

Свариваемость сталей. Способы повышения свариваемости сталей.
Под свариваемостью понимают способность металлов и сплавов образовывать неразъемные соединения с помощью того или иного метода сварки. Эти соединения не должны иметь трещин, пор, неметаллических включений.
Для получения качественных сварных соединений применяют технологические приемы: 1. Использование электродных материалов с пониженным содержанием углерода, серы и других элементов, приводящих к образованию в металле шва легкоплавких соединений, способствующих появлению «горячих» трещин. 2. Применение сварочных материалов, исключающих образование в металле шлаковых включений, в которых может скопиться водород. 3. Выполнение сварки на постоянном токе, что позволяет уменьшить содержание водорода в металле шва. 4. Незамедлительная термообработка деталей после сварки. 5.Для предупреждения образования «холодных» трещин необходим предварительный или сопутствующий подогрев (350–450оС).
Сварные соединения из среднелегированных сталей после сварки могут подвергаться полной термообработке, совсем не подвергаться термообработке или подвергаться высокому или низкому отпуску.
Сварочные напряжения и деформации. Причины их возникновения.
ЗТВ – зона термического влияния
П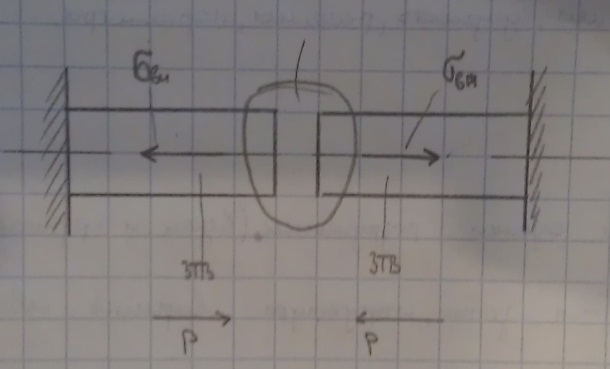 ри
осуществлении процесса сварки при
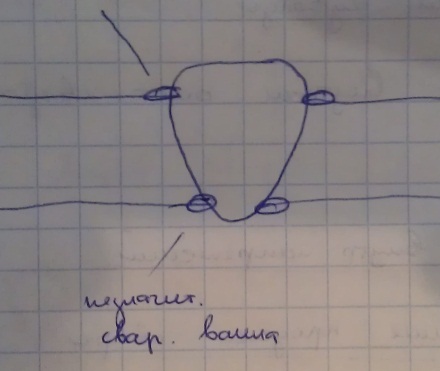
кристаллизации жидкой сварочной ванны
возникают остаточные внутренние
напряжения, которые могут привести к
деформации и разрушению сварного
соединения.
ри
осуществлении процесса сварки при
кристаллизации жидкой сварочной ванны
возникают остаточные внутренние
напряжения, которые могут привести к
деформации и разрушению сварного
соединения.
Схема, почему возникают деформации
σвн < σт (σ0,2) – наблюдаются остаточные внутренние напряжения (сварочные)
σв >σвн >σт (σв – предел прочности) – наличие внутренних напряжений, деформация в зоне шва, влияние термического коробления
σвн >σв – говорят о потере прочности материала, наличии микро- и макротрещин, внутреннем и поверхностном разрушении.
П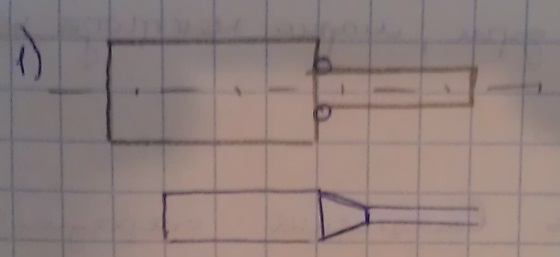 ричины
возникновения сварочных напряжений и
деформаций
ричины
возникновения сварочных напряжений и
деформаций
неравномерный нагрев и охлаждение в зоне сварного шва. Свариваемые элементы неравномерны по толщине, чтобы их уменьшить, делают вал с цилиндром.
Литейная усадка (линейная и объемная) – возникает в результате уменьшения объема в процессе кристаллизации жидкой сварочной ванны. Чем больше объем сварочной ванны, тем выше остаточные напряжения. Объем сварочной ванны зависит от вида сварки. По этой причине газовая сварка в строительстве не применяется.


Структурные и фазовые превращения при нагреве и охлаждении в сварном шве и околошовной зоне (зоне термического влияния). Для малоуглеродистых и низколегированных строительных сталей влияние этого фактора незначительно вследствие низкого содержания углерода (эквивалентное содержание углерода Сэкв).
С варочные напряжения и деформации. Способы их уменьшения.
Рациональная технология сварки:
Правильный выбор параметров режима сварки – сила тока, напряжение, скорость сварки, погонная энергия, длина дуги, марка электрода.
Порядок и последовательность выполнения операций.
Степень закрепления свариваемых элементов в контователях: преимуществом обладает нежесткая схема закрепления элементов (когда в процессе сварки в процессе при кристаллизации сварочной ванны допускаются незначительные колебания торцов свариваемых элементов).
Последовательность наложения сварных швов. На примере плоских элементов.
Сначала сварка по коротким сторонам листовых элементов. В результате такого наложения швов наблюдается выпучивание средних элементов от поперечной усадки сварных швов 8 и 9.
В результате будут искривляться полки сварного двутавра из-за одновременной кристаллизации сварочных ванн №1, 2 и №3, 4.
Для получения качественного сварного двутавра сварку проводят следующим образом:
Стенок и полок сварного двутавра
Поясные швы сварного двутавра
При этом максимальная длина сварного шва не должна превышать 300-350 мм.
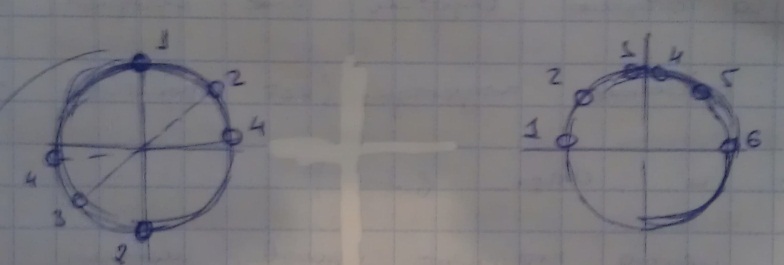
Направление сварки протяженного сварного шва должно постоянно меняться. При осуществлении многопроходной сварки каждый последующий проход (наварка) валика сварного шва осуществляется в обратном направлении.
У
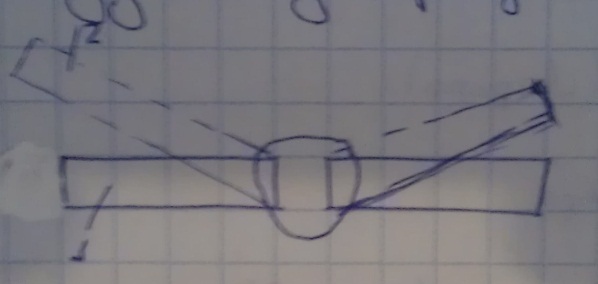 равновешивание
деформации. В первом случае будет
наблюдаться изгиб трубы. Для уравновешения
осуществляется наплавка дополнительных
сварных швов симметрично, предусмотренная
технологией сварки с целью создания
деформаций обратного знака.
равновешивание
деформации. В первом случае будет
наблюдаться изгиб трубы. Для уравновешения
осуществляется наплавка дополнительных
сварных швов симметрично, предусмотренная
технологией сварки с целью создания
деформаций обратного знака.Создание деформаций обратного знака (предварительное создание)
1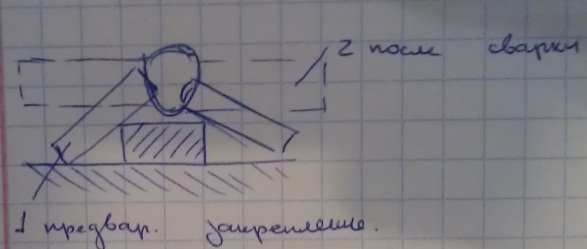 – должно быть, 2 – получается на практике
в результате кристаллизации сварочной
ванны. Чтобы исключить, мы должны
предварительно создать деформации со
знаком, обратным ожидаемым, путем
определенного закрепления свариваемых
элементов.
– должно быть, 2 – получается на практике
в результате кристаллизации сварочной
ванны. Чтобы исключить, мы должны
предварительно создать деформации со
знаком, обратным ожидаемым, путем
определенного закрепления свариваемых
элементов.
2 – получаем без искривления (предварительное
закрепление элементов)
Интенсивный отвод тепла из зоны сварки снижает ширину зоны пластической деформации при охлаждении шва и зон термического влияния. Осуществляется путем сопутствующего охлаждения водой со стороны, обратной зоне сварки, через медные или стальные подкладки, которые препятствуют прямому контакту воды и сварочной ванны. С этой целью применяют стальные и алюминиевые трубки.
Проковка металла сварного шва и околошовной зоны – осуществляется сразу после проведения сварочного процесса, имея температуру более 400°С (400-650°С), либо при температуре менее 150-200°С. В связи с тем, что в интервале 200-400°С резко снижается пластичность материала. Применяется для изделий с толщиной стенки более 20 мм; при многопроходной сварке после каждого прохода. С помощью молотка или кувалды 0,5-1,5 кг можно значительно снизить внутренние остаточные напряжения.
Способы снижения внутренних напряжений после окончания сварки
Термическая обработка, которая представляет собой преимущественно общий или местный высокий отпуск (t=630-650°С), время выдержки в печи 2-3 мин/мм, охлаждение с печью (до 300-400°С), далее охлаждение ведут на воздухе.
Как вариант, применяется нормализация при такой же температуре нагрева и последующим охлаждением сразу на воздухе.
Общий высокий отпуск применяют для малогабаритных изделий, для крупногабаритных изделий применяют местный высокий отпуск отдельных узлов.
Т
 ермопластический
метод: применяется для снятия внутренних
напряжений путем создания пластической
деформации в зоне сварного шва при
нагреве смежных со сварным швом областей
(участков основных металлов).
ермопластический
метод: применяется для снятия внутренних
напряжений путем создания пластической
деформации в зоне сварного шва при
нагреве смежных со сварным швом областей
(участков основных металлов).Аргонодуговая обработка: применяется для участков перехода сварного шва к основному металлу путем повторного расплавления неплавящимся вольфрамовым электродом.
При этом достигается снижение сварочных напряжений на 60-70%.
Дробеструйная обработка заключается в обработке сварного шва и зоны термического влияния ударной нагрузкой стальных стаканов диаметром 1-2 мм с применением дробеметной машины.
Результат: 1) снижение внутренних напряжений
создание сжимающих напряжений в поверхностном слое
заращивание микро- и макродефектов в поверхностном слое сварного шва и зоне термического влияния.