

4 Лиття під тиском
Лиття під тиском - високопродуктивний спосіб виготовлення виливків з високою точністю і мінімальною шорсткістю поверхні.
Цим методом можна виготовляти дуже складні виливки, наприклад, восьмициліндровий блок двигуна автомобіля масою понад 25 кг, в якому більше 60 пролитих отворів і товщина стінок близько 18 мм, корпуси карбюраторів двигунів внутрішнього згоряння, корпуси електродвигунів, східці ескалаторів метрополітену, деталі різноманітних приладів, фотоапаратів тощо.
Отже, спосіб лиття під тиском можна успішно використовувати в будь-якій галузі промисловості для виробництва литих заготовок із сплавів на основі кольорових металів.
Єдиною перешкодою до широкого впровадження у виробництво цього способу є висока вартість прес-форм, які мають складну конфігурацію і які відносять до категорії дуже дорогої оснастки. Проте в переважній більшості випадків використання цього способу себе виправдовує, особливо в умовах масового і великосерійного виробництв складних за геометрією тонкостінних виливків.
Виробництво виливків з алюмінієвих сплавів цим способом посідає перше місце. Зменшенням товщини стінок таких виливків компенсується основний недолік цих сплавів - недостатня щільність металу. Високоякісні великогабаритні виливки з алюмінієвих сплавів виготовляють з товщиною стінок до 1,25 мм.
У промисловості литтям під тиском виготовляють також виливки з цинкових, магнієвих сплавів та сплавів на основі міді. Можливе також виробництво литих деталей зі сплавів на основі заліза за умови використання прес-форм, виготовлених із молібден-вольфрамових сплавів. Світова практика використання способу лиття під тиском дає можливість
 запропонувати
для проектування цехи таких оптимальних
потужностей:
запропонувати
для проектування цехи таких оптимальних
потужностей:
для виробництва виливків масою до 1 кг із цинкових сплавів і бронзи - 2 000.. .3 000 т придатних виливків за рік;
для виготовлення виливків масою до 5 кг із цинкових сплавів - 5 000...6 000 т;
для виробництва виливків масою до 5 кг зі сплавів на основі алюмінію - 1 000...2 000 або 5 000...6 000 т придатних виливків за рік, а масою понад 5 і до 20 кг- 10 000...12 000 т.
4.1 Визначення обсягів виробництва
Вихідними даними для проектування цехів лиття під тиском є виробнича програма, кресленики і технічні умови на литі деталі.
На підставі цих даних складають відомість обсягів виробництва за формою 41.
Вихідні дані до розрахунку знаходяться в табл. 4.1.
 Таблиця
4.1 – Номенклатура виливків ливарного
комплексу заводу великовантажних
автомобілів лиття лиття під тиском
Таблиця
4.1 – Номенклатура виливків ливарного
комплексу заводу великовантажних
автомобілів лиття лиття під тиском
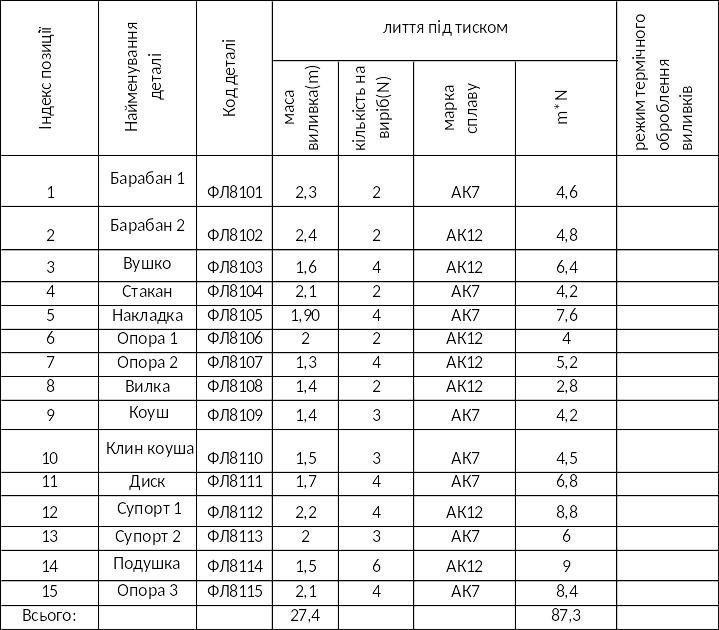
Кріч=850000/87,3=9736
Виходячи з рекомендацій розділяємо нашу номенклатуру виливків на дві групи за маркою сплаву[1]:
перша – сплав АК7;
друга – сплав АК7.
Кількість продукції, яку необхідно виготовити для виконання виробничої
програми і на яку розраховують устатковання, визначають з урахуванням коефіцієнтів технологічних утрат для основних виробничих дільниць або групи операцій.
Коефіцієнт технологічних утрат визначають як співвідношення:
КТ.У=ВУ/В, (4.1)
 де
ВУ
–
кількість продукції, яку необхідно
виготовити (з урахуванням браку і утрат)
для виконання програми;
де
ВУ
–
кількість продукції, яку необхідно
виготовити (з урахуванням браку і утрат)
для виконання програми;
В – кількість продукції за програмою.
За таблицею 7.33 [1] Абр - коефіцієнт, який ураховує брак виливків і дорівнює 1,03... 1,05;
дя - маса ливникової системи у формі;
Кум - коефіцієнт, який ураховує втрати металу на угар, скрап тощо і дорівнює для кольорових металів 1,08.
Кількість продукції, яку необхідно виготовити на кожній дільниці для забезпечення виконання виробничої програми цеху, визначаємо за формулою:
Q=NKТ.У (4.2)
де N – кількість продукції за програмою;
КТ.У – коефіцієнт утрат відповідного технологічного відділення.
Отримані розрахунки заносимо до табл. 4.2
 Таблиця
4.2 – Відомість обсягів виробництва для
цехів лиття під тиском
Таблиця
4.2 – Відомість обсягів виробництва для
цехів лиття під тиском
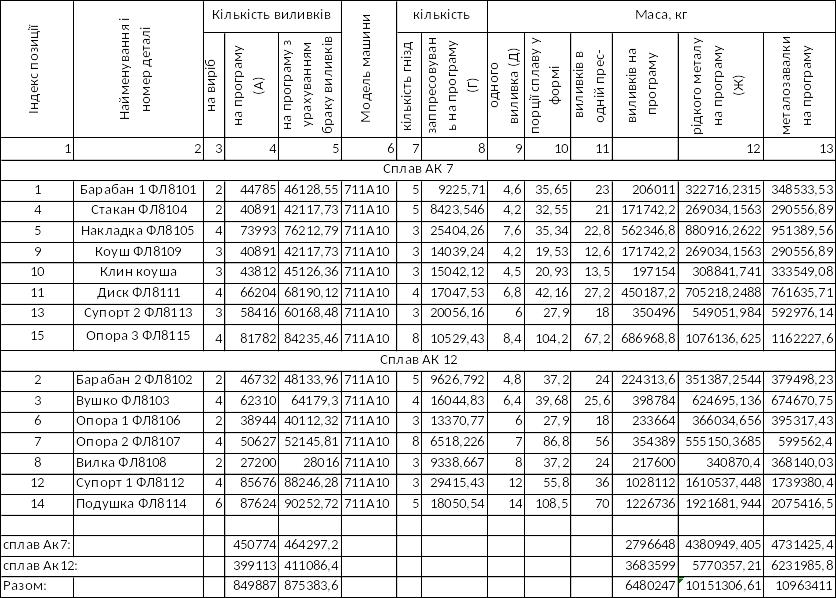
Кількість виливків на річну програму :
А=Q/mвил (4.3)
Де Q – потужність ливарного комплексу, кг.
mвил – маса виливків з урахуванням кількості кожного найменування, кг.
Кількість виливків на річну програму з урахуванням браку виливків:
Б=А∙Кбр (4.4)
Де А – кількість виливків на річну програму, шт.
Кбр – коефіцієнт, який враховує брак виливків, і дорівнює 1,03...1,05.
Кбр приймаємо 1,03.
Далі вибираємо кількість гнізд у прес-формі (В) виходячи зі складності виготовлення прес-форми і конфігурації виливків які потрібно отримати.
Кількість запресувань на програму:
Г=Б/В (4.5)
Де Б – кількість виливків на річну програму з урахуванням браку виливків, шт.
В – кількість гнізд у прес-формі, шт.
Маса порції сплаву у формі (К) визначається наступним чином:
К=ДВ+qл (4.6)
Де Д – маса одного виливка , кг.
В - кількість гнізд у прес-формі, шт.
qл – маса ливників.
Маса виливків на програму(Е):
Е=ДВ (4.7)
Де Д – маса одного виливка , кг.
В - кількість гнізд у прес-формі, шт.
Маса рідкого металу на програму (Ж):
Ж=Е+Гqл (4.8)
Де Е – маса виливків на програму, кг;
Г- кількість запресувань на програму, шт.
qл – маса виливків.
Маса металозавалки на програму (М) визначається по формулі:
М=Ж∙Ку.м (4.9)
Де Ж – маса рідкого металу на програму, кг;
Ку.м. – коефіцієнт що ураховує втрати металу на на угар, скрап тощо і дорівнює для кольорових металів 1,08.
Вихід придатного литва при виготовленні виливків з алюмінієвих сплавів литтям під тиском та рекомендовані тиски пресування, для виготовлення виливків з різних сплавів і різної конфігурації можна переглянути в таблиці 4.3 і 4.4
 Таблиця
4.3 - Вихід придатного литва при виготовленні
виливків з алюмінієвих сплавів литтям
під тиском
Таблиця
4.3 - Вихід придатного литва при виготовленні
виливків з алюмінієвих сплавів литтям
під тиском
Індекс позиції |
Маса виливків, кг |
Вихід придатного литва, % |
1 |
До 0,5 |
25...35 |
2 |
0,5...1,0 |
35...45 |
3 |
1,0...3,0 |
45...50 |
4 |
3,0...5,0 |
50...55 |
5 |
5,0... 10,0 |
55...60 |
6 |
Понад 10,0 |
60... 65 |