

1.14 Методические указания по установлению соответствия датчиков и приводов адресам контролера
Разнообразие архитектуры программируемых контроллеров привело в данном методическом пособии к использованию в качестве конкретного примера контроллера № 915 фирмы «Tesla» Чехия, структура которого приведена на рисунке 14.1.
Контроллер состоит из входных блоков, которые могут воспринимать сигналы постоянного тока и сигналы срабатываемых контактов. Адреса входов, к которым подключаются датчики, начинаются с 0000 и кончаются 0127. Выходные сигналы контроллера включают и выключают электромагниты приводов, точнее электромагниты гидро- и пневмораспределителей магнитных пускателей приводов.
Параметры выходных сигналов (род тока, значение напряжения и допустимой ток нагрузки) достаточны для выключения вышеуказанных электромагнитов. Адреса выходов, к которым подключаются электромагниты, начинаются с 1000 и заканчиваются 1127.
В качестве примера на рисунке 14.1 показано, что ко входу с адресом 0000 подключен контактный датчик S17, а ко входу с адресом 0017 – бесконтактный путевой выключатель БПВ 93. К выходу с адресом 1000 подключен электромагнит Y3, к выходу с адресом 1012 – Y7.
Для разработки управляющей программы необходимо точное соответствие адресов датчикам и электромагнитам приводов. Это рекомендуется деталь в виде следующих таблиц:
Таблица 4 - Описание и адресация датчиков
№п/п |
Функциональное назначение |
Обозначение |
Адрес |
5 |
Датчик предельного выдвижения руки робота |
09 |
0005 |
Таблица 5 - Описание и адресация электромагнитов приводов
№п/п |
Функциональное назначение |
Обозначение |
Адрес |
7 |
Электромагнит привода поворота стола по часовой стрелке |
11 |
0016 |
Программируемый контроллер имеет две области памяти. Постоянное перепрограммируемое устройство (ППЗУ) имеет байтную адресацию и предназначено для хранения инструкций управляющей программы. При работе программируемого контроллера из этой области памяти возможно только чтение информации.
Оперативное запоминающее устройство промежуточных данных (ОЗУ ПД) имеет байтную адресацию и предназначено для хранения промежуточных данных, возникающих при обработке управляющей программы.
Рисунок 14.1- Структура программируемого контролёра
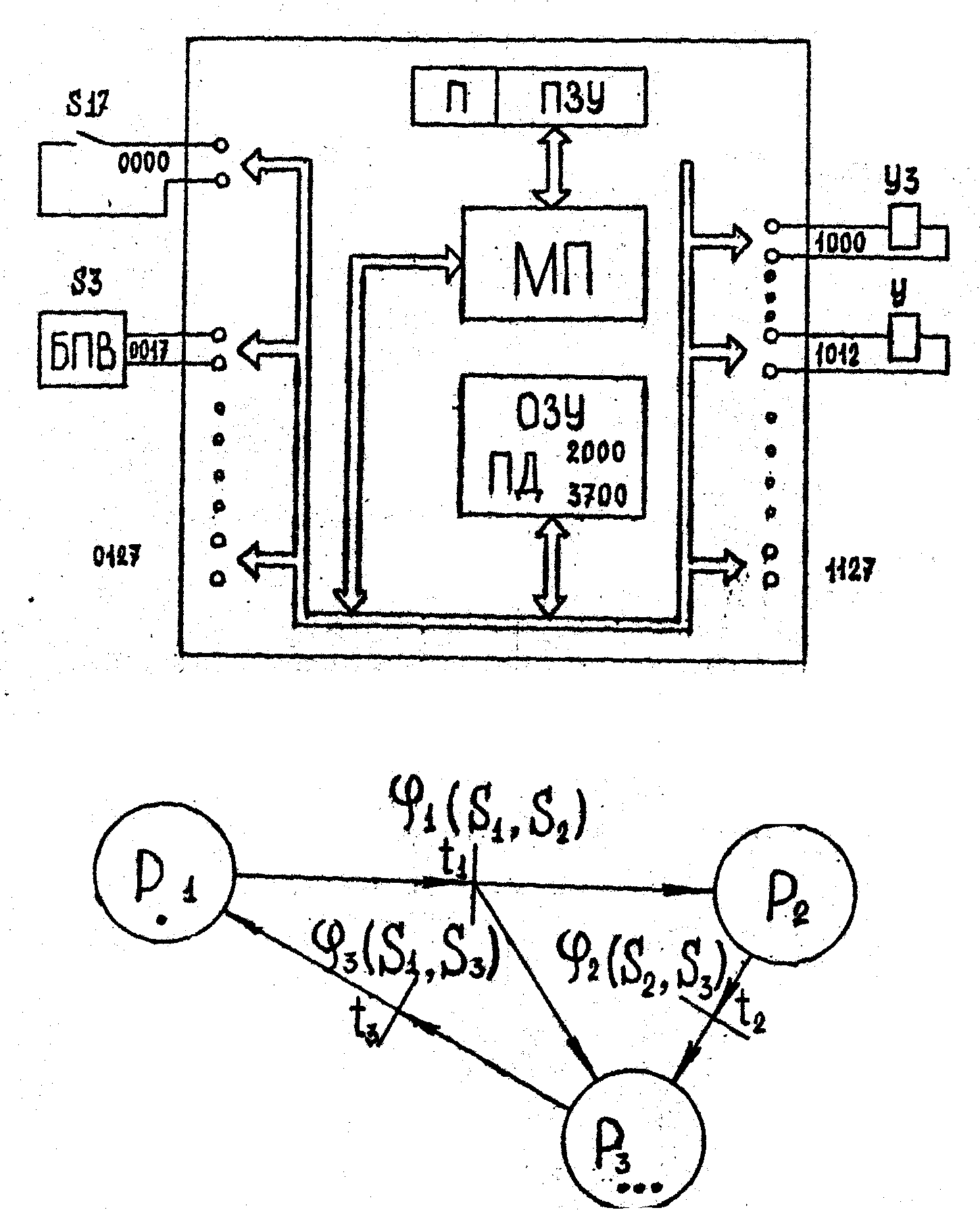
Рисунок 14.2 - Сеть Петри
1.15 Разработка сети Петри
Для быстрой и безошибочной подготовки управляющей программы программируемого контроллера необходима формализация словесного алгоритма работы автоматизированного комплекса. Наиболее удачным для этого представляется сеть Петри.