

2.4. Свариваемость сталей. Влияние содержания углерода на свариваемость сталей.
Свариваемость сталей - это технологическое свойство, характеризующее способность металлов и сплавов образовывать сварное соединение, надежное в эксплуатации.
С повышением степени легированности углерода свариваемоть ухудшается.
2.9. Сварочные напряжения и деформации. Причины их возникновения.
При осуществлении процесса сварки при кристаллизации жидкой сварочной ванны возникают остаточные внутренние напряжения, которые могут привести к деформации и разрушению сварного соединения.
1. –в
сварном шве наблюдаются остаточные
внутренние наприжения.
–в
сварном шве наблюдаются остаточные
внутренние наприжения.
2. -дефформация
в зоне сварного шва или корабление
-дефформация
в зоне сварного шва или корабление
3. -потеря
прочности материала, наличие трещин
(микро или макро), наступление разрушения.
-потеря
прочности материала, наличие трещин
(микро или макро), наступление разрушения.
Причины их возникновения.
1) Неравномерный нагрев и охлаждение в зоне сварного шва.
2) Линейная усадка (линейная и объёмная). Возникает в результате уменьшения объёма в процессе кристаллизации жидкой сварочной ванны. Чем больше объём сварочной ванны, тем выше остаточные напряжения. Объём сварочной ванны зависит от вида сварки (по этой причине газовая сварка в строительстве не применяется).



3) Структурные и фазовые превращения при нагреве и охлаждении в сварном шве и околошовной зоне (зоне термического влияния). Для малоуглеродистых и низколегированных строительных сталей влияние этого фактора незначительно, вследствие низкого содержания углерода (Сэкв).
3.5. Контактная сварка. Шовная сварка. Схема, сущность, параметры режима сварки, область применения, преимущества, недостатки.
Контактная сварка – сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.
Шовная сварка – это контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, подводящими ток и передающими усилие сжатия.
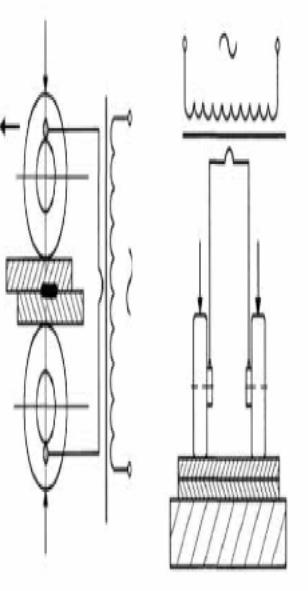
Способы сварки: непрерывную, прерывистую с непрерывным вращением роликов.
Непрерывную шовную сварку выполняют при постоянном давлении на свариваемые детали и постоянно включенном токе в течение всего процесса сварки.
Прерывистую сварку выполняют при постоянном давлении сжатия, а сварочный ток подают периодически, при этом шов формируется в виде сварных точек, перекрывающих друг друга.
Шовную сварку применяют в массовом производстве при изготовлении емкостных изделий с толщиной стенки 0,3…3 мм, где требуются герметичные швы.
К параметрам режима шовной сварки относятся: сила тока, длительность действия тока и пауз, усилие сжатия и скорость сварки.
Материал электродов должен иметь высокие тепло- и электропроводность, температуру разупрочнения, а также достаточную прочность и твердость. Электроды изготовляют из меди и ее сплавов. Для повышения стойкости электродов применяют водяное охлаждение.
Преимущества:
1) Образование сплошного герметичного шва.