

Протокол испытания должен содержать:
1. Материал образца.
2. Модель испытательной машины.
3. Цена деления шкалы силоизмерителя.
4. Таблица 3.
5. Результаты опытов.
6. Таблица 4.
7. Характеристики механических свойств.
5.9. Отчет по лабораторной работе должен содержать:
- название и цель работы;
- эскизы образцов, диаграммы, формулы для расчетов;
- таблицы результатов опытов и расчетов;
- выводы.
6. Контрольные вопросы
6.1. Перечислить стандартные характеристики механических свойств листового проката.
6.2. Назовите измерительный инструмент и точность при измерении параметров образца.
6.3. Обоснуйте необходимость записи диаграммы испытания.
Библиографический список
Зубцов М.Е. Листовая штамповка.- Л.: Машиностроение, 1980.-432 с.
ГОСТ 1497-84.
ГОСТ 11701-84.
Лабораторная работа №2 испытание штампуемости листового металла при операциях с двухосным растяжением
I. Цель работы
Целью работы является освоение методики испытания листовых материалов на способность к формовке.
При выполнении работы студенты решают следующие задачи:
1. Определить глубину лунки на образцах листовых материалов при испытании по методу Эриксена.
2. Оценить точность измеряемых величин.
3. Оценить штампуемость испытуемых материалов.
2. Основные теоретические положения
Метод Эриксена
Применяемый в промышленности уже давно метод испытания на формовку сферической лунки по Эриксену оценивает способность листового металла к деформированию, происходящему из-за уменьшения толщины заготовки, при схеме, близкой к двухосному растяжению (рис.I). Это имеет место на отдельных участках кузовных автомобильных деталей сложной конфигурации, изготавливаемых вытяжкой, при формовке ребер жесткости, выступов и т.п. Испытание проводят по ГОСТ 10510-80.

Рис. 1. Схема испытания на формовку сферической лунки по Эриксену.
С увеличением упрочнения испытуемого металла показатель штампуемости по Эриксену снижается, так как снижается показатель относительного удлинения.
Мерой штампуемости при испытании по Эриксену является глубина лунки в момент появления трещины, которая сравнивается со значением, приведенным в соответствующем стандарте на сортамент листового материала (табл. I).
Глубина лунки при испытании на выдавливание лунки по методу Эриксена
Таблица 1
Наименование материала |
Толщина материала, мм. |
|||||||||
0.2 |
0.4 |
0.6 |
0.8 |
1.0 |
1,2 |
1,4 |
1,6 |
1,8 |
2.0 |
|
Глубина лунки, мм |
||||||||||
Латунь мягкая |
12,3 |
13,5 |
13,8 |
14,2 |
14,3 |
14,4 |
14,5 |
14,6 |
14,7 |
14,7 |
Латунь полутвердая |
11,3 |
12,2 |
12,7 |
13,0 |
13,3 |
13,5 |
13,7 |
13,8 |
14,1 |
14,3 |
Медь листовая |
9,6 |
10,5 |
11,1 |
11,4 |
11,8 |
12,1 |
12,3 |
12,6 |
12,8 |
13,0 |
Стальная лента для глубокой вытяжки |
8,6 |
9,5 |
10,1 |
10,1 |
11,0 |
11,4 |
11,8 |
12,1 |
12,3 |
12,6 |
Сталь листовая для глубокой вытяжки |
7,3 |
8,3 |
8,9 |
8,9 |
10,1 |
10,6 |
10,9 |
11,3 |
11,7 |
12,2 |
С увеличением упрочнения испытуемого металла показатель штампуемости по Эриксену снижается, так как снижается показатель относительного удлинения.
Характер разрушения и качество поверхности лунки позволяет судить о штампуемости материала: разрыв по дуге окружности указывает на изотропность металла (рис. 2, а), прямолинейный разрыв свидетельствует об анизотропии металла, полосчатости структуры или о наличии дефектов прокатки (рис. 2,б).
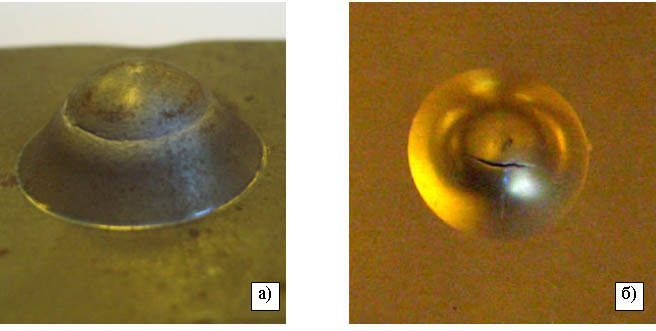
Рис. 2. Форма разрушения при испытании на формовку сферической лунки: а) стального отожженного образца (сталь 10); б) стального образца (сталь 08кп с лаковым покрытием).
Чистая гладкая поверхность лунки характеризует мелкозернистую структуру, шероховатая - свидетельствует о крупнозернистой структуре материала.
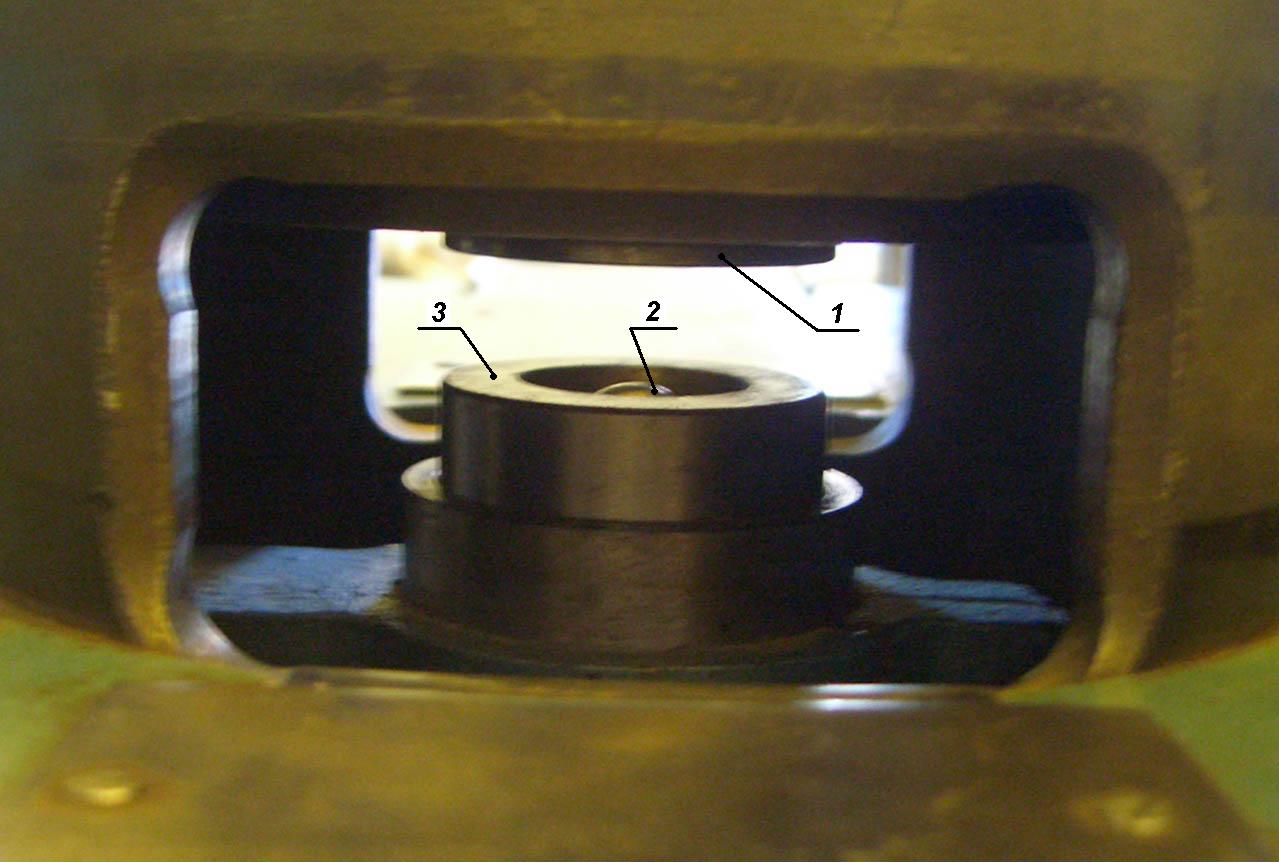
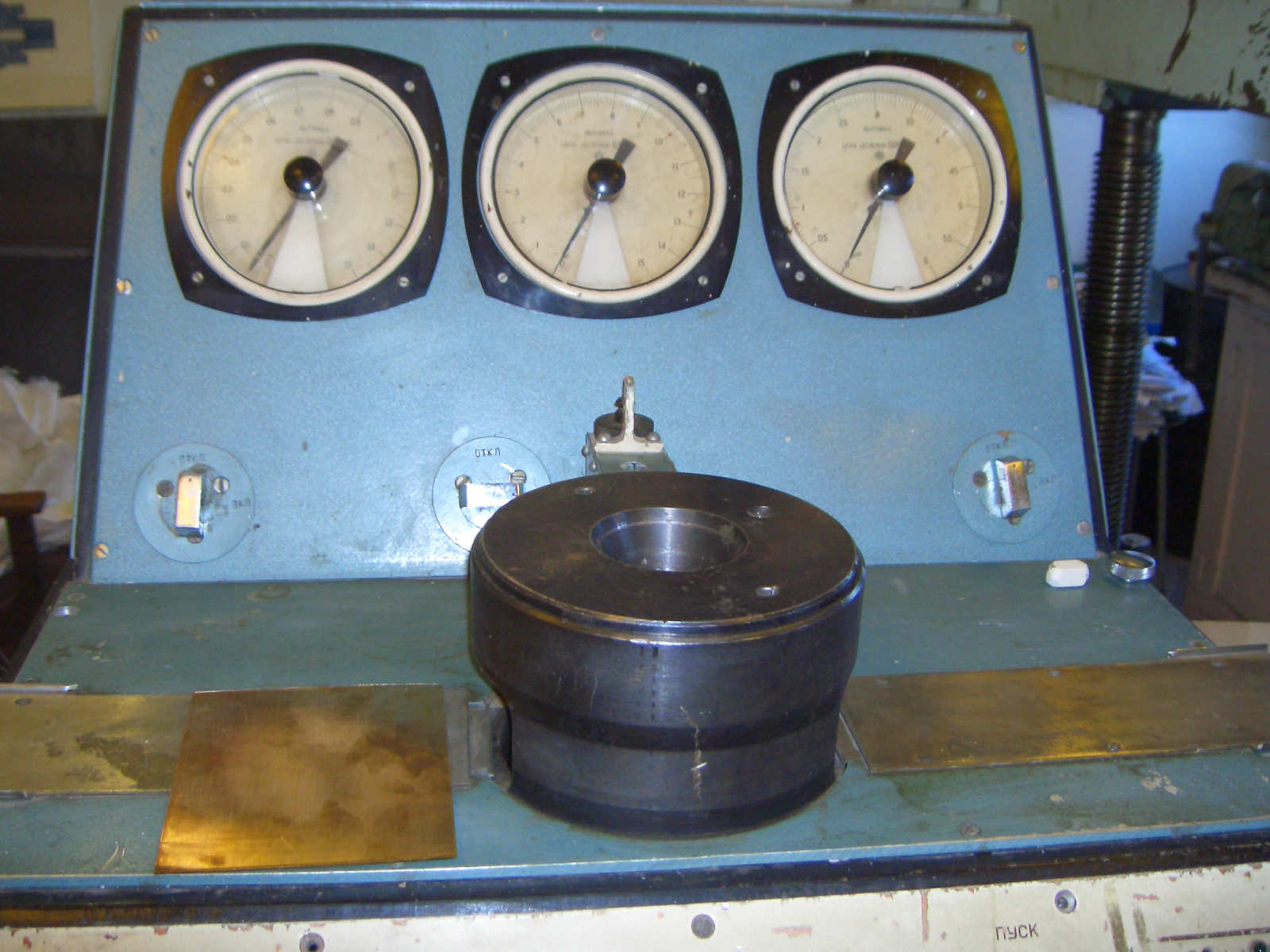
Методика проведения эксперимента заключается в следующем: для определения показателя штампуемости на образцах, соответствующих требованиям стандарта, используется комплект испытательного инструмента ,геометрия и размеры которого представлены на рисунке 3.
а) б)
Рис. 3. Комплект инструмента для испытания на выдавливание лунки по методу Эриксена - а), 1 – матрица; 2 – пуансон; 3 – прижим; машина-прибор модели МТЛ-10Г для испытания формовки сферической лунки по методу Эриксена - б)
В соответствии с рекомендацией ГОСТ производилось не менее 3 испытаний (лунок) для одного материала. Результат испытаний оценивался статистически по среднеквадратическому отклонению
![]()
 ,
,
где
![]() - единичное измерение,
- единичное измерение,
![]() - среднее арифметическое значение
величины для n
измерений (
- среднее арифметическое значение
величины для n
измерений (
![]() ).
Кроме глубины лунки, интерес представляла
и максимальная сила (Рmax)
испытания. По ней было получено
приближенное значение предела
прочности испытуемого материала;
).
Кроме глубины лунки, интерес представляла
и максимальная сила (Рmax)
испытания. По ней было получено
приближенное значение предела
прочности испытуемого материала;
![]()
где
f
- площадь поперечного сечения лунки в
месте образования трещины (f=![]() dS0);
d
- диаметр в месте образования трещины;
S0
- исходная толщина образца.
dS0);
d
- диаметр в месте образования трещины;
S0
- исходная толщина образца.
По внешнему виду выпуклой поверхности образца после испытания качественно оценивается величина зерна (рис. 4).

Рис. 4. Качество сферической лунки, свидетельствующее о мелкозернистой структуре испытуемого биметалла
В соответствии с ГОСТ рекомендуется производить не менее 3 испытаний (лунок) одного материала. Результат испытаний должен оцениваться статистически по среднеквадратическому отклонению

где
Xi
- единичное измерение,
![]() - среднее арифметическое значение
величины для n
измерений (
- среднее арифметическое значение
величины для n
измерений (
![]() ).
Кроме глубины лунки, интерес представляет
и максимальную силу ( Рmax)
испытания. По нему можно получить
приближенное значение предела
прочности испытуемого материала;
).
Кроме глубины лунки, интерес представляет
и максимальную силу ( Рmax)
испытания. По нему можно получить
приближенное значение предела
прочности испытуемого материала;
![]()
где f - площадь поперечного сечения лунки в месте образования трещины (f= dS0); d - диаметр в месте образования трещины; S0 - исходная толщина образца.