

Условия нагрева и плавления материала.
1.Подача в плазменную струю проволоки, прутка.
Схема капельного переноса металла(образование, рост капли и т.д.).
Условие отрыва капли: ξ·Ѕ·jд·vд/2 + m=π·dпр·σ, где
ξ-коэф-т, учитывающий обтекание капли потоком газа(обычно=0,44), Ѕ-поперечное сечение капли, jд -плотность газа, vд -скорость плазмаобразующего газа, m-масса частиц(капли), σ-поверхн. натяжение капли, dпр-диаметр проволоки.
Левая часть ур-я- силы, способствующие отрыву капли, правая- силы, препятствующие отрыву.
Размер капли: d=3,35·dс2·((dпр·σ/jд)^½)/vд(1+0,0036·T), d-диаметр сопла, T-темпер-ра частиц~=Тпл. Оптимальные режимы определяют образование частично оплавленных частиц в газе.
Приблизительный баланс мощности плазменного проволочного распылителя (мощность дуг.разряда 10-12 кВт, дистанция напыления 100 мм, плазма аргона):
а)по схеме «открытый анод»
-нагрев плазматрона 5%, -нагрев проволоки 10%, -испарение 1%, -плавление 9%, -нагрев подложки 12%, -частицами покрытия 6%, -струей газа 6%, -нагрев газа 85%, полная тепловая мощность дуги 100%.
б)по схеме «нейтральная проволока» -нагрев плазматрона 30-40%, -нагрев проволоки 2-5%,
-нагрев подложки 6-9%, частицами покрытия 1-3%, -струей газа 5-6%, -нагрев газа 60%, полная тепловая мощность дуги 100%. В случае а) более эффективно расходуется тепло.
2.Подача порошка.
Темпер-ра каждой порошинки (внутри) д.б.=0,9Тпл.
Размер частицы, которую можно расплавить: dmax=√(4·а·τ/0,3), а - температуропроводность, τ-время нахождения в активной нагревающей зоне плазмы.
Условие расплавления частицы:
Тд·λд·ℓрmin/(Vпл·ηд)≥dр2·Tр2·Cр2·γр/(4·Nu2), индекс р- частица, Тд - темпер. газа, λд - теплопроводность газа,Vпл - скорость движения плазмы, ηд-эффективная мощность, идущая на нагрев частицы, ℓрmin - миним. расстояние, которое частица должна пройти до расплавления, dр - диаметр частицы, Tр -Тпл частицы, Cр - теплоёмкость, γр-плотность частицы в тв. состоянии, Nu-критерий Нуссельта.
Трудность плавления: D=Tр2·Cр2·γр.
Минимальная мощность, необходимая для плавления:
Nmin=2,99·V1,5·dp·D0,5/(Rc1,25·ℓр0,6), Rc-радиус сопла.
Р аспределение темпер-ры и энтальпии по сечению плазменной струи.
температура
энтальпия
предполагаемое распределение порошка
высокоэнтальпийная область струи
стенка канала сопла
З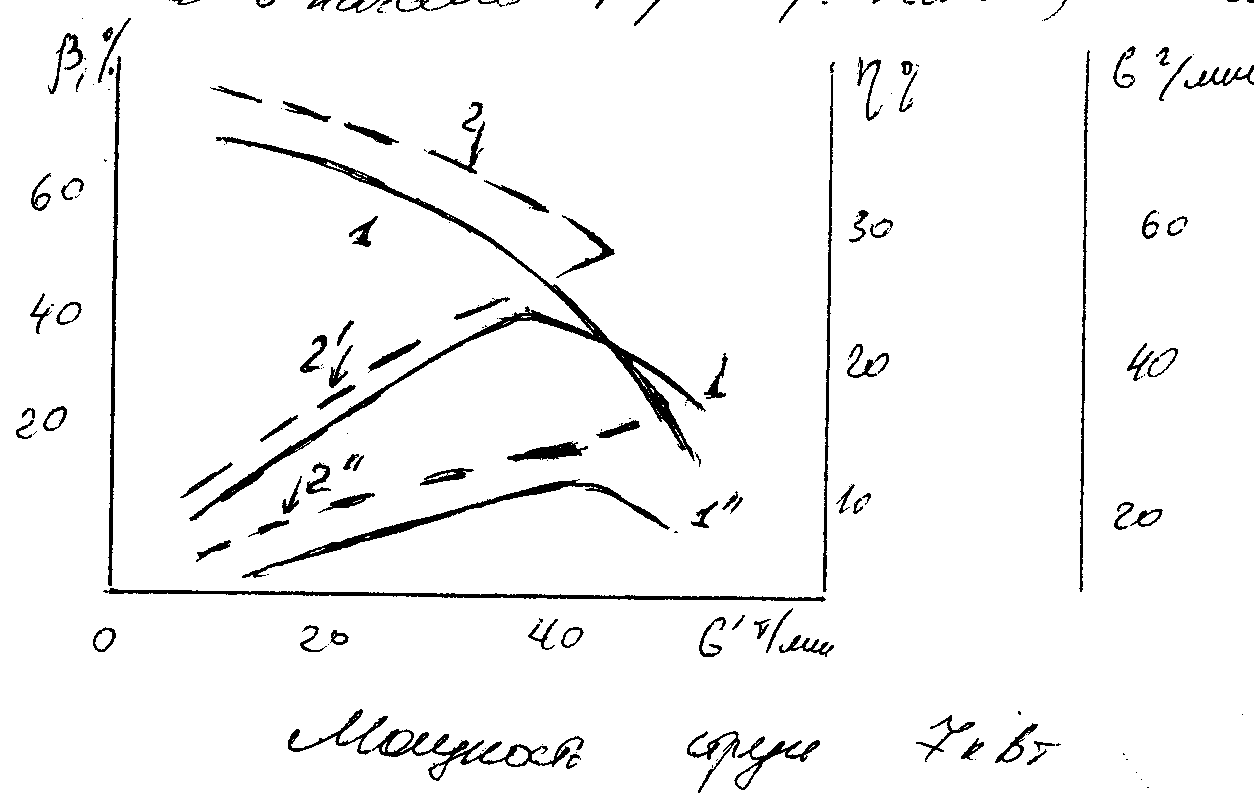 ависимость
коэф-тов использования порошка
β (1 и 2), энергии струи ηп (1/
и 2/)
и производительности напыления Gп
(1// и
2//)
от кол-ва подаваемого порошка G/
при вводе его через одно(1,1/
и 1//)
и три(2,2/,2//)
отверстия в начало формирующего канала
сопла: . Мощность струи 7кВт. Эффективность
уменьшается (1/
и 1//),
т.к.порошок не успевает прогреваться,
не хватает тепловой энергии =>снижается
производительность, графики идут вниз.
ависимость
коэф-тов использования порошка
β (1 и 2), энергии струи ηп (1/
и 2/)
и производительности напыления Gп
(1// и
2//)
от кол-ва подаваемого порошка G/
при вводе его через одно(1,1/
и 1//)
и три(2,2/,2//)
отверстия в начало формирующего канала
сопла: . Мощность струи 7кВт. Эффективность
уменьшается (1/
и 1//),
т.к.порошок не успевает прогреваться,
не хватает тепловой энергии =>снижается
производительность, графики идут вниз.
О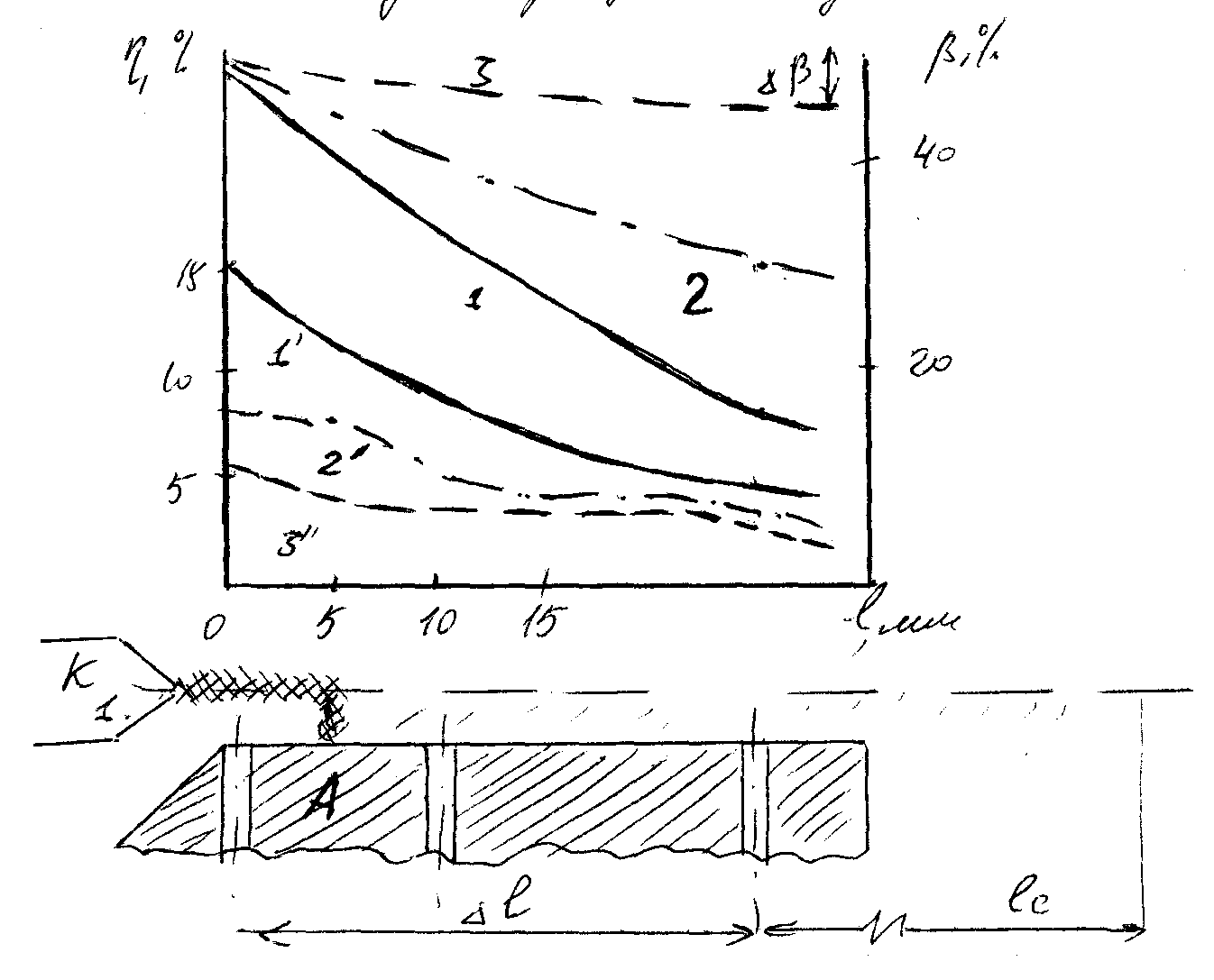 сновные
хар-ки эффективности плазменного
напыления:
β=Gн/G,
ηп=qп/q0,
где
сновные
хар-ки эффективности плазменного
напыления:
β=Gн/G,
ηп=qп/q0,
где
β - коэф. использования мат-ла, Gн- кол-во порошка,которое усвоилось покрытием за ед.времени, G-кол-во порошка,поданного в питатель за ед.времени, ηп-эффективность использования энергии плазмы, qп-мощность,расходуемая на нагрев и плавление материала, q0-мощность,которая была передана плазме.
Изменение коэф-тов β (1,2,3) и ηп (1/,2/,3/) в зависимости от места ввода порошка в плазменную струю и её мощности для различных плазмообразующих газов:
1 и 1/-для струи мощностью 7кВт и газа 90%Ar+10%N2,
2 и 2/- 12кВт, 60% Ar+40%N2,
3 и 3/- 18кВт, 30% Ar+70%N2.
Скорость движения частиц в высокотемпературной струе:
Vч= Vпл ·√(3·γпл·Сх·Х/(2·γч·dч)),
Vпл/Vг=exp(-(Gп/Gг) ·√(3·γпл·Сх·Х/(2·γч·dч))),
V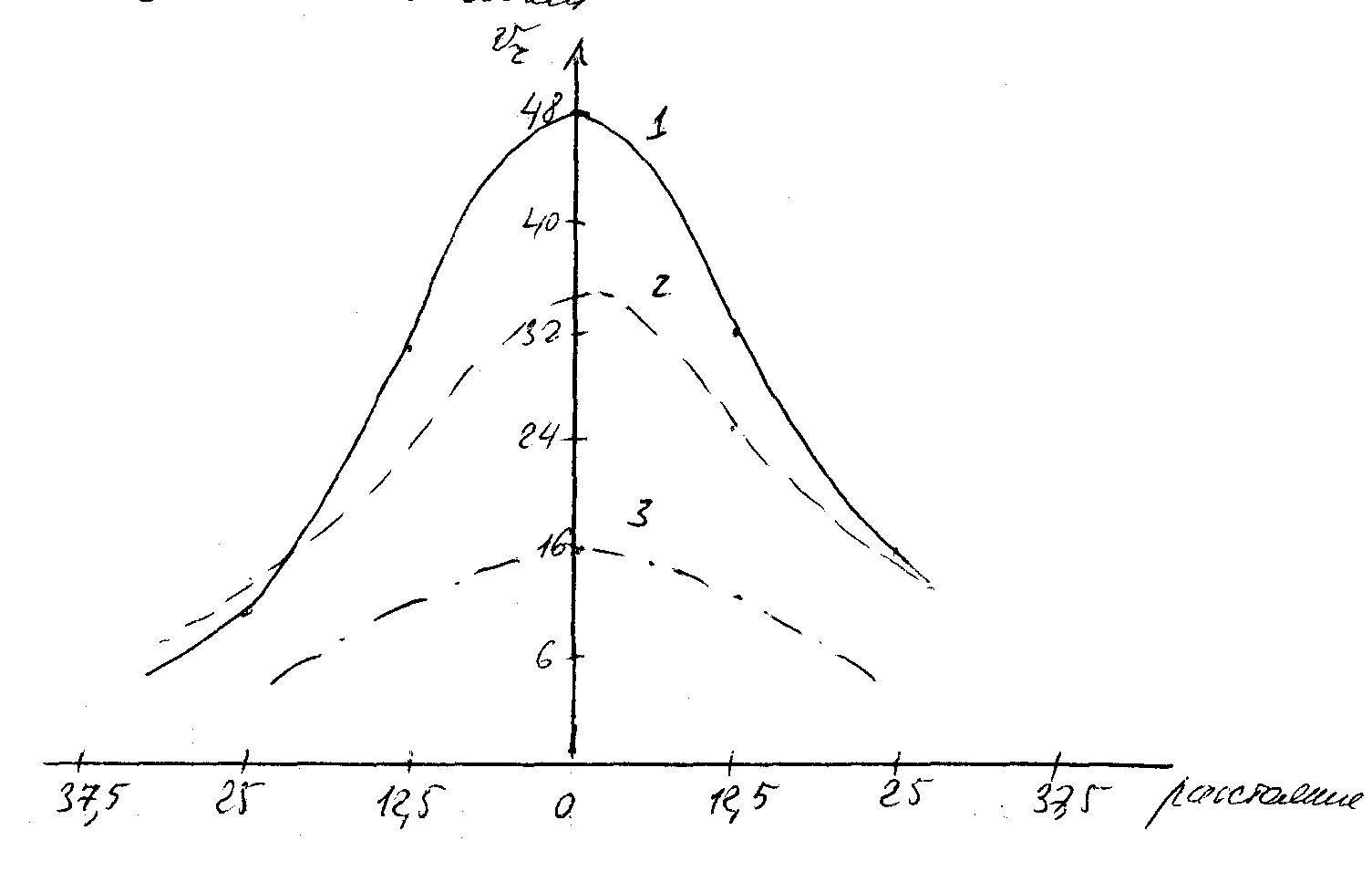 пл-скорость
плазмообразующего газа, γпл-плотность
плазмообр. газа, γч-плотность
частицы в тв. состоянии, dч-диаметр
частицы, Сх-коэф.
лобового сопротивления, Х-путь, пройденный
частицей, Vг-скорость
газа в плоскости ввода порошка в сопло,
Gп-
расход порошка, Gг-расход
газа.
пл-скорость
плазмообразующего газа, γпл-плотность
плазмообр. газа, γч-плотность
частицы в тв. состоянии, dч-диаметр
частицы, Сх-коэф.
лобового сопротивления, Х-путь, пройденный
частицей, Vг-скорость
газа в плоскости ввода порошка в сопло,
Gп-
расход порошка, Gг-расход
газа.
Характер распределения скорости частиц различного диаметра в пятне напыления: 1- 100-150мкм, 2- 150-200мкм, 3- 300-350мкм.
Х арактер
изменения скорости частиц и темпер-ры
плазмы вдоль оси плазматрона:
А-анод, К-катод, 1-скорость частиц порошка
при его вводе на срезе сопла, 2-скорость
частиц порошка при его вводе в начало
канала сопла, 3-темпер-ра плазмы двухатомных
газов, 4-темпер-ра плазмы одноатомных
газов, V0-начальная
скорость частиц в плазме.
арактер
изменения скорости частиц и темпер-ры
плазмы вдоль оси плазматрона:
А-анод, К-катод, 1-скорость частиц порошка
при его вводе на срезе сопла, 2-скорость
частиц порошка при его вводе в начало
канала сопла, 3-темпер-ра плазмы двухатомных
газов, 4-темпер-ра плазмы одноатомных
газов, V0-начальная
скорость частиц в плазме.