

Сварка. Классификация способов сварки.
Сварка – технологический процесс создания неразъемного соединения из 2х и более элементов путем установления между ними межатомных связей.
Преимущества сварки:
Высокая производительность труда
Высокое качество неразъемных соединений
Долговечность соединений
К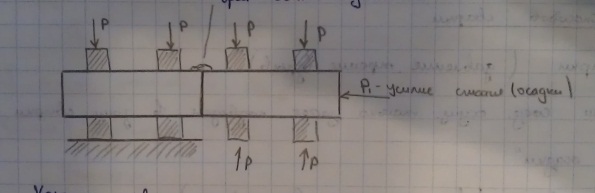 лассификация
видов сварки:
лассификация
видов сварки:
Холодная сварка:
А) сварка давлением (чистые и пластичные металлы)
Б) сварка трением
В) взрывом
Х олодная
сварка применяется для пластичных
материалов (Pb, Cu,
Al). Прочность соединения
недостаточно высокая.
олодная
сварка применяется для пластичных
материалов (Pb, Cu,
Al). Прочность соединения
недостаточно высокая.
Контактные виды сварки (точечная, шовная, стыковая (сопротивлением и оплавлением)).
Менее пластичные материалы – необходимо материал в месте стыка сделать пластичнее (подвод тока).
Г
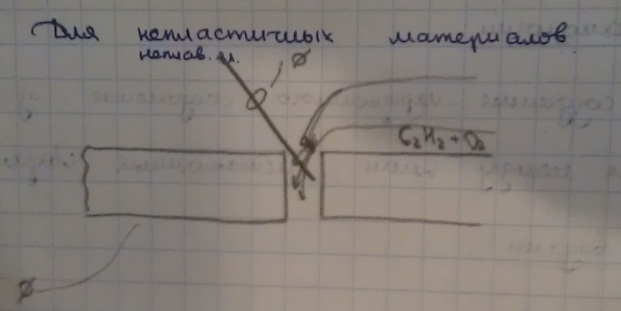 азовая
сварка – для непластичных материалов.
азовая
сварка – для непластичных материалов.
Классификация способов сварки:
Механический (давлением, трением, взрывом) – получение неразъемного соединения за счет подведения в зону сварки механической энергии: усилие осадки.
Термомеханический (все контактные виды) – подводится и механическая, и тепловая энергия путем пропускания электрического тока между свариваемыми элементами.
Термический – только тепловая энергия (РДС, автоматическая и полуавтоматическая, под флюсом и в среде защитных газов, газовая сварка).
С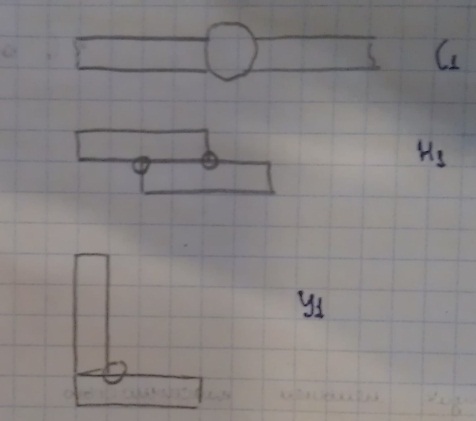 варка.
Типы сварных соединений. Классификация
сварных соединений по пространственному
положению.
варка.
Типы сварных соединений. Классификация
сварных соединений по пространственному
положению.
Сварка – технологический процесс создания неразъемного соединения из 2х и более элементов путем установления между ними межатомных связей.
Типы сварных соединений
С – стыковое (цифровое обозначение – толщина)
Н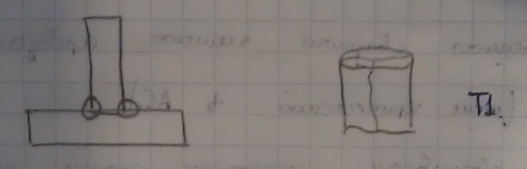 – нахлесточное
– нахлесточное
У – угловое
Т – тавровое
Тц – торцевое
По положению
в пространстве швы
подразделяются на:

Свариваемость сталей. Основные факторы, влияющие на свариваемость сталей.
Под свариваемостью понимают способность металлов и сплавов образовывать неразъемные соединения с помощью того или иного метода сварки. Эти соединения не должны иметь трещин, пор, неметаллических включений.
Свариваемость металлов зависит от содержания в металле углерода и легирующих добавок. С увеличением содержания углерода и легирующих элементов в сталях свариваемость их ухудшается.
Свариваемость сталей. Влияние содержания углерода на свариваемость сталей.
Под свариваемостью понимают способность металлов и сплавов образовывать неразъемные соединения с помощью того или иного метода сварки. Эти соединения не должны иметь трещин, пор, неметаллических включений.
С увеличением содержания углерода в сталях свариваемость их ухудшается.
Углерод (С) – одна из важнейших примесей, определяющая прочность, пластичность, закаливаемость и др. характеристики стали. Содержание углерода в сталях до 0,25% не снижает свариваемости. Более высокое содержание "С" приводит к образованию закалочных структур в металле зоны термического влияния (далее по тексту – ЗТВ) и появлению трещин.
Свариваемость сталей. Влияние легирующих элементов на свариваемость сталей.
Под свариваемостью понимают способность металлов и сплавов образовывать неразъемные соединения с помощью того или иного метода сварки. Эти соединения не должны иметь трещин, пор, неметаллических включений.
С увеличением содержания легирующих элементов в сталях свариваемость их ухудшается.
Для оценки группы свариваемости легированных сталей применяют формулу вычисления эквивалентного содержания углерода

Cэкв≤0,25 – хорошо свариваемая сталь
Сера (S) и фосфор (P) – вредные примеси. Повышенное содержание "S" приводит к образованию горячих трещин – красноломкость, а "P" вызывает хладноломкость.
Кремний (Si) присутствует в сталях как примесь в количестве до 0,3% в качестве раскислителя. При таком содержании "Si" свариваемость сталей не ухудшается. В качестве легирующего элемента при содержании "Si" – до 0,8-1,0% (особенно до 1,5%) возможно образование тугоплавких оксидов "Si", ухудшающих свариваемость стали.
Марганец (Mn) при содержании в стали до 1,0% – процесс сварки не затруднен. При сварке сталей с содержанием "Mn" в количестве 1,8-2,5% возможно появление закалочных структур и трещин в металле ЗТВ.
Хром (Cr) в низкоуглеродистых сталях ограничивается как примесь в количестве до 0,3%. В низколегированных сталях возможно содержание хрома в пределах 0,7-3,5%. В легированных сталях его содержание колеблется от 12% до 18%, а в высоколегированных сталях достигает 35%. При сварке хром образует карбиды, ухудшающие коррозионную стойкость стали. Хром способствует образованию тугоплавких оксидов, затрудняющих процесс сварки.
Никель (Ni) аналогично хрому содержится в низкоуглеродистых сталях в количестве до 0,3%. В низколегированных сталях его содержание возрастает до 5%, а в высоколегированных – до 35%. В сплавах на никелевой основе его содержание является превалирующим. Никель увеличивает прочностные и пластические свойства стали, оказывает положительное влияние на свариваемость.
Ванадий (V) в легированных сталях содержится в количестве 0,2-0,8%. Он повышает вязкость и пластичность стали, улучшает ее структуру, способствует повышению прокаливаемости.
Молибден (Мо) в сталях ограничивается 0,8%. При таком содержании он положительно влияет на прочностные показатели сталей и измельчает ее структуру. Однако при сварке он выгорает и способствует образованию трещин в наплавленном металле.
Титан и ниобии (Ti и Nb) в коррозионностойких и жаропрочных сталях содержатся в количестве до 1%. Они снижают чувствительность стали к межкристаллитной коррозии, вместе с тем ниобий в сталях типа 18-8 способствует образованию горячих трещин.
Медь (Си) содержится в сталях как примесь (в количестве до 0,3% включительно), как добавка в низколегированных сталях (0,15 до 0,5%) и как легирующий элемент (до 0,8-1%). Она повышает коррозионные свойства стали, не ухудшая свариваемости.