

1.3. Температура ацетиленокислородного пламени и ее распределение
Температура пламени является одним из важнейших параметров, определяющих технологические свойства пламени. Чем выше температура пламени, тем эффективнее протекают процессы нагрева и плавления металлов.
Значение максимальной температуры определяется прежде всего составом газовой смеси, используемой для получения сварочного пламени. Наибольшую температуру от 3100 до 3160 С имеет ацетиленокислородное пламя. Неоднородность состава пламени вдоль его оси и в поперечном сечении вызывает различие в температуре разных его зон.
1.4.Теплообмен между ацетиленокислородным пламенем и нагреваемым телом
Газовое пламя, в том числе и ацетиленокислородное, является местным поверхностным источником тепла. Нагрев металла пламенем обусловлен вынужденным конвективным и лучистым теплообменом между потоком горячих газов и соприкасающимся с ним участком поверхности изделия. Однако, роль лучистого теплообмена невелика и оценивается в 5 – 10% тепловой мощности, вводимой в изделие. Поэтому сварочное пламя приближенно можно рассматривать как конвективный теплообменный источник.
Интенсивность вынужденного конвективного теплообмена в основном зависит от разности температур пламени и нагреваемой поверхности металла, а также от скорости перемещения потока газов пламени относительно поверхности металла. Интенсивность теплообмена при нагреве металла ацетиленокислородным пламенем по сравнению с пламенем других газов выше благодаря более высокой температуре, достигающей 3100 – 3160 С в средней зоне нормального пламени, и значительной скорости потока газов пламени, измеряемой десятками метров в секунду.
При нагреве металла газосварочным пламенем газы контактируют с участком его поверхности, называемом пятном нагрева (рис. 5).
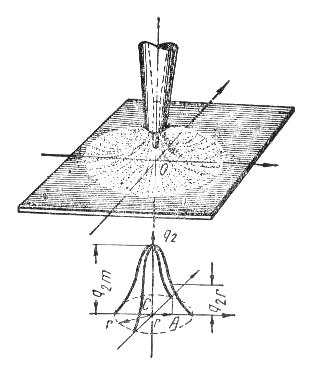
Рис.5. Форма пятна нагрева и распределение
удельного теплового потока q2по по радиусу
r при угле, равном 90
Плотность теплового
потока является наибольшей в центре
этого пятна и убывает к периферии по
закону нормального распределения
вероятности :
![]()
![]() ,
(11)
,
(11)
где q2m – плотность теплового потока в центре пятна нагрева, кал/см2∙с;
q2 r – плотность теплового потока на расстоянии r (см) от центра;
k – коэффициент сосредоточенности ввода тепла (см -2), зависящий от размера и распределения тепловыделения в пламени.
Очертания и размеры пятна нагрева зависят от вида и размеров пламени, а также от угла наклона горелки к поверхности изделия (рис. 6,7).

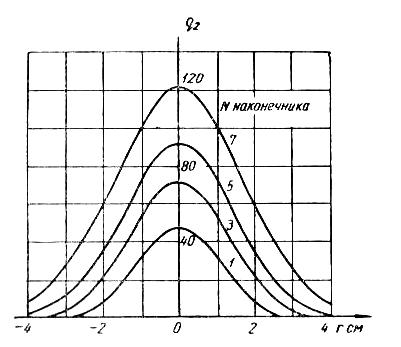
Рис. 6. Форм пятна нагрева и Рис.7. Изменение максимального удельного распределение удельного теплового потока и ширины нагрева металла теплового наконечника
потока при наличии наклона горелки горелки.
Увеличиваются размеры пятна и ширина зоны нагрева металла (рис.7). При этом коэффициент сосредоточенности ввода тепла уменьшается (рис. 6).
Тепловая
эффективность процесса нагрева металла
газовым пламенем оценивается эффективным
кпд
![]() ,
который представляет собой отношение
эффективной мощности (т.е. мощности,
вводимой при нагреве в изделие)
qи
к полной тепловой мощности пламени
qн
,
соответствующей низшей теплотворности
горючего. Для ацетиленокислородного
пламени при
,
который представляет собой отношение
эффективной мощности (т.е. мощности,
вводимой при нагреве в изделие)
qи
к полной тепловой мощности пламени
qн
,
соответствующей низшей теплотворности
горючего. Для ацетиленокислородного
пламени при
низшей теплотворности ацетилена 12600 кал/л (при 20С и 760 мм рт. ст.) полная тепловая мощность будет равна:
![]() =
3.5 Vа
(кал/с), (12)
=
3.5 Vа
(кал/с), (12)
где Vа – расход ацетилена ( л/час).
Эффективная мощность по значениям , приведенным в таблице 2 для соответствующих наконечников, приближенно может быть найдена по формуле:
qи=3.5 Vа (кал/с) (13)