

4.4 Система автоматизированной подготовки управляющих программ сап-см4
Система автоматизированного программирования САП-СМ4 используется при подготовке управляющих программ для фрезерных, токарных, сверлильных, расточных, электроэрозионных, карусельных станков с ЧПУ и обрабатывающих центров. САП-СМ4 может эксплуатироваться на миниЭВМ серии СМ-4, совместима по языку с САП-ЕС для ЭВМ серии ВС, но имеет более высокий уровень автоматизации.
Программирование ведется на языке САП-СМ4, который является специализированным языком высокого уровня для станков с ЧПУ.
Основные обозначения и сокращения в описании языка САП-СМ4:
<...> - символы в угловых скобках заменяются конкретной информацией пользователя;
<АВ> - арифметическое выражение;
<ИДФ> - идентификатор, имя переменной;
<ИДФ>=операн <число> <АВ> |
- если несколько конструкций записаны друг под другом, то из них может использоваться любая (или АВ, или операнд, или число);
|
No, I, J, К, L - номер, т.е. цифры от 0 до 199;
Б, Q, Е - ИДФ углов;
R - ИДФ радиуса окружности, расстояние между геометрическими элементами;
L - ИДФ расстояний между геометрическими элементами;
X, Y, Z - ИДФ осей координат;
РД - раздел данных;
РП - раздел процедур.
4.4.1 Структура и элементы программы
Алфавит языка САП-СМ4 состоит из:
- русских букв А, Б, В, Г, Д, Е, Ж, 3, И, К, Л, М, Н, О, П, Р, С, Т, У, Ф, X, Ц, Ч, Ш, Щ, Ы, Ь, Э, Ю, Я;
- латинских букв D, F, G, I, J, L, N, Q, R, S, U, W, Z;
- цифр О, 1, 2, 3, 4, 5, 6, 7, 8, 9;
- символов + - * : / . , = # ‘ ( ) [ ] !
В скобках ... записывается информация, которая может быть опущена.
Программа состоит из фраз, фразы из слов, слова из символов, фраза - это последовательность символов, ограниченная символом «,» или «;».
Структурно программа состоит из заголовка, раздела данных и раздела процедур. Разделы заканчиваются символом «!».
ЗАГОЛОВОК РАЗДЕЛ ДАННЫХ ! РАЗДЕЛ ПРОЦЕДУР !
|
Заголовок имеет вид:
Программа = имя программы; Станок = имя паспорта станка с ЧПУ; [* комментарий]; . . . . . . . . . . . . . . [* комментарий];
|
Имя программы - последовательность не более восьми любых символов, кроме «;» и «!». Имя паспорта - паспорт, записанный на магнитном диске в библиотеку паспортных данных для используемого комплекса «станок - СЧПУ».
Комментарий начинается с символа «*», содержит любое число любых (кроме «;» и «!») символов во фразе.
Пример.
ПРОГРАММА = 130;
СТАНОК = 00050;
* ДЕТАЛЬ 1285305, ЦЕХ 34, СТ2Р32;
* ПАНКРАТОВ 20.10.90;
4.4.2 Раздел данных
В разделе описываются геометрические элементы обрабатываемого контура (прямые, точки, окружности, числовые данные, размеры с чертежа, константы) и технологические параметры обработки. При этом им присваиваются идентификаторы, которые имеют формат:
тип [№],
где
тип - последовательность из русских и латинских букв (не более 6);
№ - число от 0 до 199.
Если номер идентификатора отсутствует, то он принят равным нулю.
Пример.
ДО; ШАГЗ; РАЗМЕР1; ТК198; BETA; KP10;
Основными типами данных являются:
ТК - точка;
ПР - прямая;
КР - окружность;
Х - координата X, смещение по оси X;
Y - координата Y, смещение по оси Y;
R - радиус, расстояние;
Z - величина подъема или опускания предмета;
Б - угол, град.;
S - подача, мм/мин.;
SN - подача, мм/об.;
V - скорость резания;
N - частота вращения шпинделя, мин'1;
Р - расстояние от центра инструмента до контура.
Все размеры и перемещения задаются в миллиметрах, числа записываются в естественном виде с числом значащих цифр не более девяти.
Пример. 25; -1046.78; 0.001;
Углы задаются двумя форматами:
1) градусы минуты секунды;
2) градусы - десятичная доля градуса,
где градусы от 0 до 999, минуты и секунды от 0 до 59.
Пример.
1200000 = 120°;
303000 = 30°30'00";
120 = 1'20";
30. = 30°;
45.5 = 45° + 0.5°;
0.001 = 0.001, т.е. 36".
Знак угла положителен при отсчете от положительного направления оси Х против часовой стрелки и отрицателен - по часовой стрелке.
Все данные задаются номерами, числами и арифметическими выражениями.
Арифметическое выражение (АВ) - это последовательность операндов, функций, знаков операций и круглых скобок, где операнд - числовые или буквенные данные, над которыми производятся математические операции.
Основными операндами являются:
ХТК <№> - координата Х точки ТК <№>;
YTK <№> - координата Y точки ТК <№>;
ХКР <№> - координата Х центра окружности КР <№>;
YKP <№> - то же, для координаты Y;
КР <№> - радиус окружности КР <№>;
РПР <№> - расстояние от начала координат до ПР <№>. Знаками операций являются «-» (вычитание), «+» (сложение), «*» (умножение), «:» (деление), «**» (возведение в степень).
Функциями языка САП-СМ4 являются:
SQRT
(х)
-
![]() ;
;
ABS (х) - |х|;
SIN (х) - sin (x);
COS (х) - cos (х);
TG (х) - tg (х);
ASIN (х) - arcsin (х);
ACOS (х) - arccos (х);
ATG (х) - arctg (х);
LN (х) - In (х);
ЕХР (х) – ех;
ОЦ (х) - округление числа до целого по правилам округления;
ОЦБ (х) - округление числа до целого в большую сторону;
L (ТК<№>), ТК<№>) - расстояние между точками;
(ТК<№>, ПР<№>) - расстояние от ТК до ПР;
(ПР<№>,ПР<№>) - расстояние между параллельными прямы-
Б (ПР<№>) - угол прямой с осью X;
Б (ПР<№>, ПР<№>) - угол между прямыми, отсчитывается от первой прямой против часовой стрелки.
Пример.
Если Х1=10.4, то ОЦ(Х1)=10; ОЦБ(Х1)=11;
Если ХТК1=10, YTK1=0 и ХТК2=30, YTK2=0, то (ТК1,ТК2)=20.
Запись АВ в программе линейная, порядок выполнения операции следующий: вычисление содержимого скобок, затем слева направо по приоритетам - «**», «*» и «:», изменение префикса, «+» и «-».
Примеры:
Математическая запись Запись на САП-СМ4
![]() (X1+Y1)
: (A1+A2)
(X1+Y1)
: (A1+A2)
![]() 2*Y2:(-2)
2*Y2:(-2)
х -1,25 Х**(-1.25)
![]() ASIN(SQRT(X1"2+Y1**3):2)
ASIN(SQRT(X1"2+Y1**3):2)
Числовые данные являются форматом <ИДФ>= <ИДФ>;
<АВ>;
<Число>;
Например, А=4; X1=A-L; R1=SQRT(X1). Углы в РД задаются буквами Б, F, Q двумя форматами:
Формат 1:
Б<№>;
F<№>=<АВ>;
Q<№>.
Формат 2:
Б/<число>;
F/<число>;
Q/<число>. Например, Б0=30, т.е. угол Б0=30°;
F2=180.:12, т.е. угол F2=180°:12=15°;
SIN(F/45.) соответствует sin45°.
Геометрические элементы, т.е. точки, прямые, окружности задаются фразами формата.
ТК<№>=<способ задания>;
ПР<№>;
КР<№>.
В языке САП-СМ4 реализовано 47 способов задания. Расположения элементов относительно друг друга указываются признаками:
/ - перпендикулярно;
// - параллельно;
I - симметрично;
+ - внешнее касание окружностей;
- - внутреннее касание окружностей;
Ц - центр окружности или другой системы координат;
БХ - больше Х (справа);
MX - меньше Х (слева);
BY - больше Y (сверху);
MY - меньше Y (снизу). Примеры:
ПР1=/ПРО, ТК1, т.е. ПР1 проходит через ТК1 перпендикулярно ПРО;
KP1=I KP2, ПРО, т.е. КР1 симметрична КР2 относительно ПРО.
Известны 15 способов задания точек, основными из которых являются:
- через координаты X, Y, например, ТК1=4,6 (см. рис. 34, а);
- пересечением двух прямых, например, ТК1=ПР1, ПР2
(рис. 34, б);
- пересечением (касанием) ПР и КР (рис. 34, в) с учетом признаков: ТК1==МХПР1, КРО; ТКЗ=ПР2, КРО;
- пересечением (касанием) двух окружностей (рис.34,г) ТК1=КР1, KP2; TK2=MYKP2, KP3; TK3=BYKP2, KP3;
- как центр окружности (рис. 34, д) ТК7=ЦКР5.

Рисунок 34 – Способы задания точек
Известны 16 способов задания прямых, основными из которых являются:
- отрезками, отсекаемыми на осях координат (рис. 35, а), например: ПР2=Х/15, Y/-5;
- ПР проходит через две ТК (рис. 35, б): ПРО=ТК1, ТК2;
- ПР параллельна оси Х или Y (рис. 35, в): ПРО=Y/-10;
ПР1=Х/5;
- ПР параллельна другой ПР и отстоит от нее на расстояние R (рис. 35, г): ПР1=БУ//ПРО, R/5;
- ПР проходит через ТК параллельно или перпендикулярно другой ПР (рис. 35, д): ПР1=//ПР2, ТК2; ПРЗ=/ПР2, ТК2;
- ПР проходит через ТК, образуя угол с осью Х (рис. 35, е):
ПР1=ТК5, Б/-45.

Рисунок 35 – Способы задания прямых
Основными способами задания окружностей являются:
- по координатам центра окружности и ее радиусу (рис. 36, а), например: КР15=20, 40, 10;
- по центру и радиусу (рис. 36, б): КРО=ЦТКО, R/10;
- центром и точкой на окружности (рис. 36, в): КРО=ЦТКО, ТК1;
- смещением центра другой окружности (рис. 36, г): КРО=КР1, -30, -Ю.
- центром и касательной прямой (рис. 36, д) КРО=ЦТКО, ПРО. В РД часто задаются массивы, т.е. данные одного типа в виде числовых данных (Х0=10; Х1=20; Х2=30; ...) и в виде геометрических элементов (ТКО=15, 25; ТК1=ПР1, ПР2; ТКЗ=ЦКР1; ...). В САП-СМ4 используются только одномерные массивы размерностью до 200 элементов, максимальное количество массивов в программе - 75.
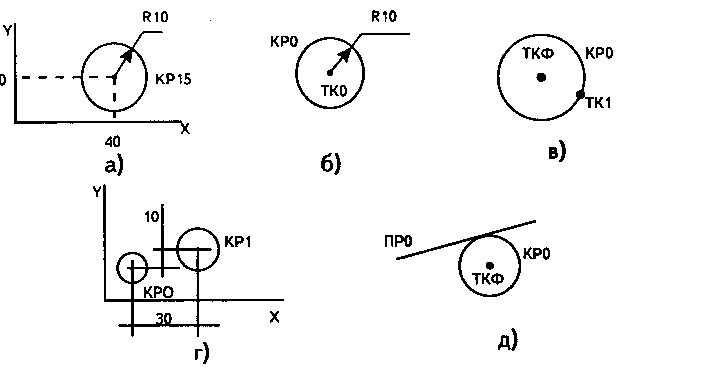
Рисунок 36 – Способы задания окружностей