

2.6. Свариваемость стали. Группы свариваемости стали.
I- хорошо сварив- сталь с содержанием С < 0,25%. Стали свариваются при любых погодных условиях, в том числе при отриц t и несклонных к образованию закалочных (М) или близких к закалочным (биенит) структур. (Ст0, Ст1, Ст2, Ст3) (0,5; 0,8; 10...20,25). Стали с С>0,3% образ закалочные структуры.
II – удовлетворит свар – С=0,25-0,35%. Для получения качественного свар соед требуется проведение предвар или сопутствующего подогрева промок свар элемента до t=100...1500С. (Ст4, 30,35)
III – ограниченной свариваемостью С=0,35-0,45%. (Ст5,Ст6, 40,45,50) t подогрева 150-3500С.
IV–
стали с плохой свариваем. Для получения
кач свар соед требуется подбор t
подогрева в интервале 350...6500С,
ниже критической t
Ас1.
Для оценки группы свариваемости
легирован стали применяют формулу экв
содерж С (
 )
)
Cэкв≤0,25% следов хор свар
К I группе относ: 15Г, Г2, 10ХСН1, 15ХСМД. II – 25ХГСА, 30Х. III – 30ХГСА, 40Г. IV – 50Г, ХГС, 12Х18Н10Д.
2.11. Сварочные напряжения и деформации. Способы правки деформированных конструкций.
При осущ процесса сварки при кристаллизации жид свар ванны возникают остаточные внутренние напряжения, которые могут привести к деформации и разрушению сварного соединения.
3 случая.
1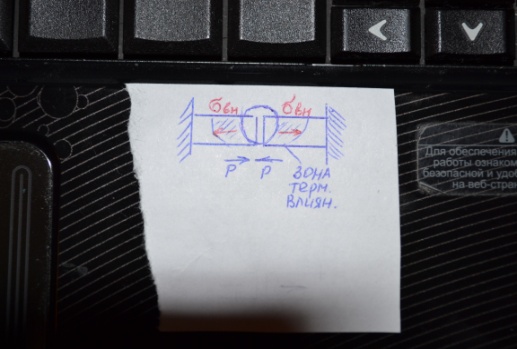 )Ϭвн
<
Ϭт,
есть
сварочные напряжения.
)Ϭвн
<
Ϭт,
есть
сварочные напряжения.
2) Ϭв >Ϭвн >Ϭт,наличие внутр напряжений и микро-, маркодеформ или крапление
3) Ϭвн > Ϭв, наличие трещин, наступление разрушения.
Правка деформированных сварочных соединений
Механическая используют динамические или статические нагрузки. Стержневые элементы правят статической нагрузкой (t 650-9000С). Листовые элементы правят статической и динам.
1.Ручная- осуществляют в холодном или нагретом состоянии (t выше 450-6500С либо ниже t 1500С), используя молоток с закругленной ударной частью, а также гладилку.
2)Механизированная- осущ с применением правильных стнов использую гладкие или фасонные валки (ролики), а также фресы. Чаще правят в холодном состоянии на массивных основаниях.
Термическая - осуществляется в полевых условиях пламенем газовой горелки, путем местного нагрева до t , как правило, ниже Ас1. При этом t горения при толщине <6 мм 300-5000С, при 13-20 мм 700-8000С, при >20мм t >8000С. Температуру контрол с помощью термокрасок, термокарандашей или по цветам побежалости.
3.7. Дефекты сварных швов. Внешние дефекты, их характеристика.
К внешним дефектам относятся нарушение устан формы и размеров шва, подрезы, прожоги, наплывы, внешняя пористость, незаваренные кратеры, шлаковые включения и трещины на поверхности шва.
П![]() одрез
зоны спл
дефект в виде углубл по линии сплав
свар шва с основным мет. Уменьшая сечение
основного мет вблизи линии сплавления,
значит снижают прочность сварн соед.
Наиболее опасны в констр из высокопрочных
сталей, чавствит к концентр напряжений.
одрез
зоны спл
дефект в виде углубл по линии сплав
свар шва с основным мет. Уменьшая сечение
основного мет вблизи линии сплавления,
значит снижают прочность сварн соед.
Наиболее опасны в констр из высокопрочных
сталей, чавствит к концентр напряжений.
Н![]() аплыв-
деф в виде натекаметалла шва на
поверхность осн мет или ранее выполненного
валика без сплавления с ним. Опасны в
изделиях, работающих в знакопеременных,
пульсирующих нагрузках, т.к. станов
местами зарождения усталостных трещин.
аплыв-
деф в виде натекаметалла шва на
поверхность осн мет или ранее выполненного
валика без сплавления с ним. Опасны в
изделиях, работающих в знакопеременных,
пульсирующих нагрузках, т.к. станов
местами зарождения усталостных трещин.
Нарушение формы и размеров св шва- зависят от толщины свар мет. Задаются техн условиями и указ на чертежах. Регламентируют: для стык швов- ширину шва, высоту выпукл, глуб проплавлении; для углов- катет шва и высоту раб сечения.
Вогнутость или выпуклость шва – стык швы имеют небольшую выпукл (1-3 мм) с плавными очертаниями. Избыт выпукл приводит к концентрац напряж и сниж работоспособности сварного соединения.
Г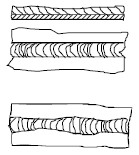 рубая
чешуйчатость и неравномерность ширины
шва
наблюд при сварке в монтажных усл, из-за
стекания жидкого мет под дейст сил
тяжести, нестабильности горения дуги.
рубая
чешуйчатость и неравномерность ширины
шва
наблюд при сварке в монтажных усл, из-за
стекания жидкого мет под дейст сил
тяжести, нестабильности горения дуги.
Трещина св соед – деф в виде разрыва в сварном шве или прилегающ к нему зонах.
Кристаллизац (горячие) трещ- зарожд в процессе первичн кристаллиз при остывании мет. Они быва продол и попер по отношению к оси шва. На появлении этих трещин влияют хим состав мет, форма свар ванны, размеры перв кристаллов, ширина темп интервала хрупкости, величина и темп наростания сварочных растягивающих напряж в проц крист мет.
Холодные трещины- образ в сварн соедин при остыв металла ниже 2000С. Причина возникн- образ закалочных структур и наличие Н в мет шва. Явл наиболее опасным и недоп дефектом.
Прожог св шва деф в виде сквозного отверстия в свар шве, обр в рез вытекания части мет свар ванны. Образ от высокой погонной энергии, неравном скорости сварки.
Свищ в сварном шве – деф в виде воронкообр углублен.