

4.4.3 Раздел процедур
РП может содержать 1-10 процедур, каждой из которых соответствует одна управляющая программа для станка.
Процедура - это совокупность фраз, описывающая законченную операцию обработки детали и состоящая из меток и операторов.
Начало процедуры обозначается меткой НП<№>, конец - меткой КП<№>, где <№>=0-9.
Данные ИДФ, которые указаны в каком-либо операторе, должны быть определены в РД до его выполнения.
Операторы задания подачи S и SN, частоты вращения шпинделя N и скорости резания V должны быть записаны в процедуре перед первым перемещением и имеют форматы:
<оператор>/ <АВ>;
<оператор> <№>;
Примеры:
№/-300; - частота вращения шпинделя N=300 мин"1 по часовой стрелке («+» - против часовой стрелки),
N3, - где 3 - номер ступени частоты вращения по паспорту станка;
S/800, - подача 800 мм/мин;
SN/0,1, - подача 0,1 мм/об;
V/0,5, - скорость резания 0,5 м/мин.
Оператор V используется для станков токарной группы, в программе он должен указываться.
Операторы движения центра инструмента задают следующие перемещения:
1. ТК - движение от точки до точки.
2. ОТПР и ОТКР - движение от точки пересечения прямой окружности с элементом, определяемым в следующем операторе движения.
3. ДОПР и ДОКР - движение до точки пересечения с прямой или окружности с элементом, заданным в предыдущем операторе движения.
4. ПР - движение по прямой.
5. ±КР - движение по окружности («-» - по часовой стрелке, «+» - против).
Операторы 1-5 имеют формат:
<ИДФ><№>;
<ИДФ>=<способ задания>, где ИДФ - это ТК, ПР, ±КР, ОТПР и т.д.
6. X, Y или Z - перемещение, параллельное осям X, Y или Z соответственно с учетом знака «+» - в сторону увеличения координаты и «-» - в сторону уменьшения.
7. R - округление пересекающихся элементов заданным радиусом R.
8. F и Q - угол поворота стола (F) или шпиндельной бабки (Q) с учетом знака.
Операторы 6-8 имеют форматы:
<ИДФ><№>;
<ИДФ>/<АВ>.
Например: Z/-20; Q/10., - опускание инструмента на 20 мм, поворот шпинделя на 10 градусов против часовой стрелки.
При необходимости в операторах 1-7 задаются признаки БХ, БУ, MX, МУ.
Пример.

Рисунок 37 – Траектория движения центра фрезы
Процедура обработки контура детали (рисунок 37). Значения ТКО, ТК1, ПР1, ПР2, КР1 заданы в РД. НПО; S/8000; N/300; ТКО;ТК1; Z/-20; SN/0.15; ПР1; -КР1; ПР2; ДОПР1; Z/20; S/8000; ТКО; КПО;!
Оператор НПО указывает на начало процедуры № 0, потом задаются подача 8000 мм/м и частота вращения шпинделя 300 об/мин при холостом перемещении инструмента из исходного положения ТКО в рабочее ТК1, затем фреза опускается на 20 мм, устанавливается Рабочая подача 0,15 мм/об, с которой фреза перемещается по ПР1, ^тем по КР1 (по часовой стрелке) до ПР2 и по ПР2 до пересечения с ПР1. Здесь фреза поднимается на 20 мм и со скоростью холостых перемещений 8000 мм/мин движется в исходное положение ТКО. Оператор КПО закрывает процедуру № 0, символ ! означает конец РП.
В примере программировалось движение инструмента по эквидистанте. Эквидистантой называется траектория движения центра инструмента при обработке детали, она повторяет контур детали на расстоянии, равном радиусу инструмента (рис. 37).
В САП-СМ4 возможно программирование автоматического расчета эквидистанты по элементам контура детали, в этом случае в РД и РП задаются точки, прямые и окружности, принадлежащие не эквидистанте, а самому обрабатывающему контуру детали. При этом дополнительно задаются следующие операторы:
- расстояние от центра инструмента до контура Р форматом Р<№>; или Р/<АВ>; (отменяется другим оператором Р или оператором ФРО);
- положение инструмента относительно контура: ФР+, если справа от контура при движении инструмента, и ФР-, если слева (отменяется оператором ФРО или оператором ФР с противоположным знаком).
Расчет эквидистанты при этом производится автоматически. Вход в эквидистанту производится последовательностью операторов:
ТК<1>; ФР±; Р; ПР<К>;
ОТПР<1> TK<J> ±KR К;
ОТКР<1> ±KR<J>;
X<J>;
Y<J>,
где I - номер элемента исходного положения центра инструмента (начальная точка движения вне эквидистанты);
J - номер элемента входа в эквидистанту;
К - номер элемента контура детали при движении по контуру.
Выход из эквидистанты производится последовательностью операторов:
ПP<J>; ФРО; ПР<1>;
±KR<J>; ±KR<I>;
X<J>; TK<I>;
Y<J>;
Пример.
Обрабатываемый контур детали приведен на рисунке 38. Пунктиром показана эквидистанта.
Участок ограничивается операторами НУ<1>; КУ<1> - начало и конец участка. Обращение к участку производится операторами ОБУ<1> - обработать участок № 1, B<J> или В/<АВ>; - выполнить обработку J раз. Все участки должны быть описаны вне процедуры, т.е. перед НП<1>, или после КП<1>.

Рисунок 38 – Эквидистанта и контур детали
Фрагмент процедуры имеет вид:
ТКО; ТК1; ФР-; Р/5; ПР1;
-КР1; ПР2; -КР2; ФРО; ТКО.
Если контур детали содержит идентичные по конфигурации и технологии обработки участки, то в РД можно задать элементы только одного участка, а в РП обращаться к нему нужное число раз.
Пример (рис. 39).
HYO; S/100; Z/-20; ТК1; ПРО; ПР1; ПР2; ПРЗ; ТК1; S/800; Z/20;
KYO; НПО; S/1200; N/600; ТКО; ТК1; ОБУО; В/1; ТК1; ТК2; ОБУО;
В/1; ТК2; ТКО; КПО; !
Количество участков в процедуре не более 50. Перед оператором ОБУ движение ограничивается операторами ТК, ДОПР, ДОКР. Замена элементов уже заданного участка производится оператором.

Рисунок 39 – Обработка участков
Э1*32[(К2)]; ... Э<1>[(К<1>)],
где Э1 - заменяемый элемент;
Э<1> - заменяющий элемент;
К<1> - количество замен.
Оператор замены помещается между операторами ОБУ и В.
Пример.
ОБУО; Р/10*Р8(2); S/500*S/400; В/3, т.е. Р/10 заменить на Р/8 два раза, S/500 и S/400 один раз.
В САП-СМ4 возможно программирование обработки детали при использовании поворотных столов. Поворот стола вокруг шпинделя (оси Z) считается координатой F, а вокруг осей Х и Y - координатой Q. Программирование производится двумя способами:
1) операторами позиционирования
F<I>; Q<I>;
F/<AB>; Q/<AB>.
в режиме позиционирования (т.е. без непосредственной обработки столом) на фиксированные углы с шагом 5-15 градусов.
Пример (рис. 40). НУО; S/100; Z/-30; ТК1;
ТК2; Z/50; S/800; TK1; КУО;
НПО; S/800; N/300; TK1;
ОБУО; F/90; В/4; КПО; !
2) оператором движения ПО - «поворот» ПО±Г КР<1>
как в режиме позиционирования, так и в режиме обработки столом.
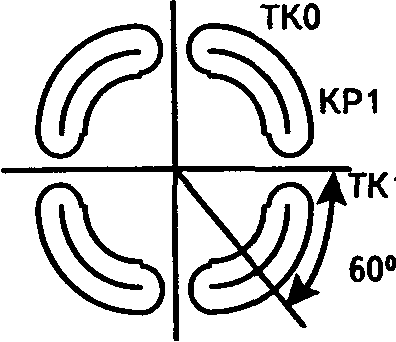
Рисунок 41 – Выборка 3-х пазов поворотом стола
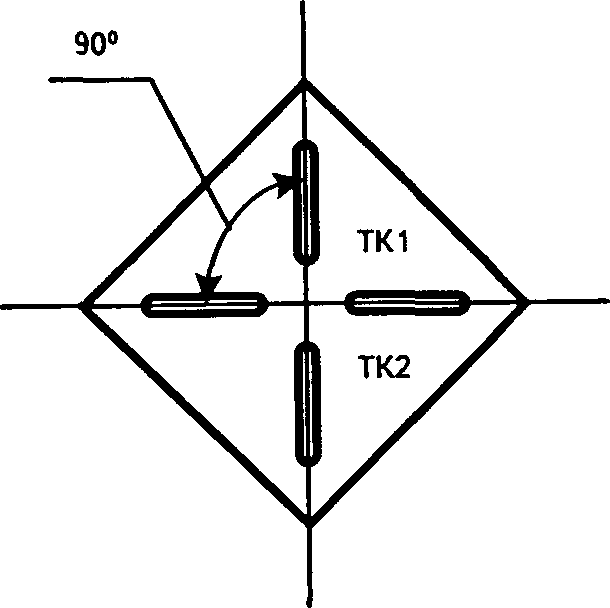
Рисунок 40 – Выборка 4-х пазов при позиционировании столом
Диапазон угла поворота стола 0-360 градусов с дискретностью в 6-30 с.
Пример (рис. 41).
НУО; S/100; Z/-30; ТКО;
ПО +FKP1; TK1; Z/30; КУО;
НПО; S/800; N/300; ТКО;
ОБУО; F/60; В/3; КПО; !
Здесь в участке задана обработка паза поворотом стола на рабочей подаче при неподвижном инструменте, а в процедуре - поворот стола в режиме позиционирования (на 30 град.) при переходе к следующему пазу.
Программирование выражений - это аппарат САП-СМ4, автоматизирующий расчет координат опорных точек эквидистанты при интерполяции, программировании циклов, ветвлений, произвольных кривых, заданных таблично и др.
Метки. Процедура может быть разбита на участки, начала которых могут быть помечены метками формата М<1>.
Метки используются для указания адреса переходов.
Безусловный переход имеет формат ИДИМ<1>. Обработка начинается с фразы, следующей за меткой М<1>.
Пример.
НПО; S/800; ТКО; ТК2; М2;'ОБУО; В/4; ТК6; ПР4; ... ТКЗ-ИДИМ2; ТК4; ТКО; КПО; !
Условный переход имеет формат ЕСЛИ<Условие>; ИДИМ<1>.
Если условие выполнено, программа переходит к оператору с меткой М<1>, если нет, то к следующему за ИДИМ<1> оператору.
Индексы. Обработка по индексированным параметрам имеет формат ТИП<1>[.1]; OBy<I>[J]; ИДИМ<1>[,1],
где J - номер индекса.
Нестандартные циклы имеют формат:
М<1>; ОПЕРАТОРЫ ЦИКЛА; ЕСЛИ<Условие>; ИДИМ<1>.
Пример.
Программа обработки кулачка со спиралью Архимеда (рис. 42).
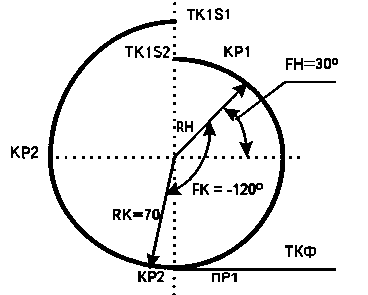
Рисунок 42 – Обработка кулачка со спиралью Архимеда
Спираль Архимеда (т.1-150) аппроксимируем ломаной линией, тогда координаты точек определяются по формулам:
XI(FI)=[RH+(RK-RH)/(FK-FH)*(FI-FH)]*COS(FI);
YI(FI)=[RH+(RK-RH)/(FK-FH)*(FI-FH)]*SIN(FI),
где
RH - начальный радиус (RH=60);
RK - конечный радиус (RK=70);
FH - начальный угол (FH=30°);
FK - конечный угол (FK=120°);
FI - текущий угол первой точки спирали.
Возьмем приращение DF=F(I)-F(I-1)= -1 град, тогда
F1=FH+DF; X1(F1), Y1(F1);
F2=F1+DF; X2(F2), Y2(F2);
………………………………
F150=F149+DF; X150(F150), Y150(F150).
ПРОГРАММА = КУЛАЧОК;
СТАНОК = 00001;
* СПИРАЛЬ АРХИМЕДА *
ТКО = 50, -70; RH = 60;
ПР1 = У/-70; RK = 70;
КР2 = О, О, 70; FH = F/300000;
ТК151 = 0, 70; FK = F/-1200000;
ТК152 = 0, 60; ШАГ = = F/-10000;
КР1 = 0, 0, 60; ТК1= = 0, 0;
ТК150 = R/70, Б/-120000 FO = FH !
НПО; S/500; N/400; ФР-; Р/5; ТКО;
ПР1; -КР2-.ТК151; ТК152; -КР1; МО;
XTK1=(PH+(RK-PH):(FK-FH)*(FO-FH))*COS(FO);
YTK1=(RH+(RK-PH):(FK-FH)*(FO-FH))*SIN(FO);
ТК1' ГО=ГО+ШАГ;
ЕСЛИ FO>FK; ИДИМО; ТК150; +КР2; ПР1; ФРО; ТКО; КПО; !
Сначала точке ТК1 в РД задаем координаты [О, О], а в НПО рассчитываются текущие координаты ТК<1>.