

Осаждение дуговым разрядом или конденсация с ионной бомбардировкой киб
Метод заключается в зажигании в вакууме сильноточного дугового разряда, в котором распыляемый мат-л служит одним из электродов.
1)если мишень является катодом, то реализуется так называемое осаждение с холодным катодом, дуга горит в парах катода;мишень(К) охлаждается,реализуется схема с холодным катодом (КИБ); это наиболее распространенный вариант.
2)дуга горит в системе А-К-мишень, но мишень не охлаждается, происходит разогрев катода до высоких темпер-р, дуга горит в парах катода, в рез-те возникает дуговой разряд с термоэлектронной эмиссией.
3)если мишень является анодом, то метод называется осаждение с горячим катодом.
При горении дуг. разряда происходит перемещение катодного пятна по пов-ти мишени. В области катодного пятна происходит процесс испарения и распыления мат-ла. Испарение - за счет локального нагрева в катодном пятне, а распыление – за счёт бомбардировки.
Основная часть продуктов эрозии состоит из паровой фазы. Также в потоке присутствуют твердые (осколочной фазы) и/или жидкие частицы с размером 0,1-100мкм (капельной фазы).
При прохождении атомарного потока мат-ла через плазму дуги происходит его ионизация. Перенос осуществляется с высокой скоростью. Все составляющие потока конденсируются на подложке(атомы, иониз.атомы, частицы ж. и тв. фазы).
Характеристики6 Р=10-5-101 Па, высокие энергии частиц 0,1-10эВ, =>самая max энергия частиц=>метод эффективный! Высокий коэф-т ионизации (доля ионов в потоке)=20-90%, скорость роста покрытий до 1-3 мкм/мин.
Причины возникновения капельной фазы:
-поглощение газов расплавом металла,
-неравномерность структуры.
Характеристики разряда: Uр=20-50В, Uх.х.(источника питания)=60-80В, I=200-300А.
Для зажигания (инициирования) разряда исп-ся специальные устройства, например:
-вспомогательный электрод, который замыкается на катод и инициируется разряд;
- плавкие
вставки(тонкая проволока между А и
К,подается напряжение,проволока сгорает,
инициируется дуга); -дополнительный
источник плазмы(независимый).
плавкие
вставки(тонкая проволока между А и
К,подается напряжение,проволока сгорает,
инициируется дуга); -дополнительный
источник плазмы(независимый).
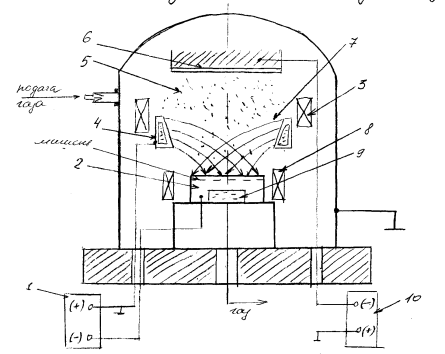
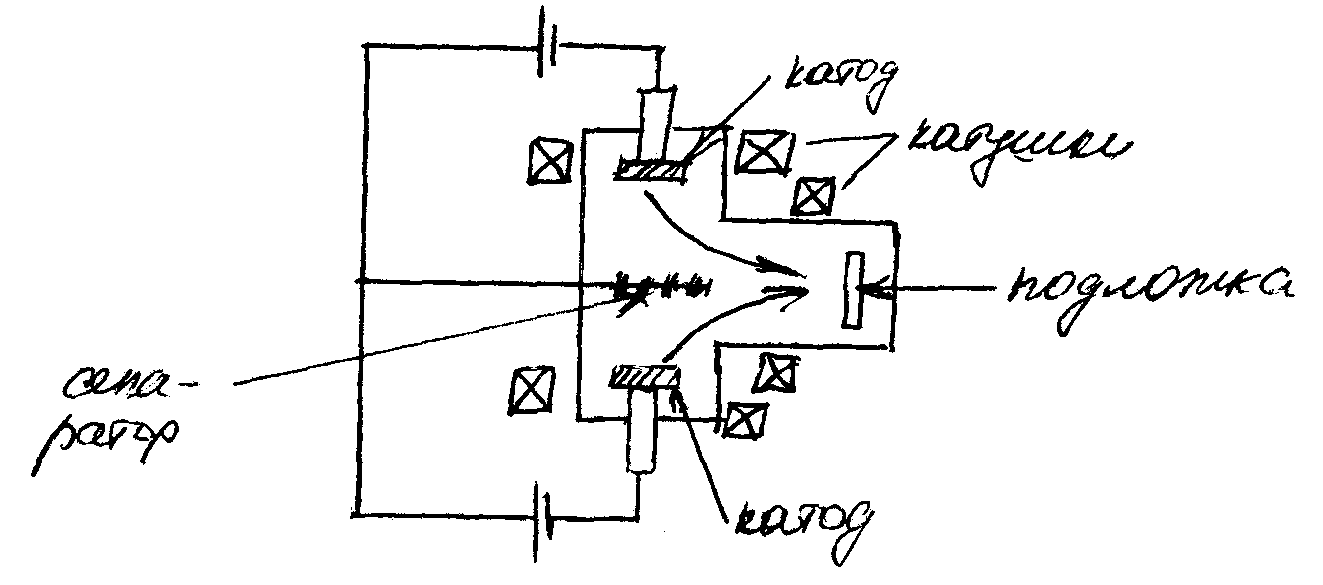
Торцевой плазменный Холловский ускоритель.
1-источник питания постоянного тока,2-катод,3,8-электромагнитные катушки,4-водоохлаждаемый анод,5-поток частиц,6-подложка,7-дуга,9-водоохлаждаемая рубашка, 10-дополнительный источник питания.
Базовая схема (без доп. устройств):
Электромагн. система (8) стабилизирует движение катодного пятна на пов-ти катода. 3 и 10 –дополнительные устройства (не необходимы).
Дуговой разряд существует в парах мат-ла катода. В отдельных катодных пятнах, состоящих в свою очередь из отдельных элементарных ячеек, происходит непрерывный процесс распада ячеек и образование новых. Плотность потока в катодных пятнах=105-107А/см2 .
Распределение числа пятен по пов-ти описывается законом Гаусса. Их перемещение подчинено Броуновскому движению со скоростью от десятых долей до нескольких метров в секунду. Отталкиваясь друг от друга, они движутся к периферийной области катода (этому способствуют электромагн.катушки 8).
При распылении применяют неэродирующие аноды. Их работа должна протекать в ненапряженном тепловом режиме. Следует стремиться к диффузионному распределению разряда по пов-ти анода.
Анодное пятно перемещается по пов-ти со скоростью 104м/с (это выше, чем у К), что предохраняет анод от разрушения (не успевает разогреться).
На ионизацию частиц можно доп-но воздействовать, подавая напряжение смещения (10) или исп-ть доп.торцевые электромагн.катушки(3)=>название торцевой плазм .Холловский ускор-ль.
10-подача отрицательного Uсмещения. «+»катушки 3: 1-ускорение заряженных частиц(под действием силы Ампера),2-доионизация(↑степень ионизации),3-доля капельной фазы в покрытии уменьшается на порядок.
Наносят: TiN,CrN,TiCr,Ti-Al-N и пр.
Осн.виды дуговых испарителей: дисковые, прямоугольные, цилиндрические.
Уменьшить скорость распыления можно за счет уменьшения силы тока, но существуют критические значения силы тока, ниже которых разряд не горит=>исп-ся доп.маски для ↓ скорости распыления(сетка, которая ↓ площадь распыления=>↓ кол-во Ме, которое доходит до покрытия).
Изменяя ток, с ↑ плотности тока ↑ кол-во конденсированной (капельной) фазы в паровом потоке. Качество покрытия зависит от природы мат-ла.
Дуговой источник: проще напылить качественное покрытие из W, чем из латуни, т.к. он меньше капает, а Cu будет давать до 70% капельной фазы ,т.е. большую пористость..
Конструкции дуг.источников.
1)Дисковые (мишени)=50-100мм, толщина=15-20мм
2)Прямоугольные(такие же параметры)
3)Цилиндрические.
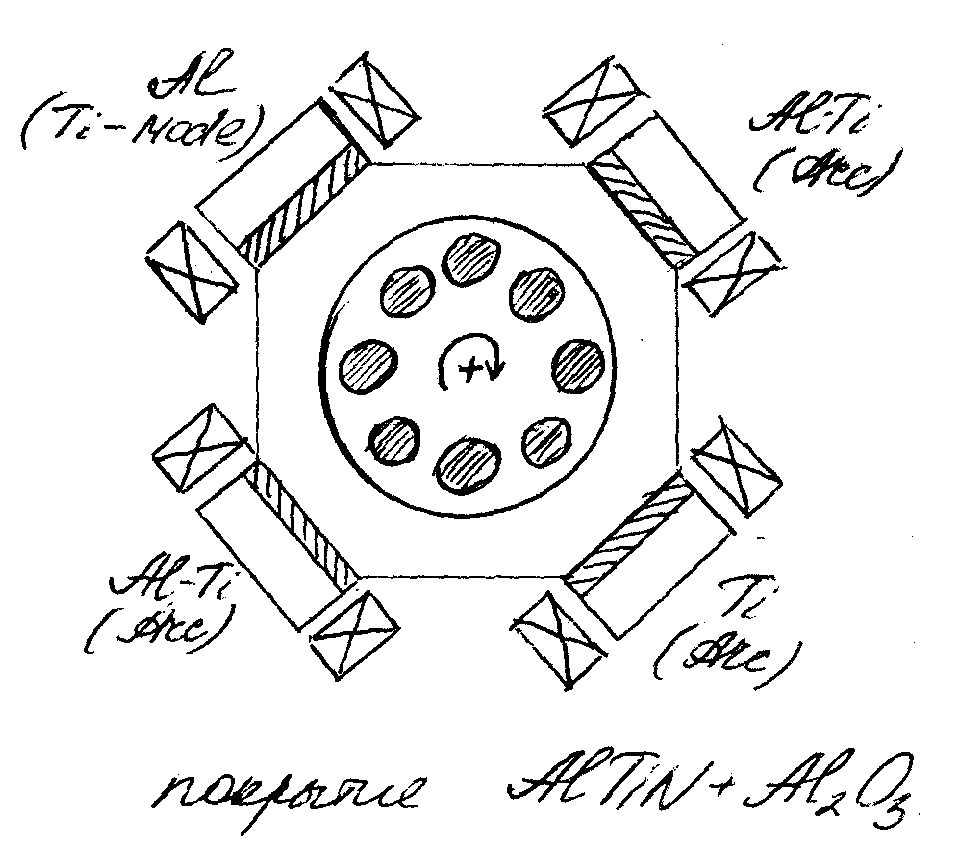
Схема с вращающимися катодами (Швеция – для режущих инструментов с режущими покрытиями)-(исп-ся вмонтированные в дверцу камеры 2-3 катода); может быть 2 катода в дверце, а др. посередине карусели: один-Ti-катод-цилиндр, второй-сплав Ar с Si –катод (силумин, дюралюмин), осуществляется напуск азота. Может быть третий хромовый катод. Можно гибко управлять составами получаемых покрытий.
«![]() +»
1-меньшая доля капель в потоке(обеспечивается
вращение,они закручиваются=>на покрытие
попадает меньший % капельной фазы),2-более
эффективный расход мишени,3-эффективное
использование рабочего пространства,4-покрытие
↑стойкость инструмента(фреза).
+»
1-меньшая доля капель в потоке(обеспечивается
вращение,они закручиваются=>на покрытие
попадает меньший % капельной фазы),2-более
эффективный расход мишени,3-эффективное
использование рабочего пространства,4-покрытие
↑стойкость инструмента(фреза).
S2 в 3 раза больше.
Недостатки метода КИБ: 1. наличие капельной фазы; 2. высокая производительность иногда не допускает управления процессом; 3. невозможность работы с керамическими катодами (разлетится); 4. сложные покрытия плохо осаждаются.
Достоинства: 1.высокая производительность; 2. высокая адгезионная прочность; 3. простота изготовления катодов.
Частицы капельной фазы служат источниками локальных напряжений, местами начала интенсивной коррозии в агрессивных средах, повышает шероховатость, ухудшает трибологические свойства.
Борьба с каплями (кроме вращ. катода):
1.Перегородка. Сильно уменьшается производительность. Частицы движутся к подложке за счет напряжения смещения.
«-» - меньше скорость роста и производительность, м.б. неравномерность покрытия.
2. Заворот потока. (1/4 тора). Криволинейный плазмовод.
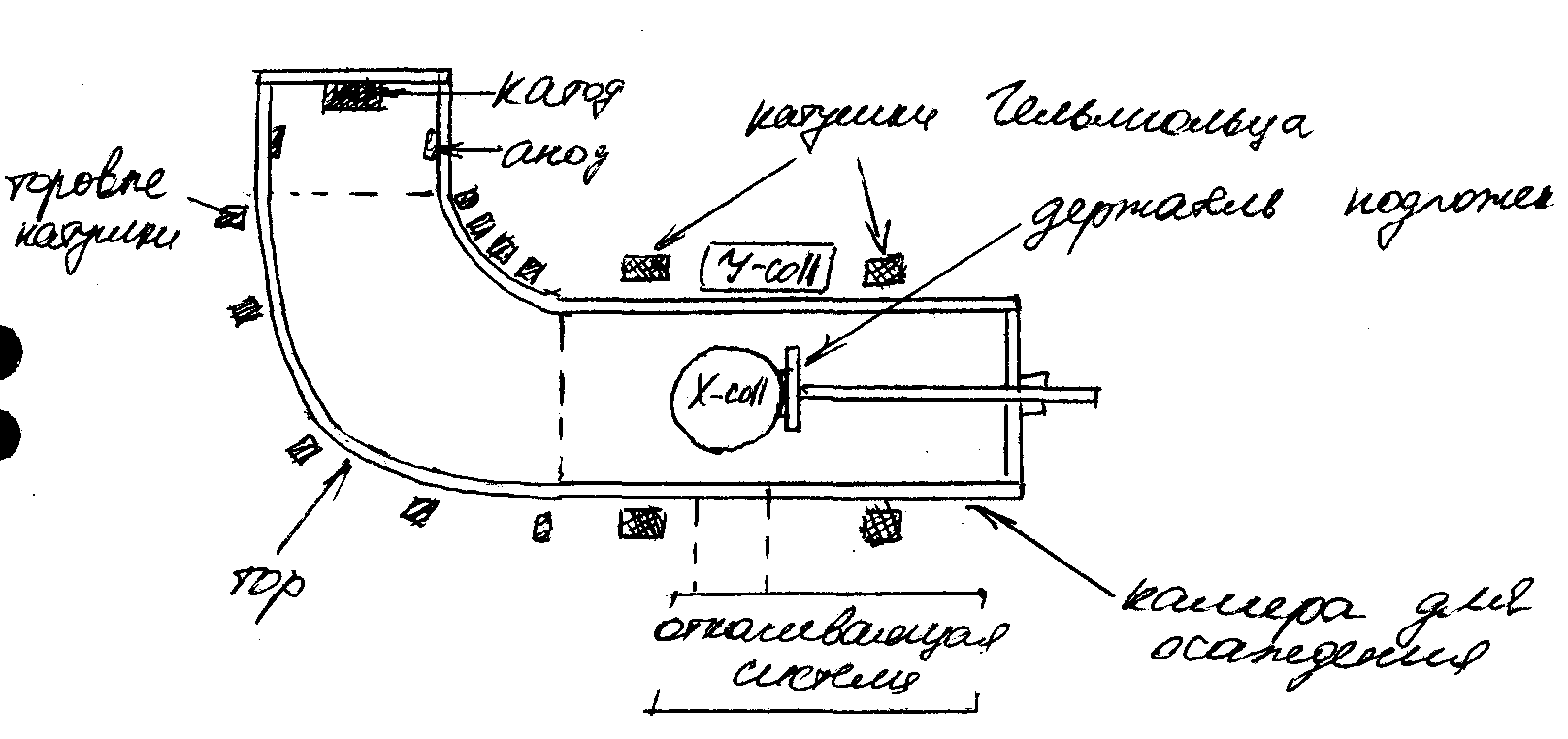
Капельная фаза опадает на стенки э-м. катушки заворачивают заряженные частицы (ионы, электроны, атомы). «-» уменьшается производительность. Желательно добавлять устройства для дополнительной ионизации атомов (можно э/м катушки) – повысится эффективность, т.к. атомы летят на стенку, а ионы – на подложку.
2.2 Плазмовод несплошной (Twist filter)
Вокруг пружины – э/м катушки
«+» сложным кручением повышается эффективность отделения, возможность поворачивать.
М.б. покрытия Ме-С (рис .2).
![]()
![]()
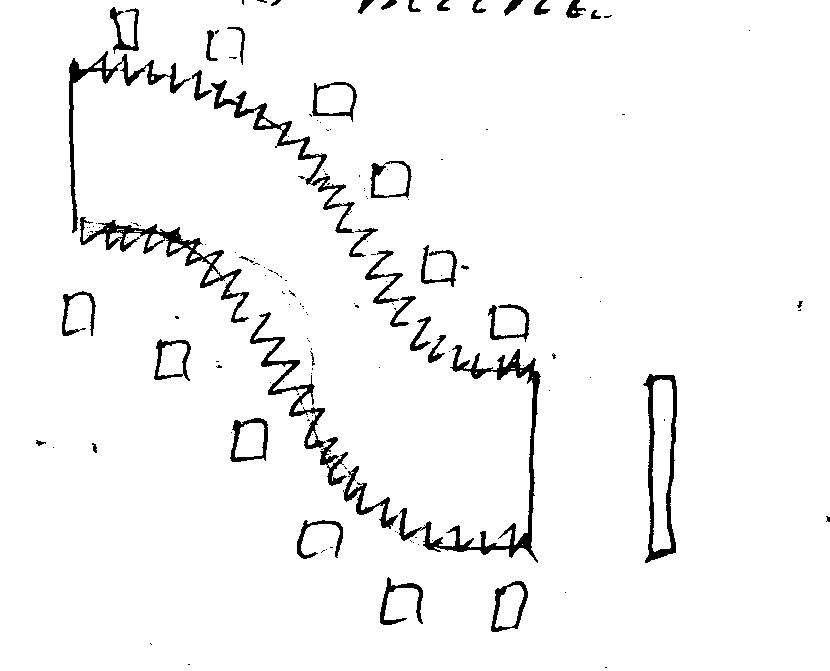
2.3 Криволинейный плазмовод S-типа.
3. Схема с плоским сепаратором.
4. Схема «магнитный остров»
«+» меньше потеря атомов, капли осаждаются на «острове» или стенках.
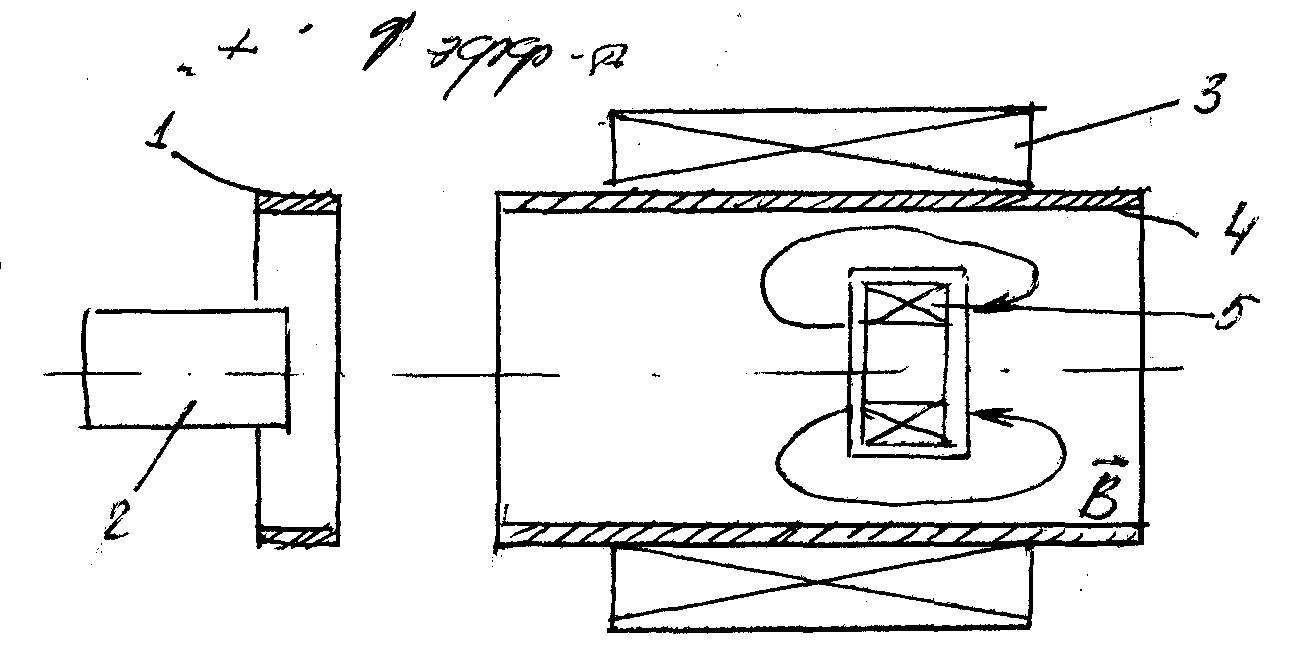
1-анод, 2-катод, 3,4-соленоид и корпус плазмовода, 5-«магнитный остров».
5. Метод разбивания капель. Капли возникают на катоде, можно их не удалять, а разбивать.

Система с четырьмя прямоугольными катодами.
Основы применения метода КИБ на практике
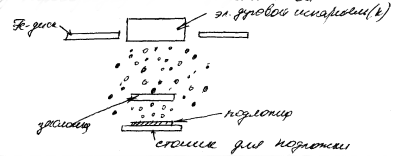
При нанесении покрытия на проводящие поверхности процесс обычно проводят в 2 стадии: первоначально на подложку подается напряжение смещения 1-2 кВ при наличии
Между плазмой и погруженной в нее проводящей поверхностью с разностью потенциалов формируется пограничный слой. В пределах этого слоя ионы дополнительно ускоряются, при этом вследствие интенсивного распыления ионами поверхность очищается. Помимо распыления, ионы внедряются в материал изделия, участвуя в формировании псевдодиффузионного слоя.
Этот слой и обеспечивает очень высокую адгезию. На второй стадии напряжение смещения уменьшается до 100 В. При таком режиме начинает преобладать конденсация ионов наносимого материала на поверхность, а не ионное распыление.
Скорость роста покрытия можно определить по формуле:
![]()
ji-плотность тока ионов осаждаемого материала; x-коэффициент конденсации ионов на поверхности; S-коэффициент распыления; n0-концентрация атомов в поверхностном слое покрытия; ξ- средний заряд ионов в потоке плазмы.
![]() ,
где ni-концентрация
ионов; Vпл-
скорость плазменного потока.
,
где ni-концентрация
ионов; Vпл-
скорость плазменного потока.
Реальная скорость роста покрытия может оказаться больше, т к в формуле не учитывается вклад конденсации атомов. Специфической особенностью процесса является повышенное выделение мощности на изделии.
Удельная мощность, выделяющаяся на проводящей подложке:
![]()
![]()
Ucм - отрицательное напряжение смещения на подложке; Wk-энергия, выделяющаяся при конденсации одного атома; Ui-эффективное значение потенциала ионизации; М-масса атома; Uэ-электрическая составляющая.
В случае непроводящей подложки:
![]()
Us-потенциал изолированной поверхности в плазменной струе.
Температура
поверхности подложки:
![]() ,
где T0-температура
окружающей среды;σ-постоянная
Стефана-Больцмана; Pуд-удельная
мощность.
,
где T0-температура
окружающей среды;σ-постоянная
Стефана-Больцмана; Pуд-удельная
мощность.
Предельно допустимая для конкретной поверхности температура может выступать в качестве фактора, ограничивающего скорость роста покрытия. Связь между скоростью роста покрытия и max допустимой Pуд:
![]() ,
,
где q-плотность наносимого материала, Wiопт -оптимальная для формирования покрытия энергия ионов. Т.е. можно оценить производительность.
Д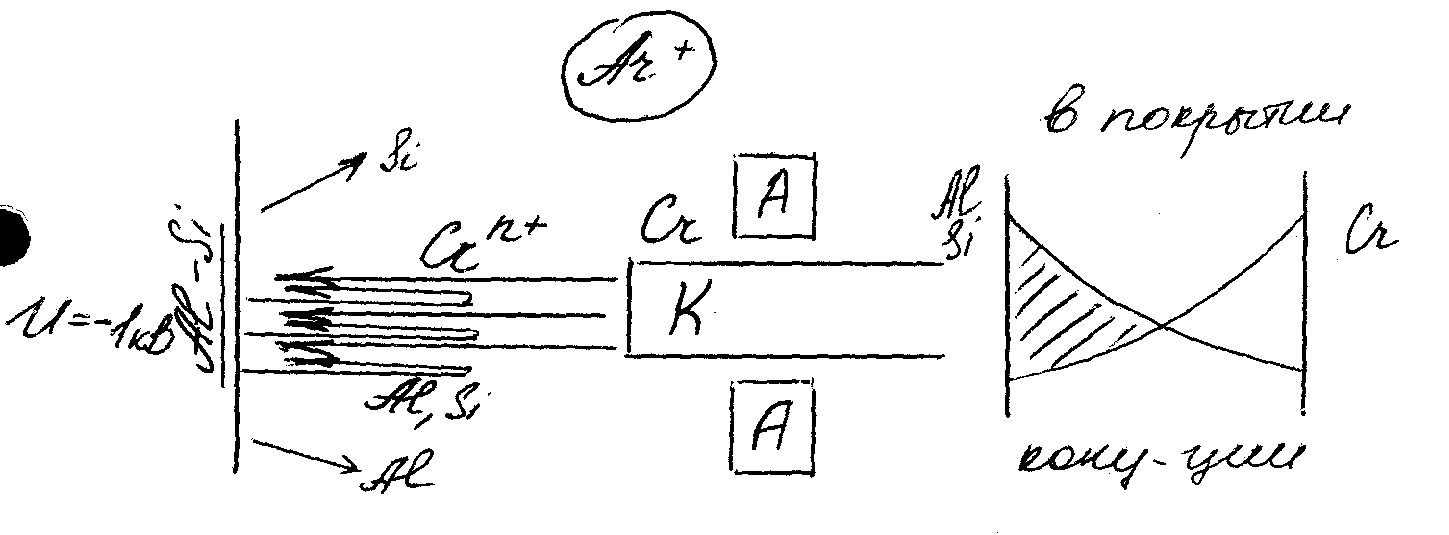 уговой
разряд
уговой
разряд
Ионы могут проникать внутрь + распылять материал. Одновременно поток сбивает ионы материала на подложку, т.е. формируется псевдоожиженный слой – эффект соосаждения. Осаждаемый материал не в виде ионов, а в виде потока.
Ионная имплантация (ИИ) или ионное легирование.
ИИ – внедрение ионов примеси внутрь приповерхностных слоёв твёрдого тела. Впервые – в 1960 г. для Si и /п материалов проводящих эл-тов. Сейчас исп-ся в основном в электронике и в машиностроении.
Установка состоит из:
- ионного источника (обесп. ионизацию атомов)
- масс - сепаратора (позволяет выделить поток ионов заданного сорта и отфильтровать остальные ионы)
- система ускорения (обеспеч. ускорение ионов в электрич. поле)
- система сканирования пучка (производит перемещение пучка по пов-ти подложки)
- источник питания
- вакуумная система и камера
В простейшем случае – ионный источник и приёмная камера.
3 основных типа установок для ИИ:
1. Малых и средних доз – хар-ся пучками интенсивностью до 0,5-0,8 мА.
2. Сильноточные установки больших доз, I=1-20мА (наиб. часто исп-ся).
В установках 1 и 2- энергия 30-200 кэВ
3. Высокоэнергетические – энергия >1 МэВ.
Параметры процесса:
Энергия ионов 10-100 кэВ
Давление 10-4-1Па
Доза облучения 1010-1019 ион/см2
Плотность тока 1-10 мкА/см2
Глубина проникновения ионов 50-200 нм
Мах конц-ция эл-тов (1-10) ат.%
Тподложки=20-8000С в зав-ти от дистанции и энергии ионов.
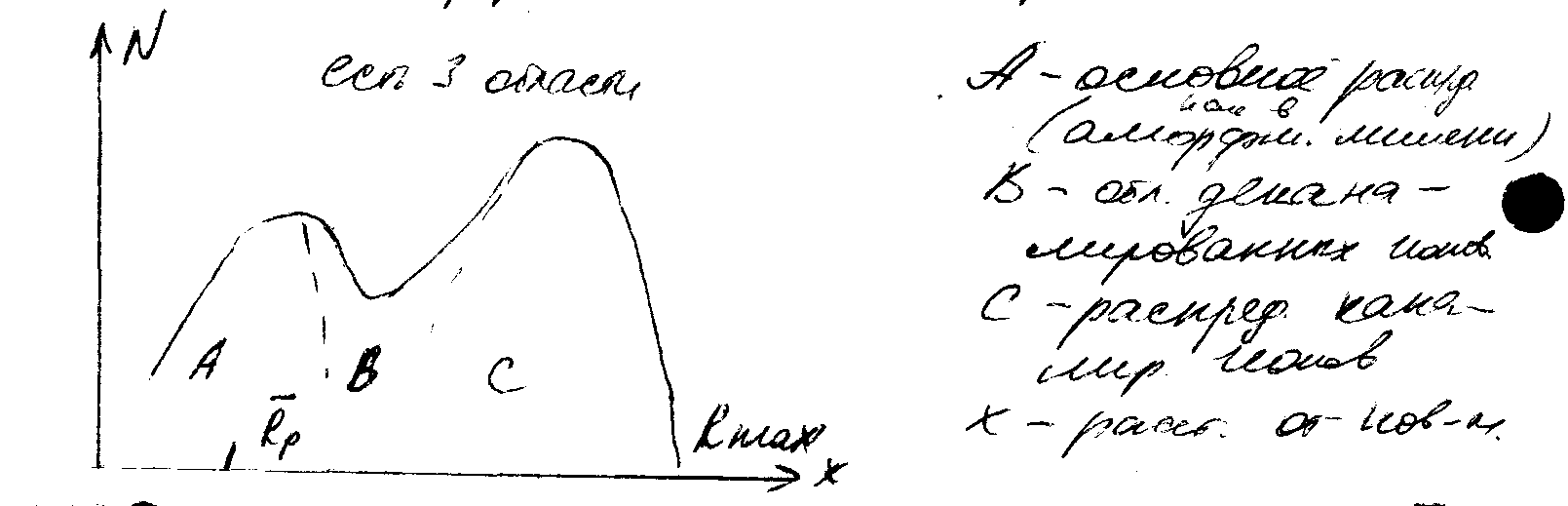
Глубины проникновения ионов и их конц-ция в подложке зависят от их энергии и дозы.
Энергия, приобретаемая под действием разности потенциалов ускоряющего устройства: Е=n∙e∙U, где n=1÷3 – кратность ионизации, e – заряд ионов, U – разность потенциалов
Доза Q=j/(t∙n∙e) [число частиц/ед-цу пов-ти], где j – плотность тока, t – время облучения.
В процессе взаимодействия с приповерхностными слоями подложки ионы тормозятся за счёт столкновения с атомами решётки, взаимод. с электрическими оболочками атомов и распред. по глубине по закону Гаусса.
d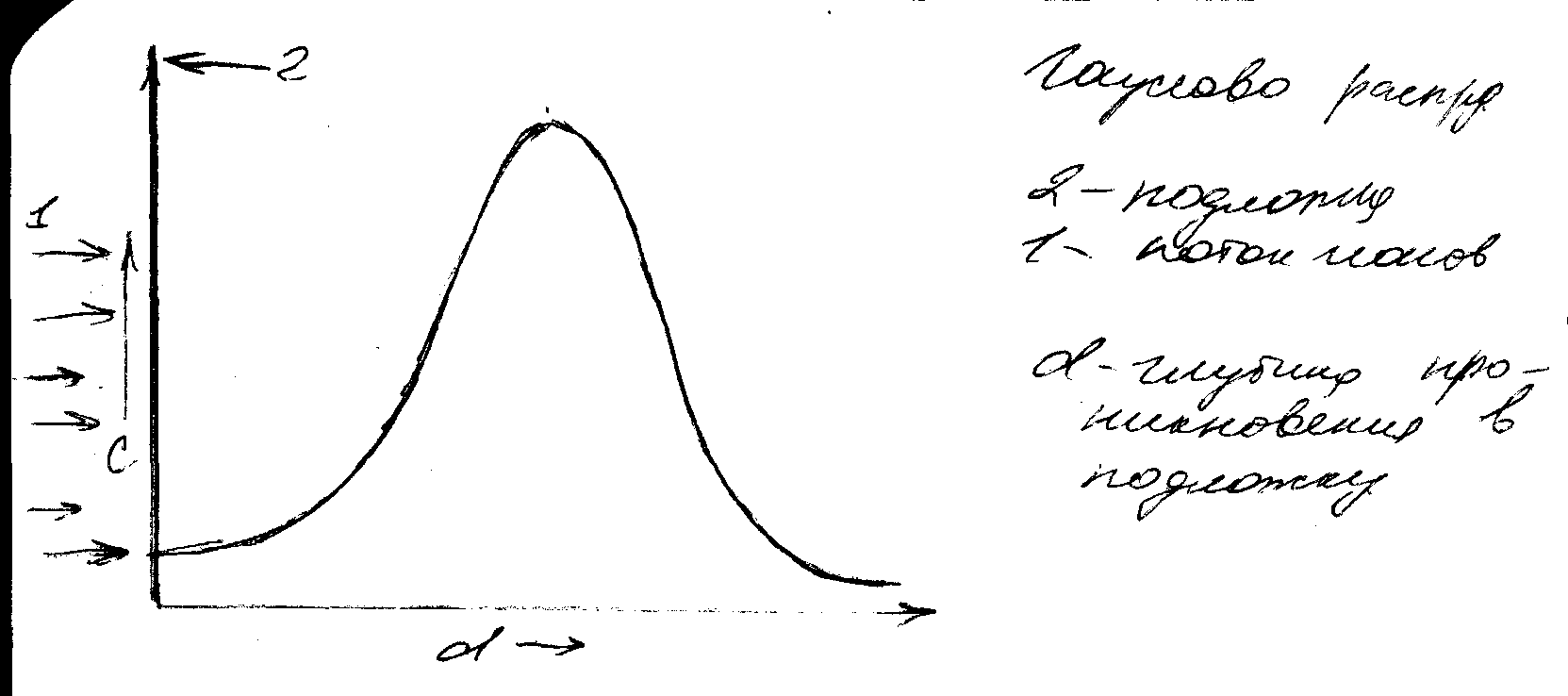 -
глубина проникновения в подложку.
-
глубина проникновения в подложку.
Т.е. у пов-ти конц-ция низкая, затем пик, потом снова снижение. Положение мах зависит от энергии пучка, а его ширина – от механизма потери энергии. Толщину обрабатываемых слоёв можно увеличить при совмещении ИИ с процессом осаждение покрытий.
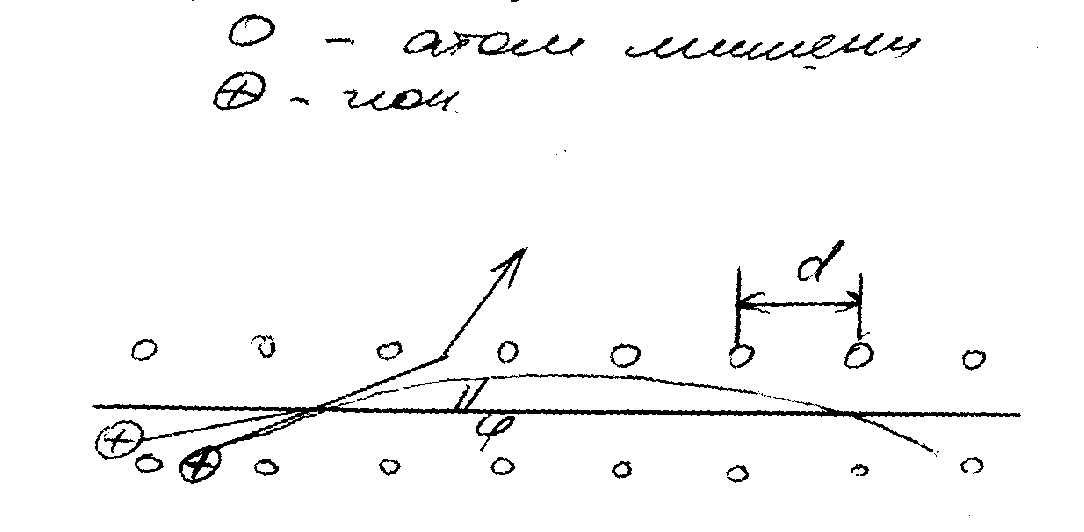
В ряде случаев при имплантации в монокристаллич. объекты при совпадении направлений расположения атомных плоскостей с направлением пучка наблюдается эффект каналирования.
![]()
Схема падения ионов под разными углами к оси канала
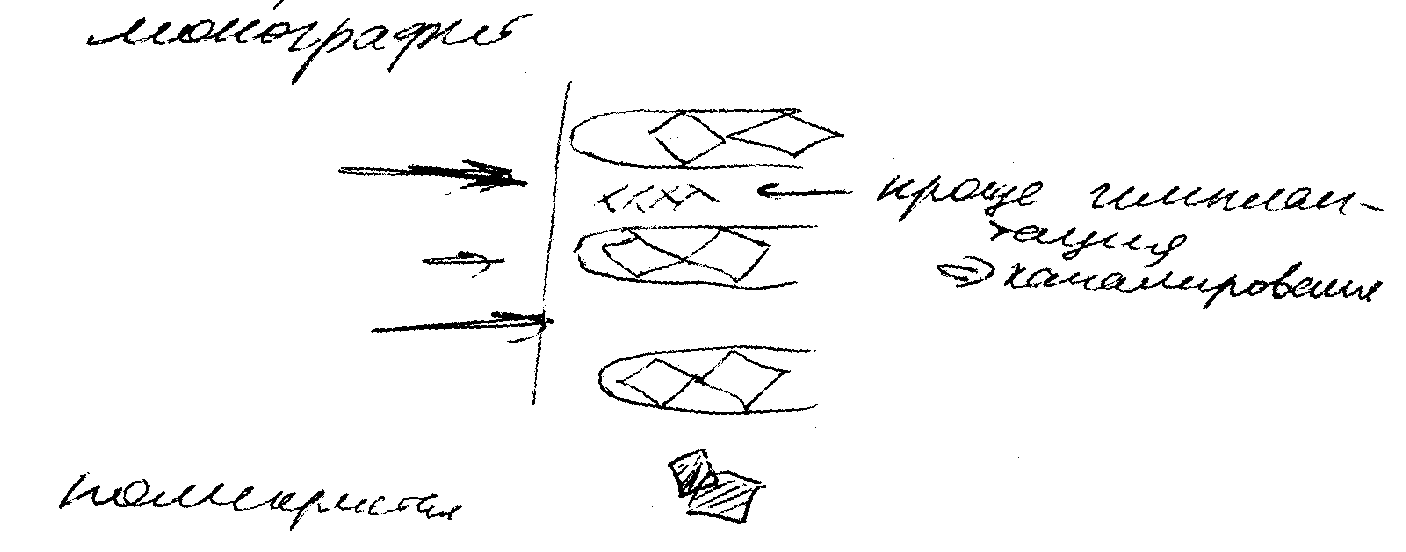
Имплантация при подаче Uсмещ ( плазменная, иммерсионная имплантация).
Магнетронное распыление: можно имплантировать НеМе (газы- N2, O2, H2 и т.д.), т.к. степень ионизации Ме всего около 1%.
Плазменная ИИ:
«-» получается неконтролируемый процесс; не отделяются сорта (будет лететь и Ме и газы) и заряды ионов; при подаче высокого Uсмещ будет сильное рентгеновское излучение, что опасно.
«+»простота установки, не нужно доп. устройств (откачки и т.д.)
Плазменную ИИ можно проводить в PVD и CVD методах, только необх. источник ионов и установка для подачи разности потенциалов (т.е. создать и ускорить ионы).
Самостоятельные источники ионов.
З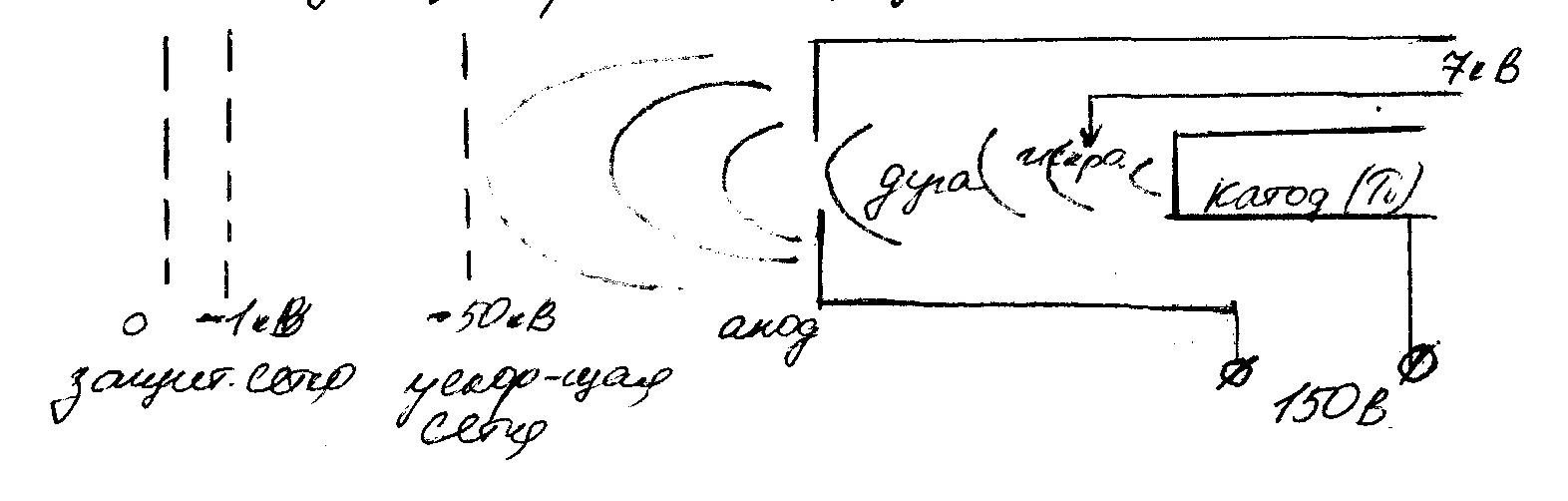 ажигается
дуговой разряд, поток ионов ускоряется
через сетки.
ажигается
дуговой разряд, поток ионов ускоряется
через сетки.
Имплантер MEVVA (источник Брауна) – ионы ускоряются за счёт сеток.
Р![]() аспред.
зарядов м.б. произвольное, т.е. из
обязательного потока можно выделить
ионы с разными зарядами (.т.к масс -
сепаратор стоит после сетки, а в плазменной
ИИ его нельзя поставить).
аспред.
зарядов м.б. произвольное, т.е. из
обязательного потока можно выделить
ионы с разными зарядами (.т.к масс -
сепаратор стоит после сетки, а в плазменной
ИИ его нельзя поставить).
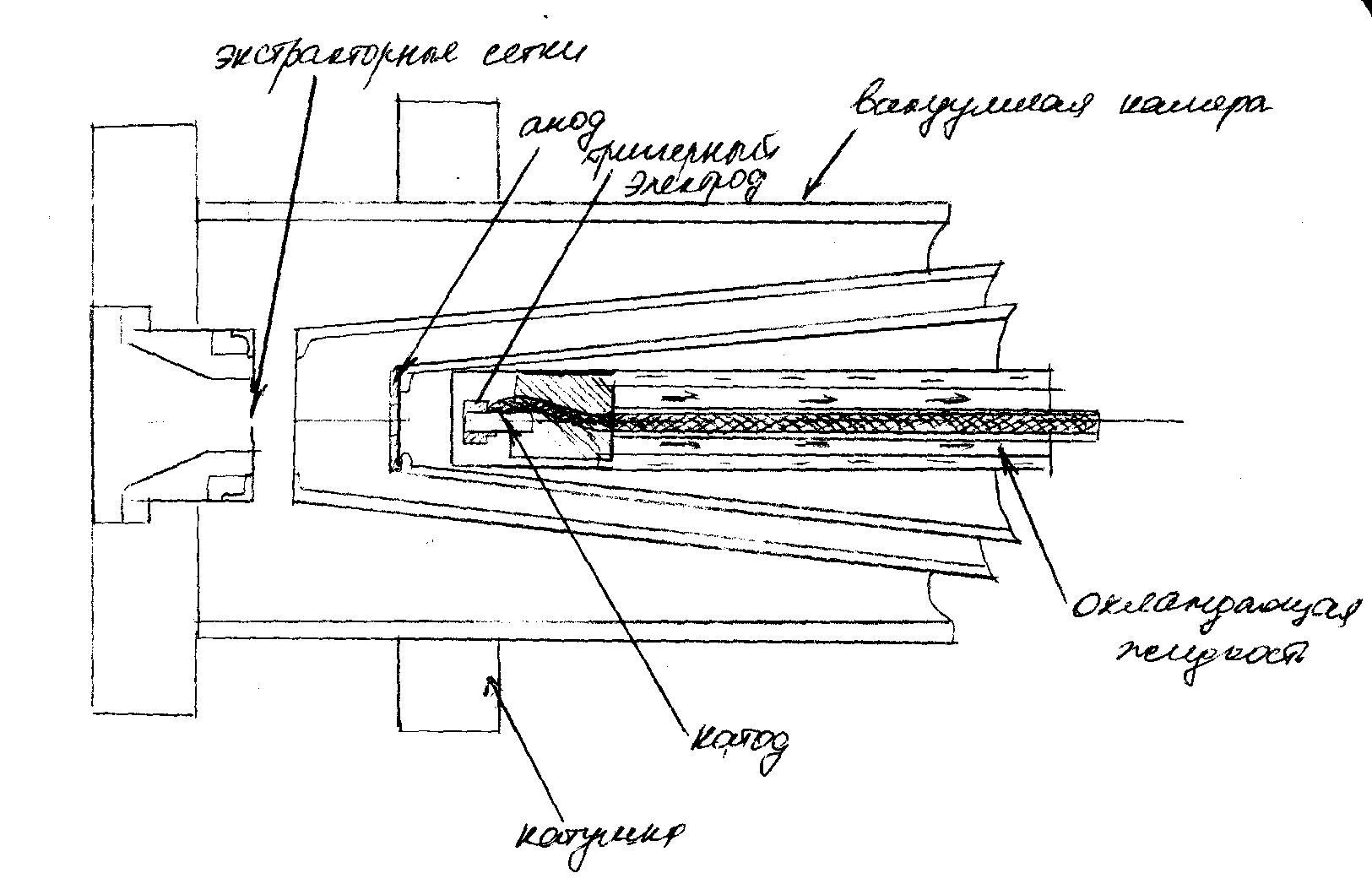
Доп. энергия для заряда дугового разряда 7кВ, .т.е доп. электрод.
Охлаждающая жидкость – масло.
ИИ в большинстве случаев проводится после нанесения покрытий или вообще сразу на подложку (побочный эффект – возможно образование промежуточных соед.).
Имплантация перед нанесением покрытия :например, на Fe надо осадить AlN – можно сначала имплантировать Al в среде N2 для улучшения адгезии перед нанесением покрытия.
Имплантация после нанесения покрытия – для создания особых св-в покрытий (высокой износостойкости, стойкости к окислению, прочности и т.д.).
В п/п часто исп-ся чисто имплантация.
Оптимально – комбинирование имплантации с процессами осаждения, т.е. д.б. источник и ионный имплантер, которые должны работать в узком диапащоне Р, зато можно регулировать процесс. Если просто отдельно имплантация и КИБ, то необх. переносить подложку из одного аппарата в другой и т.д., т.е. будет загрязнение.
На практике комбинируют ИИ с дуговым осаждением IPAD (ИИ+КИБ),т.е. ест дуговой и импульсный дуговой источники. Менее распространено комбинирование ИИ с термич. распылением, магнетронным распылением и с CVD.
С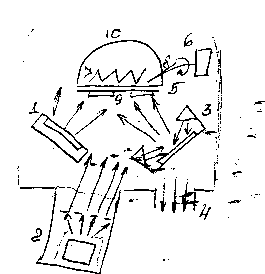 хема
установки (IIAMS).
хема
установки (IIAMS).
1 – магнетрон
2 – ионный имплантер
3 – ионный источник распыления (непроводящий материал)
4 – откачка
5 – столик
6 – привод столика
7 – нагреватель
8 – термопара
9 – подложка
10 - колпак
Можно исп-ть любые материалы (+полимеры), м.б. послойное напыление.
«-» дорогой метод – чаще исп-ют ИИ в первые минуты, а затем отключают (будет слой с grad концентраций м/у подложкой и покрытием)
«-» необх. менять катод (для этого – разбирать имплантер)
М.б. осаждение перед имплантацией, т.е слой прибивается к покрытию для повышения жаростойкости (например, насыщение TiN Cr-ом).
Измеряемый показатель |
Легирующий материл |
Легир. ион |
Интегр. доза |
Кратность измерения показателя |
|
увелич. |
уменьш |
||||
Микротвёрдость |
Аустенитная сталь Мартенситно-ферритная сталь Железо Сталь Титан |
Ni+
He+
N+ (C+,N+,В+) (Ni+, He+) |
(2-5)∙1017
-
- - - |
1,3
2-3
3-5 1,6 3 |
-
-
- - - |
Абразивный износ |
Антикор.ст. Быстрореж. ст. |
N+ N+
|
- -
|
- - |
уменьш - |
Срок службы инструмента |
Сталь 1%Сб 1,6 %Cr Штамповая ст. хромир. Быстрор. ст. Тв.ВК-сплавы Тв. ВК-спл. |
N+
N+
N+ N+ (Al+, Ti+) |
8∙1017
5∙1017
8∙1017 (3-5)∙1017 5∙1017 |
2
1,5-2
2-12 2-20 3-8 |
-
-
- - - |
Износост. |
Антикор. ст. Низкоугл .ст. Титан |
(C+,N+,Ti+) (N+,Mo+) (Au+) |
(5-8)∙1017 - - |
102 10 1,5-2 |
- - - |
Коэфф. трения |
Сталь Титан Алюминий |
(Mo+,S+) N+ N+ |
(2-5)∙1017 - - |
- - - |
1,3 4,7 36 |
Можно повысить св-ва без хим. превращ.
Преимущества ИИ:
1. Не требуются высокие Тподложки.
2. Отсутствует чёткая граница покрытие-подложка.
3. Сглаживание рельефа
4. Размерный эффект (молекулярный масштаб – аналог дисперсионного упрочнения)
5. Двуосные сжимающие напряжения слоя (полезны для микроэлектроники – обраб Si, залечивание дефектов)
6. Можно имплантировать любой материал в любой материал.
Недостаток – дороговизна.
№ |
Наименование технологии |
Стоимость оборудования, тыс $ |
Производит-ть, м2/ч |
Стоимость обраб. $/м2 |
1 2
3 |
Неселективная ИИ ИИ с масс - сепарацией Высокоэнерг. ИИ |
5-15 100-300
300-5000 |
3-10 10-4-2
<0,01 |
1-5 2-105
>104 |
4 |
Методы распыления |
0,5-5 |
1-10 |
0,02-0,5 |
5 |
Термич. распыл. |
0,5-5 |
1-10 |
0,1-1 |
6 |
Хим. осаждение (CVD) |
0,1-0,5 |
>100 |
<0,1 |
7 |
«Пришивание» плёнки ионным пучком |
5-15 |
3-10 |
~1 |
Для понижения стоимости ИИ проводят в начале или в конце.