

2.3. Сварка встык при помощи деталей с закладными нагревателями
Сварку при помощи деталей с закладными нагревателями (ЗН) можно применять для соединения труб любых диаметров и длины (особенно эффективно для соединения длинномерных труб), а также для приварки к трубопроводу седловых отводов, усиливающих муфт и т.п. Сварка производится при температуре окружающего воздуха от минус 15 С до плюс 35 С. Суть технологического процесса сварки заключается в том, что встроенные в соединительную деталь закладные нагреватели (проволочные электроспирали) разогревают место соприкосновения поверхностей детали и трубы. В результате происходит расплавление и смешивание материала поверхностных слоев, который после охлаждения представляет собой однородную массу. Процесс стыковой сварки при помощи деталей с закладными нагревателями выполняют в следующей последовательности (рис. 2.4):
- подготовка концов труб (разметка под деталь с ЗН, механическая обработка поверхностей труб, подлежащих нагреву и сварке, обезжиривание обработанных участков труб и, при необходимости, обезжиривание детали с ЗН);
- сборка стыка (установка и закрепление концов свариваемых труб в зажимах центрирующего приспособления с одновременной посадкой детали с ЗН);
- подключение детали с ЗН к сварочному аппарату и задание (ввод информации в сварочный аппарат) параметров режима сварки;
- пуск процесса сварки (нагрев);
- охлаждение соединения;
- удаление центрирующего приспособления.
Параметры режима сварки устанавливаются те, что указаны в паспорте изделия с ЗН. При включении аппарата процесс сварки выполняется в автоматическом режиме, результаты сварки протоколируются и выдаются сварочным аппаратом по завершении сварки в напечатанном виде.
Для подсоединения ответвлений к распределительному трубопроводу служат седловые отводы с ЗН (рис. 2.5), которые привариваются к поверхности трубы, а затем в трубе специальной фрезой (не оставляющей стружку) прорезается отверстие и подключается трубопровод ответвления. Седловые отводы изготавливаются разных конструкций и диаметров.
Сварку труб соединительными деталями с закладными нагревателями производят:
- при выполнении стыков длинномерных труб (плетей) или в стесненных условиях;
- при реконструкции изношенных трубопроводов методом протяжки в них полиэтиленовых труб;
- при соединении труб и соединительных деталей с разной толщиной стенки или при толщине стенки менее 5 мм, или изготовленных из разных марок полиэтилена;
- для врезки ответвлений в ранее построенные трубопроводы;
- для вварки трубной вставки в полиэтиленовые трубопроводы.
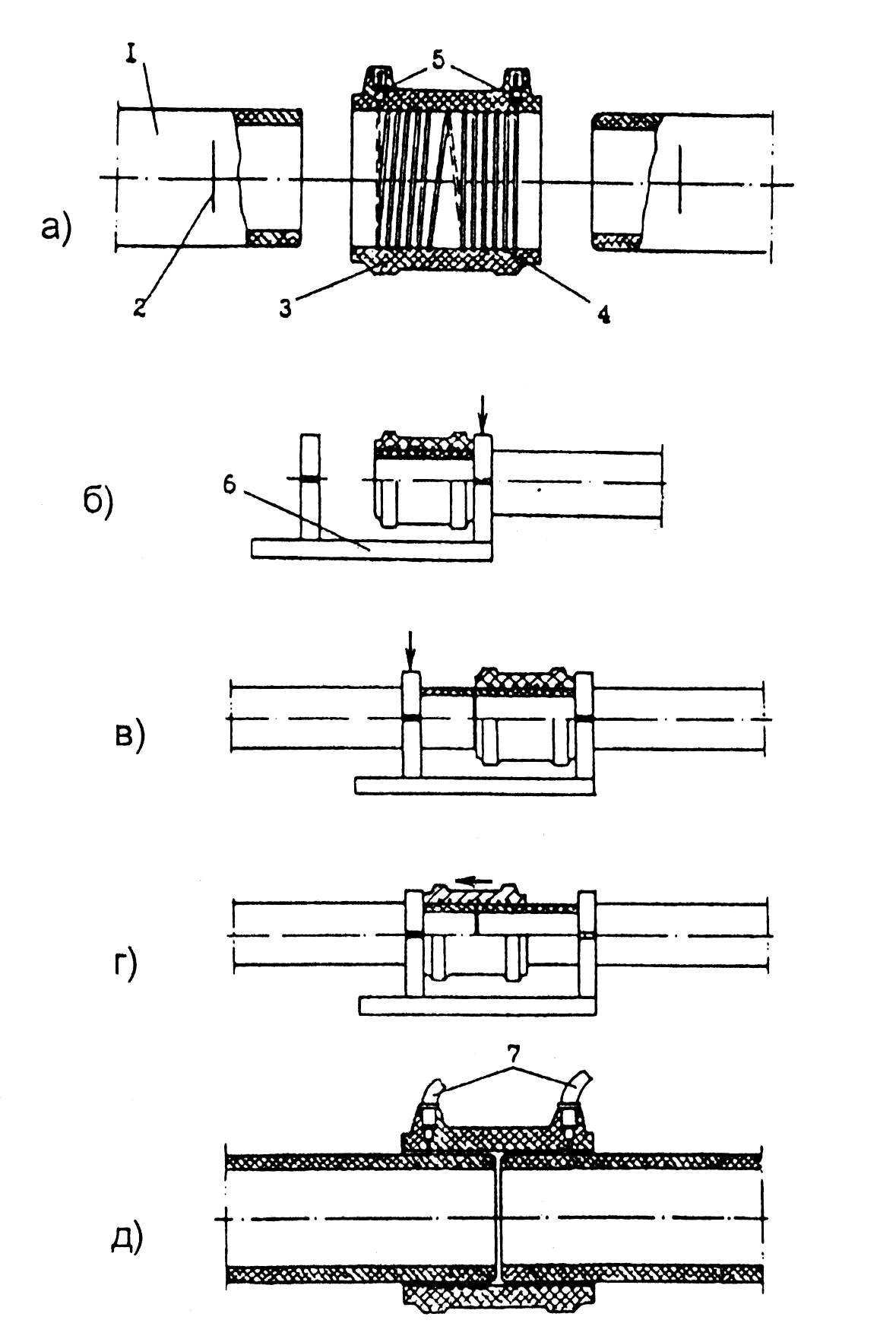
Рис. 2.4. Последовательность соединения труб муфтой с закладным нагревателем:
а – подготовка соединяемых элементов; б ,в, г - этапы сборки стыка; д – собранный под сварку стык.
1 – труба; 2 – метка посадки муфты и механической обработки поверхности трубы; 3 – муфта;
4 – закладной нагреватель; 5 – клеммы для подвода тока к закладному нагревателю; 6 - приспособление для сборки; 7 – провода от сварочного аппарата.
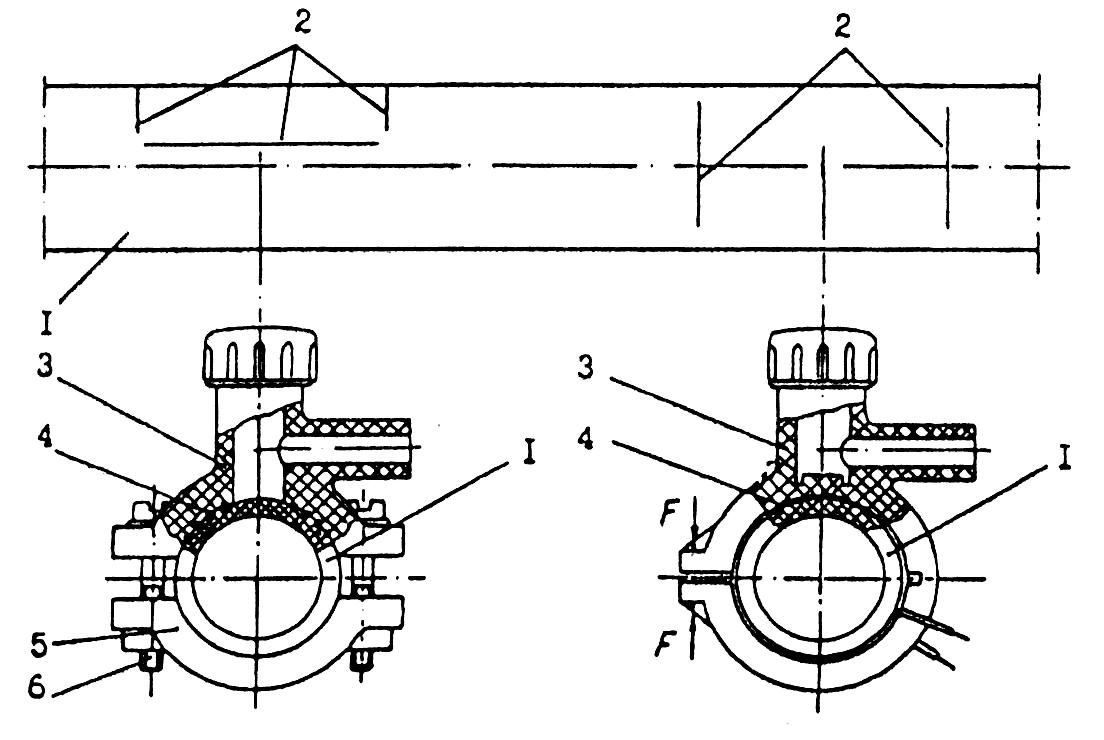
Рис. 2.5. Соединения: а – полиэтиленовой трубы и седлового отвода с закладным нагревателем; б – полиэтиленовой трубы и отвода с разрезной муфтой и закладным нагревателем;
1 – труба; 2 – метки посадки отводов и механической обработки поверхности трубы; 3 – отводы;4 – закладные нагреватели; 5 – полухомут; 6 – винты крепления; F – усилие прижатия отвода при сборке и сварке.