

Образцы для испытания на прочность.
Для механического испытания на прочность необходимо изготовить контрольные образцы. Их результаты испытаний будут являться критерием качества сварки.
Для определения прочности металла шва в стыковом соединении применяется образец, изображенный на рисунке 2. Должно быть 6 образцов, предназначенных для испытания на прочность, вырезаемых из каждого свариваемого образца.
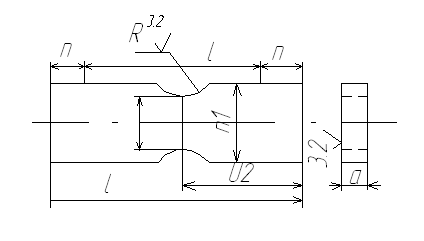
Рисунок 5 - Форма образца для испытания на прочность.
b1 – ширина захватной части образца, b1 =25 мм.;
b
– ширина рабочей части образца, b=15![]() 0,5
мм.;
0,5
мм.;
R – радиус закругления, R=6 1 мм.;
l – длина рабочей части образца, l=40 мм.
2.8. Условия проведения эксперимента.
Эксперимент необходимо проводить в условиях заводской сварочной лаборатории при t°=20°C и влажности воздуха 75%.
2.9. Планирование эксперимента.
Исходные данные к планированию эксперимента приведены в таблице 10.
Таблица 10.
Контролируемые данные |
Режимы сварки |
|
Ток сварки I, А |
590 |
610 |
Скорость сварки, см/мин |
34 |
35 |
Необходимо провести ряд опытов на каждом из заданных режимов. Получив результаты измерений прочности сварочного соединения, необходимо обработать их, то есть сравнить дисперсии. Рассмотрим сравнение дисперсий по критерию Фишера (F).
Пусть имеется две
выборки с числом элементов n1
и n2.
Будем считать, что для каждой выборки
найдена дисперсия S1²,
S2².
S1²![]() S2².
Для определенности будем считать, что
S1²
> S2².
Выдвигается нулевая гипотеза: различие
между дисперсиями случайно, незначимо.
S2².
Для определенности будем считать, что
S1²
> S2².
Выдвигается нулевая гипотеза: различие
между дисперсиями случайно, незначимо.
Процедура проверки этой гипотезы:
Определение степеней свободы
f1=n1-1
f2=n2-1
Выбирается уровень значимости р и для этого уровня по f1и f2 находятся табличное значение критерия Фишера (Fi).
Определяется значение Фишера расчетное (Fp);
F=S1²/S2²
Причем в числителе ставится большая дисперсия из двух.
Сравнивая значения Fi и Fp. На основе сравнения делается вывод используя следующее правило:
Если Fp <Fi, то нулевая гипотеза принимается, то есть разница между S12 и S22 случайна.
Если Fp>Fi, то гипотеза отвергается и разница неслучайна и значима.
Если в результате такого сравнения получено Fp <Fi, то для исследования средних используется следующая процедура.
а) определяется средневзвешенное значение дисперсий
S2=S12(n1-1) + S22(n2-1) +n1+n2-2, где n1+n2-2=f
б) Назначают уровень значимости р и для этого уровня значимости находят табличное значение коэффициента Стьюдента
p→f : t(p,f)
в) П= t(p,f)·S√1/n1+1/n2
г) Выполняется сравнение:
Х1 – Х2 = ΔХ и сравнивают его с полученным параметром П.
Далее делается вывод:
ΔХ < П – принимаем нулевую гипотезу,
ΔХ > П – отвергаем нулевую гипотезу.
Если при сравнении дисперсий ситуация выглядит таким образом:
Fp > Fr
Тогда сравнение средних выполняется, используя следующую процедуру:
а) Определяем степени свободы для каждой выборки: f1=n1-1
f2=n2-2
б) Назначают уровень значимости р и для этого уровня значимости по f1, f2 определяются два значения коэффициента Стьюдента.
t(p1f1) t(p2f2)
в) Находят отношение: ν1=S12/ n1
ν2=S22/n2
г)Находят Т = [v1·t(p1f1) +v2·t(p2f2)]/√ v1+ v2
д) Выполняют сравнение ΔХ с Т.
Делают выводы:
если ΔХ < Т нулевую гипотезу принимаем,
если ΔХ > Т нулевую гипотезу отвергаем.
ВЫВОД
В курсовой работе для материала 08кп были подобраны режимы автоматической сварки проволокой сплошного сечения в среде углекислого газа на постоянном токе для толщины детали 8мм, а также оборудование для этой сварки. В ходе работы была разработана методика эксперимента, которая позволяет на двух различных режимах одного и того же способа сварки выбрать тот, который обеспечивает более высокую прочность сварного шва. Таким образом, закрепляется на практике метод сравнительного анализа, изученного в курсе дисциплины «Основы научных исследований ». Цель курсовой работы достигнута.
СПИСОК ЛИТЕРАТУРЫ
Сварка. Резка. Контроль. Под редакцией Алешина Н.П. /Справочник. 2004г. 2т.
Козулин М.Г. Технология сварочного производства и ремонта металлоконструкций / учебное пособие – Тольятти: ТГУ, 2002г.
Технология электрической сварки металлов и сплавов плавлением/ Под ред. акад. Б.Е. Патона. М.: Машиностроение, 1974. – 768с.
Гитлевич А.Д., Этингоф Л.А. Механизация и автоматизация сварочного производства. 2-е изд., М.: Машиностроение, 1979.- 280с
Дуговая сварка в защитном газе. Соединения сварные: ГОСТ 14771.
Оборудование для дуговой сварки: Справочное пособие / Под ред. В. В. Смирнова. Л.: Энергоатом-издат. Ленингр. отд-ние, 1986. – 656 с.: ил.
Методические указания по выполнению УИРС / Сост. Цепенев Р. А. – Тольятти: изд-во ТГУ, 2000. – 12с.