

6.5. Влияние силы сварочного тока на расплавление электродов
Ввиду того, что сварочный ток от токоподвода в электрододержателе к дуге до момента расплавления протекает по стержню электрода, стержень разогревается. Этот разогрев тем больше, чем больше сила тока и чем дольше он протекает по стержню.
Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления температура электрода может повышаться при чрезмерной силе сварочного тока до 500...600°С (при содержании в покрытии органических веществ допустимая температура нагрева покрытия не должна превышать 250°С). Это приводит к тому, что скорость плавления электрода в начале и конце его расплавления различна. По мере расплавления электрода соотношение долей электродного и основного металлов, участвующих в образовании металла шва изменяется. При этом изменяются состав и свойства металла шва, выполненного одним и тем же электродом, что является недостатком ручной дуговой сварки покрытыми электродами.
Вывод к проделанной лабораторной работе:
Изучили физико-химические процессы, происходящие при ручной дуговой сварке электродами с покрытием (РДС).
Изучили влияние параметров режимов РДС на плавление электродов с покрытием и качество сварного шва.
Изучили влияние пространственного положения выполняемого сварного соединения на его формирование и качество.
Получили навык возбуждения дуги и наплавки валиков в нижнем положении.
Изучили влияние силы тока на нагрев и плавление электрода с покрытием.
Изучение влияния формы разделки кромок и количества проходов на формирование односторонних сварных соединений в горизонтальном и вертикальном положениях:
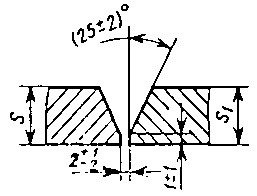
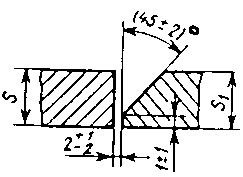
При отсутствии возможности качественной сварки соединений в горизонтальном и вертикальном пространственных положениях (электросварщика требуемой квалификации) оценку влияния формы разделки кромок и количества проходов на формирование сварных соединений произвести путем анализа ранее выполненных сварных соединений, соответствующих указанным выше условиям их выполнения.