

5.6 Типовые схемы обработки винтовых поверхностей
Крепежные и ходовые резьбы, червяки, шнеки и другие винтовые поверхности могут обрабатываться на станках с ЧПУ, имеющих связь между поступательным и вращательным движениями рабочих органов. Эта связь, в отличие от жесткой механической связи на токарно-винторезных станках с ручным управлением, осуществляется синхронизацией движения подачи с вращением шпинделя с помощью установленного на нем датчика углового положения. Принципиально на станках с ЧПУ могут быть реализованы разнообразные схемы перемещения инструмента для нарезания одно- и многозаходных цилиндрических и конических резьб, а также винтов различного профиля с постоянными или изменяющимися по заданному закону шагами винтовых поверхностей.
На токарных станках с ЧПУ резьбы нарезают чаще всего с помощью резцов. Существуют две основные схемы формообразования резьбы резцами: с применением радиального и бокового врезания.
При радиальном врезании инструмент работает в условиях несвободного резания. Стружка формируется одновременно двумя кромками резца, процесс ее образования усложняется, она завивается в спираль, и отвод ее от резца затруднен, так как слои металла, срезаемые обеими кромками, стремятся загибаться по направлению друг от друга. Поэтому такую схему применяют или при нарезании мелких резьб с шагом до 2 мм включительно, или для чистовой обработки профиля резьбы.
Для черновых ходов при нарезании резьб с шагом более 2 мм используют боковое врезание, при котором стружка образуется только одной режущей кромкой резца, что улучшает ее отвод.
Распространено многопроходное нарезание резьбы с большим числом не только черновых, но и чистовых ходов. Число ходов при нарезании метрической треугольной резьбы зависит от ряда факторов, в частности, от материала заготовки, материала инструмента, требований точности и шероховатости.
На токарных станках с ЧПУ можно нарезать как цилиндрические и конические резьбы, так и резьбы, расположенные на торцах, перпендикулярных к оси вращения.
Технологические схемы многопроходной обработки крепежных резьб показаны на рис. 5.8. Их строят исходя из того, что форма резьбового резца соответствует профилю обрабатываемой резьбы. Много-проходная обработка резьб состоит из черновых проходов для выборки резьбовой впадины и чистовых проходов с небольшим припуском или без него. На рис. 5.8, а представлен общий случай радиального перемещения резьбового резца под некоторым углом α к направлению винтовой поверхности. Частными случаями этой схемы являются схемы, которые предусматривают заглубление резца перпендикулярно направлению винтовой поверхности (рис. 5.8, б) и вдоль одной из сторон профиля резьбы (рис. 5.8, в, г). По схемам на рис. 5.8, д, е резец перемещается поочередно вдоль обеих сторон профиля резьбы. В схемах на рис. 5.8, а, б при нарезании резьбы участвуют одновременно обе режущие кромки резца, стружка имеет корытообразную форму, что повышает ее жесткость, в результате чего увеличивается нагрузка на резец. Схемы на рис. 5.8, в, г обеспечивают лучшее стружкообразование, но приводят к неравномерному изнашиванию режущих кромок резца. Схемы обработки, показанные на рис. 5.8, д, е, позволяют наряду с удовлетворительным стружкообразованием достигнуть равномерности изнашивания обеих кромок резца. Резьбонарезание по схеме рис. 5.8, е предусматривает образование зазора е между проходами, исключающего трение ненагруженной кромки резца, что повышает стойкость инструмента.
Разделение припуска на черновые проходы является самостоятельной задачей, решаемой с учетом требований к параметрам режима резьбонарезания. Простейшее решение, наиболее часто применяемое на практике — выбор одинаковой глубины резания t на всех черновых проходах: t = h/k, где h — глубина впадины резьбы; к — число черновых проходов. Такое равномерное разделение припуска приводит к увеличению сечения стружки на каждом последующем проходе и следовательно, к увеличению нагрузки на резец. В этом случае допустимую глубину прохода выбирают из условия прочности резца на последнем черновом проходе, а на всех предшествующих проходах резец будет недогружен.
В современных системах, как правило, процесс нарезания резьбы программируется по подпрограммам без подробного проведения резца по точкам.
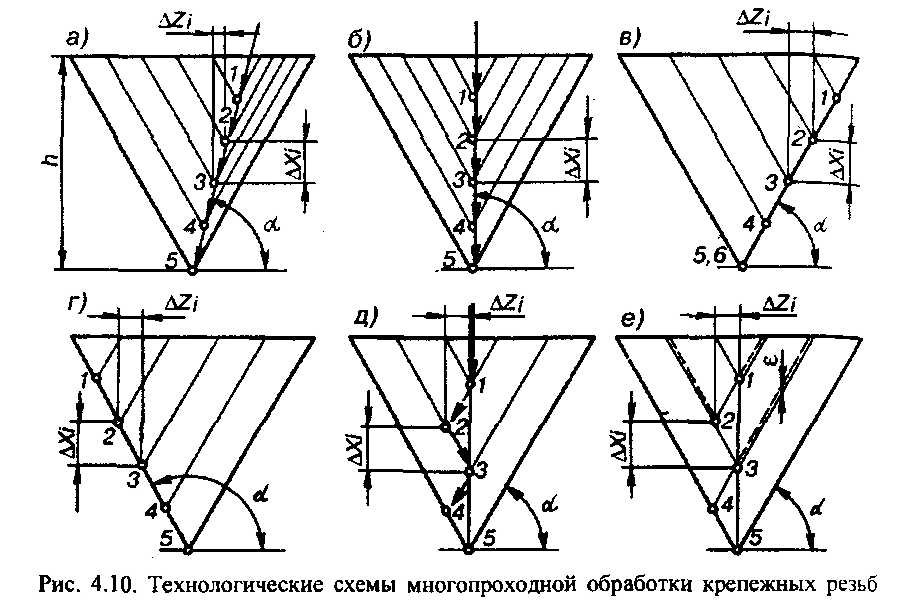
Рис. 5.8. Технологические схемы многопроходной обработки крепежных резьб