

3.6 Дефекты сварных швов. Внутренние дефекты и их характеристики.
К внутренним дефектам относятся поры, неметаллические включения, непровары, пережог и перегрев металла шва, а так же внутренние трещины. Поры-дефект шва в виде полости округлой формы заполненной газом. Поры возникают в процесе кристаллизации металла сварочной ванны вследствие выделения из жидкого металла газов. Поры являются менее опасным дефектом чем трещины. Шлаковое включение-дефект в виде вкрапления шлака в сварном шве. Ослабляют сечение шва, уменьшают прочность и являются концентраторами напряжения. Непровар- дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. Уменьшает рабочее сечение шва, является концентратором напряжений, способствует зарождению и развитию трещин
3.2 Автоматическая дуговая сварка под слоем флюса. Схема, сущность, параметры режима сварки, область применения, преимущества и недостатки.
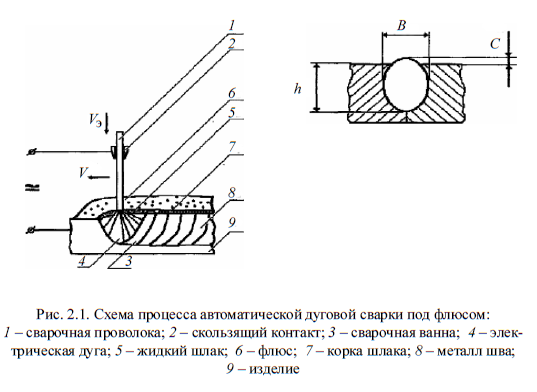
В качестве электрода используется голая сварочная проволока, поступающая в зону горения дуги с опрееленной скоростью. Подвод тока к электроду 1 осущ. через скользящий контакт 2 на расстоянии 30..50мм от дуги, что позволяет при сварке применять большую силу тока. Сварочная ванна 3 и электрическая дуга 4 находятся под слоем флюса 5, кторый выполняет те же функции что и покрытие штучных электродов. Параметры режима сварки поддерживаются автомотически с высокой степенью точности. Форма сварного шва характеризуется: глубиной проплавления H, выпоклостью шва С, шириной В, коэфициентом формы проплавления. Параметры режима сварки: величины сварочного тока, напряжения дуги, диаметра электродной проволоки, скорости сварки.
Широкое применение этого способа в промышленности при производстве конструкций из сталей, цветных металлов и сплавов объясняется высокой производительностью процесса и высоким качеством и стабильностью свойств сварного соединения, улучшенными условиями работы, более низким, чем при ручной сварке, расходом сварочных материалов и электроэнергии. К недостаткам способа сварки под флюсом относится возможность сварки только в нижнем положении ввиду возможного стекания расплавленных флюса и металла при отклонении плоскости шва от горизонтали более чем на 10— 15°.
1.2.Кристалическое строение металлов и сплавов. Типы кристаллических решеток. Их характеристика.
Крист.строения характеризуются строго упорядоченным расположением атомов друг относительно друга. У металлов и сплавов существует 3 типа крист.решетки. Крист.решетка в свою очередь определяется типом элементарной металлической кристаллической ячейки.. Для металлов и сплавов на их основе в твердом состоянии различают 3 типа крист.решеток:
1.ОЦК-объемно-центрированная кубическая
2.ГЦК-гранецентрированная кубическая
3.ГПУ-гексоганально-плотно упакованная
Для
1.-Fe ,W,V,Mo
,W,V,Mo
Для
2.-Fe ,Al,Co,Ni,Fb
,Al,Co,Ni,Fb
Для 3.-Mg,Zn,Cd
Температурные
модификации хим. элемента обозначается
с индексами в виде греч букв(Fe
,Fe ,Fe
,Fe
,Fe
,Fe ).
).
Каждой темпер. модификации соответствует определенный вид кристал. решетки. При нагреве или охлаждении хим элемента наблюдается смена типа крист-ой решетки,что приводит к изменению свойств элемента. Изменение типа крист-ой решетки в процессе нагрева(охлаждения) наз-ся полиморфизмом или аллотропией.
ОЦК:Б=2;Г=8:Q=0,68
ГЦК:Б=4;Г=12;Q=0,74
ГПУ:с/а=01,633;Q=0,74;Б=6;Г=12
Кристалическая решетка характеризуется:
1).параметром крист-ой решетки(а)-характеризует параметр крист-ой решетки, т.е. расстояние между 2мя соседними атомами.
2)базис(Б)-число атомов формально принадлежащих элементарной кристаллической ячейке
3)Г- координационное число-число атомов, находящихся на наиболее близком и равноудаленном расстоянии друг от друга
4)Q- коэф-т компактности
Q= ;Q=
;Q=