

Автоматизация операций механической обработки деталей резанием
Необходимость повышения эффективности производства ставит перед машиностроением задачи широкого внедрения прогрессивных технологий на базе создания и скорейшего освоения новой техники. Комплексная автоматизация и механизация, основанная на применении гибких производственных систем, станков с ЧПУ и роботизированных станочных модулей, является важнейшим направлением в решении рассматриваемых задач интенсификации производства.
Увеличение степени автоматизации и, как следствие, расширение технологических задач, решаемых без непосредственного участия человека, означает повышение роли инженерно-технического обеспечения в создании и управлении современным машиностроительным производством. В соответствии с этим инженеру, работающему в области машиностроительного производства, требуются глубокие знания технологии, станочного оборудования, компьютерной и информационно-измерительной техники.
1.1. Способы автоматизации рабочего цикла на станках в единичном, серийном и массовом производстве
Автоматическое изготовление деталей на станках в серийном или массовом производстве означает автоматическое выполнение основных и вспомогательных переходов, определяющих замкнутый цикл работы станка. Основные технологические переходы определяют непосредственно процесс резания, т.е. процесс формообразования изготовляемых деталей. Вспомогательные переходы включают работы по загрузке и выгрузке заготовок, замене режущего инструмента, выполнение контроля и управления циклом работы станка. На автоматических линиях и станках-автоматах при массовом изготовлении одной детали с постоянным комплектом режущего инструмента работа выполняется по неизменному жесткому циклу. При этом автоматизация основных и вспомогательных переходов осуществляется на базе применения элементов путевой автоматики и командоконтроллеров.
В условиях единичного, мелко- и среднесерийного производства автоматизация рабочего цикла означает применение гибкой автоматизации при выполнении всех основных и вспомогательных переходов по изготовлению различных деталей. Решение этих задач обеспечивается путем применения станков с ЧПУ, многоцелевых станочных модулей, используемых в составе гибких производственных систем (ГПС), и применения специальных систем, обеспечивающих реализацию гибкой безлюдной технологии. В состав таких систем входят: система автоматической установки и съема заготовок и спутников; система автоматической замены режущего инструмента; система автоматического управления режимами резания с учетом состояния элементов технологической системы и характера процесса резания; система автоматического контроля на рабочем месте; транспортно-складская система; система технической диагностики за состоянием оборудования; система автоматического управления оборудованием, реализуемая на основе применения СЧПУ.
Автоматизация транспортирования, установки и съема различных корпусных деталей, изготавливаемых на многоцелевых станках, входящих в состав ГПС, осуществляется благодаря применению единых спутников. Наличие у спутников одинакового комплекта основных баз обеспечивает точную автоматическую ориентацию закрепленных на них заготовок на различных позициях технологического оборудования. На рабочих поверхностях спутников предусматривают сетку пазов или сетку точных базовых и резьбовых отверстий. Это позволяет устанавливать и закреплять на спутнике разнообразные по форме заготовки, имеющие различные комплекты технологических баз.
Для точной установки и закрепления деталей на спутниках используют универсальную технологическую оснастку (подкладные плиты, планки, прихваты, винтовые упоры, угольники и т. д.). Такая оснастка обеспечивает технологическую гибкость, что означает многократность ее использования при установке на едином спутнике различных по конструкции и размерам корпусных деталей. В условиях серийного производства на спутники устанавливают приспособления из элементов УСП, а также специальные приспособления, изготавливаемые для определенных деталей.
Для установки спутников на многоцелевых станках используют в основном две схемы базирования: базирование по плоскости и двум отверстиям или базирование по трем плоскостям в координатный угол. Первую схему базирования применяют для спутников шириной В до 500 мм. Для спутников больших размеров применяют обычно базирование по трем плоскостям; при этом в качестве направляющей базы используют паз, расположенный вдоль оси симметрии спутника. Это позволяет значительно уменьшить влияние параметров погрешности установки, формируемых на направляющей базе.
Д ля
обеспечения автоматической работы
станочного модуля в течение полутора-двух
смен перед станком устанавливают
многоместные загрузочные устройства
(накопители) для спутников (рис. 1.1).
ля
обеспечения автоматической работы
станочного модуля в течение полутора-двух
смен перед станком устанавливают
многоместные загрузочные устройства
(накопители) для спутников (рис. 1.1).


Рис. 1.1. Многоместные загрузочные устройства для спутников многоцелевых станков
Для передачи спутников на станок из позиций неподвижного накопителя применяют схему с использованием двухпозиционного перегружателя (рис. 1.1, а). Загрузочное устройство карусельного типа (рис. 1.1, б) осуществляет передачу и прием спутников через одну позицию, расположенную перед станком. Загрузочное устройство с подвижными позициями (рис. 1.1, в) обеспечивает передачу и прием спутников с двух различных позиций, расположенных вдоль оси.
Установка на спутниках различных деталей предусматривает наличие системы автоматической идентификации (распознавания) спутников. С этой целью на спутники устанавливают кодовые элементы, по которым датчик на исходной позиции, определяет наличие соответствующего спутника с определенной заготовкой и дает команду на вызов требуемой управляющей программы и подготовку необходимого инструмента. В ГПС накопители для спутников связаны между собой гибкой транспортной системой. Автоматическая тележка-оператор, обеспечивает передачу требуемой детали со спутником на другой модуль, на склад, на моечную или на контрольно-измерительную машину.
В условиях крупносерийного и массового производства при изготовлении корпусных деталей на автоматических линиях с постоянным тактом выпуска также применяют спутники. Однако наличие жесткой транспортной системы, обеспечивающей неизменную последовательность прохождения станков, работающих по жесткому циклу, исключает ту технологическую гибкость, которая имеет место в ГПС.
Необходимость обеспечения стабильности и точности установки заготовок на станках обусловливает высокие требования к точности изготовления спутников, и в частности требования по высоте спутников в пределах 0,01—0,02 мм, требования к точности размеров и относительного расположения базирующих поверхностей.
Для возможности выполнения обработки корпуса с пяти сторон за одну установку на многоцелевых станках применяют специальные поворотные головки, устанавливаемые на шпиндель станка (рис. 1.2). Горизонтальное расположение фрезы и наличие поворотного стола 3 позволяют обрабатывать заготовку 4 с четырех сторон (рис. 1.2, а). При повороте головки 1 в плоскости NN на угол λ = 180° фреза располагается вертикально и можно выполнять обработку со стороны горизонтальной плоскости (рис. 1.2, б).



Рис. 1.2. Обработка заготовки на спутнике с пяти сторон:
а, б — с использованием поворотной головки для инструмента, установленного на шпинделе станка; в — с использованием поворотного приспособления для заготовки на спутнике; 1 — поворотная головка для инструментов; 2 — спутник; 3 — поворотный стол станка; 4 — заготовка; 5 — приспособление на спутнике для поворота заготовки; 6 — подкладная плита
Для возможности выполнения фрезерования напроход заготовку устанавливают на спутник с использованием подкладной плиты 6, которая исключает возможность касания инструментом рабочей поверхности спутника.
Обработку заготовки корпусной детали с пяти сторон при одной установке возможно осуществить также при наличии на спутнике специального поворотного приспособления (рис. 1.2, в). Поворот стола со спутником вокруг вертикальной оси на угол φ и поворот заготовки с помощью приспособления на угол β позволяют при неизменном горизонтальном расположении фрезы обработать заготовку с пяти сторон.
Обработка большинства поверхностей с одной установки уменьшает влияние погрешности установки заготовки и спутника на точность обработки и обеспечивает более высокую точность относительного расположения получаемых поверхностей. При этом существенно сокращаются затраты времени на переустановку и ориентацию заготовки на спутнике. Все это особенно эффективно при изготовлении тяжелых и крупных деталей с большим числом обрабатываемых поверхностей.
Автоматическая замена инструмента на многоцелевых станках обеспечивается благодаря применению стандартизованных инструментальных оправок. Они имеют общие основные базы для установки оправок в шпиндель или в револьверную головку станка, а также одинаковые исполнительные поверхности для закрепления различного режущего инструмента. На многоцелевых станках для обработки корпусных деталей инструментальные оправки имеют конические хвостовики, и их базирование осуществляется по схеме, приведенной на рис. 1.3, а. На многоцелевых станках для изготовления деталей типа тел вращения инструментальная оправка базируется по плоской торцовой поверхности и цилиндрическому хвостовику (рис. 1.3, б). Настроечные размеры хр, ур, zp, определяющие положение вершины режущей кромки инструмента в осевом OZ и радиальном ОХ направлениях, отсчитываются от точки 1.


Рис. 1.3. Установка режущего инструмента на многоцелевых станках:
а — базирование оправки с фрезой в шпинделе на станке фрезерно-расточного типа; б — базирование резцового блока в револьверной головке многоцелевого станка токарного типа; 1 — ноль инструмента; 2 — шпиндель; 3 — револьверная головка
Режущий инструмент хранится в инструментальных магазинах. Автоматический выбор требуемого инструмента, устанавливаемого в шпиндель, осуществляется благодаря его кодированию. Возможны два варианта: кодирование инструментальных оправок и кодирование позиций инструментального магазина. При вращении инструментального магазина датчик, расположенный на позиции установки и съема, фиксирует прохождение требуемого инструмента и дает команду на останов магазина.
П
 ередача
инструмента из магазина в рабочую
позицию шпинделя станка осуществляется
манипулятором (рис. 1.4), оснащенным двумя
схватами.
ередача
инструмента из магазина в рабочую
позицию шпинделя станка осуществляется
манипулятором (рис. 1.4), оснащенным двумя
схватами.


Рис. 1.4. Схема передачи инструмента из инструментального магазина в шпиндель станка:
а — исходное положение; б — вывод инструмента из шпинделя; в — установка в шпиндель нового инструмента; г — установка инструмента в магазин
Манипулятор захватывает инструмент, необходимый для последующего технологического перехода, и перемещается в исходную позицию (рис. 1.4, а). При этом второй схват находится в готовности съема инструмента, расположенного в шпинделе. Для вывода инструмента из шпинделя манипулятор перемещается вдоль оси (рис. 1.4, б), затем поворачивается на угол 180° и обратным перемещением вдоль оси устанавливает в шпиндель новый инструмент (рис. 1.4, б). Далее отработавший инструмент устанавливается в инструментальный магазин (рис. 1.4, г).
Таким образом, часть вспомогательных переходов по замене режущего инструмента выполняется параллельно с основным временем резания. Продолжительность автоматической замены режущего инструмента составляет 3—5 с.
В инструментальных магазинах многоцелевых станков барабанного типа может быть расположено 30—80 различных режущих инструментов. Инструментальные магазины цепного типа имеют большую вместимость, число инструментальных гнезд у них составляет 120—180 шт. Применяют также дисковые инструментальные магазины с числом инструментальных гнезд 30—52 шт. Рядом со станком на специальной поворотной стойке размещаются четыре дисковых магазина (рис. 1.5), которые могут быть поочередно автоматически установлены на станок. Такая сегментная инструментальная система обеспечивает большую вместимость инструмента, комплектация которого в дисках зависит от технологии обработки определенной детали.

Рис. 1.5. Многоцелевой станок с системой дисковых инструментальных магазинов
Конструкция отдельных многоцелевых станков с наклонным расположением инструментального магазина позволяет осуществить автоматическую замену инструмента без специальных встроенных манипуляторов (рис. 1.6).

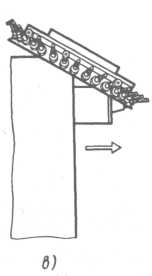


Рис. 1.6. Автоматическая замена инструмента без применения манипулятора
При перемещении шпинделя вверх отработавший инструмент устанавливается в гнездо магазина (рис. 1.6, а). Шпиндель отводится вдоль оси, освобождаясь от инструмента (рис. 1.6, б), после чего барабан поворачивается и на исходную позицию подается новый инструмент. Установка инструмента происходит при обратном перемещении шпинделя (рис. 1.6, в), после чего шпиндельная бабка опускается в рабочее положение (рис. 1. 6, г).
Устройство для автоматической замены режущего инструмента на многоцелевом станке токарного типа показано на рис. 1.7.

Рис. 1.7. Замена резцовых блоков на многоцелевых станках токарного типа
Двухпозиционный манипулятор 1 перемещается по балке, обеспечивая доставку инструмента из инструментального магазина 3 в револьверную головку 2. В инструментальный магазин, выполненный в виде восьмигранной поворотной призмы, устанавливается до 80 различных инструментов. При необходимости увеличения его вместимости параллельно устанавливают несколько таких же призм.
В роботизированных технологических комплексах токарного типа для замены режущего инструмента используют промышленные роботы, с помощью которых осуществляется установка и съем обрабатываемых заготовок. Применение робота для манипулирования с потоком заготовок и инструмента становится возможным благодаря использованию сменных схватов.
На многоцелевых станках карусельного типа в качестве спутников используют сменные круглые столы, которые при выполнении карусельных работ вращаются вокруг центральной оси, а при выполнении различных других технологических переходов остаются неподвижными или совершают координатные установочные перемещения на требуемый угол.
Применяемые при этом сменные инструментальные головки обеспечивают автоматическую установку и передачу крутящего момента для соответствующего режущего инструмента (резцов, устанавливаемых на вращающихся оправках, сверл, зенкеров, разверток, фрез, метчиков). Требуемое относительное расположение оси инструмента (горизонтальное, вертикальное или наклонное) определяется при этом конструкцией инструментальных головок. Такие головки позволяют при необходимости получить также требуемое консольное расположение фрезы или расточного резца для обработки труднодоступных поверхностей заготовки. В инструментальных головках могут быть установлены малогабаритные шлифовальные шпиндели с собственным приводом для выполнения шлифования чашечными или дисковыми кругами малых размеров. Все инструментальные головки имеют одинаковый комплект основных баз и располагаются в инструментальном магазине.