

5.12. Коррекция при токарной обработке
При токарной обработке коррекцию в программы вводят, как правило, двумя способами. Первый способ — ввод коррекции на инструмент. В этом случае коррекция вводится до начала резания (обычно после установки инструмента на позицию), а отменяется после окончания обработки данным инструментом всех назначенных для него поверхностей. Второй способ — ввод коррекции на поверхность. В этом случае коррекция вводится перед выходом режущего инструмента на конкретную поверхность, а отменяется сразу же после ее обработки.
В современных УЧПУ задают следующие шесть параметров коррекции на инструмент (рис. 5.11, а):
LX — вылет инструмента в направлении оси X (относительно базовой точки F)\
LZ — вылет инструмента в направлении оси Z;
DX — износ в направлении оси X (диаметр);
DZ — износ в направлении оси Z;
Rs — радиус режущей кромки;
А — положение вершины Р инструмента в плоскости (в общем случае определяется кодовыми цифрами от 1 до 9 в зависимости от направления — рис. 5.11, б).
Для каждого инструмента, который имеет свой кодовый номер, задают все шесть (или меньше) параметров. Этой группе параметров присваивают единый номер, обычно соответствующий номеру инструмента. Напомним, что количество групп коррекций (а, следовательно, их номера) зависит от типа УЧПУ и составляет 1 — 32, 1 — 64(128) или более.
В УЧПУ класса CNC параметры коррекций обычно вводятся в память с пульта УЧПУ при наладке станка ручным набором, через Устройство ввода УП с дискеты или по кабельной связи от автоматической инструментально-измерительной машины. Эти данные о загруженных в магазин станка инструментах хранятся весь период их использования.
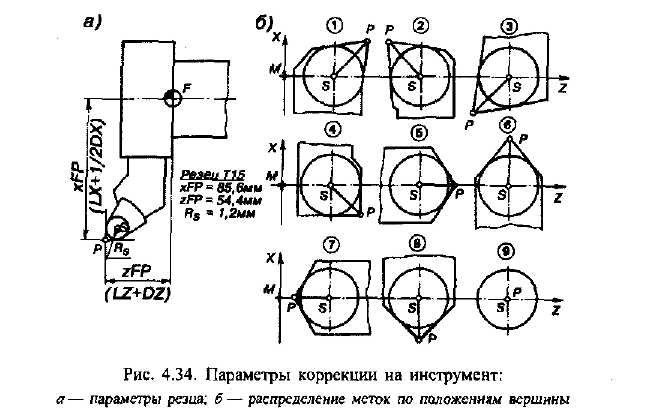
Рис. 5.11. Параметры коррекции на инструмент:
а – параметры резца; б – распределение меток по положению вершины
Введенные в память УЧПУ данные об инструменте хранятся в виде таблицы и позволяют автоматически учитывать (вызовом в УП) при обработке детали вылет инструмента, его износ и коррекцию радиуса. Последнее необходимо, поскольку при безэквидистантном программировании по контуру, что очень удобно, за центр инструмента принимают его условную вершину Р, которая смещена относительно реальных поверхностей режущих кромок инструмента, образованных радиусом Rs. В различных УЧПУ коррекция на инструмент вызывается в УП по-разному. Обычно различают коррекцию на длину инструмента и коррекцию на радиус.
5.13. Параметрическое программирование
В современных УЧПУ для задания дополнительной технологической информации, для учета специфики данного станка и его узлов широко используется методика программирования с помощью специальных параметров. Каждый параметр инструкцией к модели УЧПУ закреплен или за определенной группой переменных величин, или за определенным значением какой-то одной из них. Этим параметром при стыковке УЧПУ с конкретным станком задается конкретное числовое значение. В процессе программирования ряд параметров играют роль глобальных переменных и также могут быть определены конкретными (необходимыми в данной УП) числовыми значениями и т. д. В общем можно выделить следующие четыре группы параметров.
1. Параметры, которые заложены в энергонезависимую область памяти УЧПУ при изготовлении и отладке УЧПУ. Эти параметры не могут быть изменены пользователем и являются частью программно-математического обеспечения (ПМО) данной модели УЧПУ. К параметрам этой группы относятся, например, параметры организации работы УЧПУ, организации системы управления приводами, схем выполнения вычислительных процедур и основных циклов и т. п.
Доступ к этим параметрам с пульта оператора УЧПУ возможен лишь помощью параметра-ключа.
2. Параметры, которые вводятся в УЧПУ при отладке УЧПУ совместно со станком. Их вводят с пульта УЧПУ при монтажно-наладочных работах, что позволяет как бы адаптировать данное УЧПУ к работе в данных условиях. В процессе эксплуатации УЧПУ эти параметры меняются редко. К рассматриваемой группе относятся, прежде всего, параметры, определяющие работу станка (УЧПУ). Этими параметрами задают, например, скорости быстрого хода по осям в автоматическом режиме, ограничения на ускорение двигателей приводов подач, люфты приводов подач, минимальное и максимальное значения частоты оборотов шпинделя и т. д.
3. Параметры, с помощью которых могут быть записаны различные подпрограммы, доступные пользователю (например, для редактирования и изменений имеющихся или для разработки новых). Подпрограмма, записанная с помощью таких параметров, является общей для любых числовых значений в УП.
Рассмотренная схема организации подпрограмм в параметрическом виде в ряде УЧПУ позволяет пользователю достаточно просто составить собственную библиотеку подпрограмм в дополнение к имеющимся типовым. Такие вновь созданные подпрограммы вводятся в память компьютер УЧПУ с пульта оператора УЧПУ или заранее записываются на внешнем носителе, например на магнитном диске (дискете), а потом при необходимости вводятся в память компьютер УЧПУ с диска.
4. Параметры, используемые как переменные в УП для обработки конкретных деталей. Эти параметры вводятся в УЧПУ при наладке станка на обработку конкретных деталей или указываются в УП отдельными кадрами.