратных решений. УЧПУ реализуется на базе микроЭВМ «Электроника-60», «Электроника НЦ-31» и «Электроника НЦ80-31». Система «Электроника НЦ80-31» обладает модульной структурой и позволяет увеличивать число управляемых координат наращиванием модулей, в том числе модуля программируемого командоаппарата. .
Устройство ЧПУ для каждой из групп имеет свои особенности, определяемые конструкцией станка и технологией обработки. Внутри групп можно провести деления по различным признакам: числу управляемых координат (один, два и т.д.), числу одновременно управляемых координат (три, четыре и т.д.), виду программоносителя, приводу подач, типу электронных элементов и т.д.
Виды структур СЧПУ можно подразделить на две большие группы:
1. Устройство с постоянной структурой (NC – Numerical Control), имеющее схемную реализацию алгоритмов работы (интерполяции, типовых циклов и т.д.).
2. Устройство с программной реализацией большинства алгоритмов работы (CNC-Computer NC), которые записываются в ПЗУ при изготовлении УЧПУ.