

Подготовка поверхности под сварку.
Сварку ведем на постоянном токе обратной полярности в 1 проход с одной стороны. Соединение стыковое с V-образной разделкой одной кромки. Исходя из вышеуказанного, подбирается режим сварки (табл.8).
Режим автоматической сварки проволокой сплошного сечения в среде углекислого газа.
На стабильность процесса существенное влияние оказывают величина сварочного тока и напряжение дуги [5]. От сварочного тока зависит глубина проплавления основного металла, скорость плавления сварочной проволоки и коэффициент наплавки. В зависимости от толщины металла, определяем параметры сварки (табл.7).
Таблица 7
Рабочие параметры автоматической
сварке в углекислом газе.
Толщина металла, мм |
Разделка кромки |
Угол раздела α, град |
Ширина зазора, bsp, мм |
Число проходов |
8 |
V – образная
|
30 - 50
|
30 - 32 |
1 |
Таблица 8
Режим сварки материала 08кп.
Толщина, мм |
Сила тока |
Мин Vсв, см/мин |
Ø электр., мм |
Расход газа, л/мин |
8 |
580 – 620 |
34 – 35 |
3,0 |
16 |
Таким образом, детали из материала 08кп свариваются автоматической дуговой сваркой проволокой сплошного сечения в среде углекислого газа на постоянном токе обратной полярности, шов однопроходной, односторонний, соединение встык, с V-образной разделкой кромки (рис. 2).
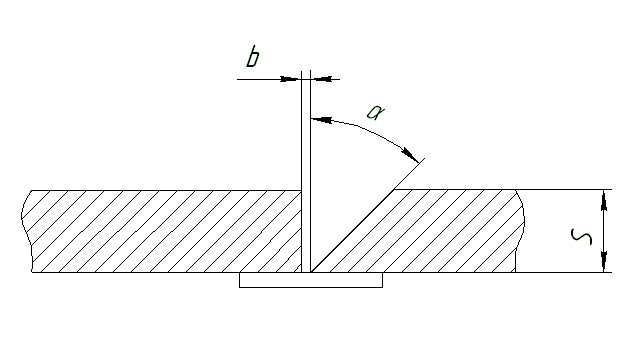
Рисунок 2 – Схема, форма соединения.
Для проведения эксперимента необходимо сварить не менее 6 образцов на каждом режиме. Образцы должны быть толщиной 8мм, длиной 100мм и шириной 80мм.
Оборудование.
Наибольшее распространение для сварки низкоуглеродистых сталей, например материала 08кп, толщиной до 40мм получили установки типа ВДУ – 601 [6].
Основной элемент их конструкции – сварочный трансформатор с электромагнитным шунтом, обеспечивающим крутопадающую ВАХ. При дуговой сварке проволокой сплошного сечения можно выделить следующие режимы: холостой ход, возбуждение дуги, режим нагрузки. В режим холостого хода сварочная цепь разомкнута и ток в ней отсутствует, напряжение холостого хода 85 – 95В., причем большее его значение допускается для автоматической сварки. Режим возбуждения дуги характерен наличием во вторичном контуре тока высокой частоты и высокого напряжения, а также высокочастотным искровым разрядом между электродом и изделием. В режиме нагрузки при заданном значении силы тока дуги формируется сварной шов. Весь процесс сварки производят на постоянном токе без его изменения даже в конце процесса. Сварку начинают на дополнительных подкладках, которые предназначены для того, чтобы в начале и в конце сварки не образовывалось кратеров.
Изобразим принципиальную схему установки ВДУ – 601.(рис.3.)
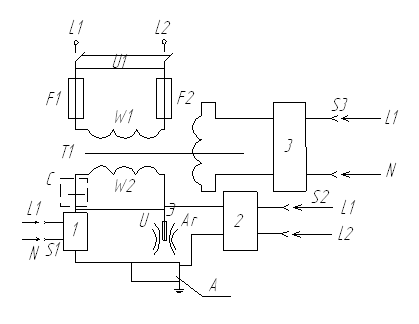
Рисунок 3 - Принципиальная схема установки ВДУ – 601.
Технические характеристики выбранного источника питания представлены в таблице 9.
Таблица 9
Технические характеристики источника питания
Напряжение, В |
Сила сварочного тока, А |
ПР, %
|
Потребность мощности, кВ·А
|
||
U1 |
Ux·x |
Iном |
Диапазон регулирования |
||
220; 380 |
95 |
600 |
50 – 615 |
60 |
57 |
Для того чтобы измерить силу тока и напряжение в сварочной цепи, необходимо подключить в нее амперметр последовательно и вольтметр параллельно (рис.4)
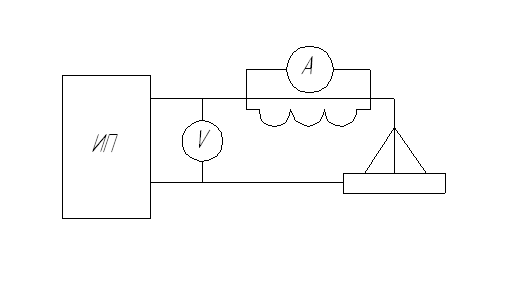
Рисунок 4 - Подключение измерительных приборов к свариваемому изделию.