3.9.Ультразвуковой метод контроля качества сварных соединений. Схема, сущность, применение.
Ультразвуковой контроль имеет определенные преимущества: высокую чувствительность (площадь обнаруживаемого дефекта 0,2...2,5 мм2 при толщине металла до 10 мм и 2...15 мм2 при больших толщинах), возможность контроля при одностороннем доступе к шву, высокую производительность, возможность определения точных координат залегания дефекта, мобильность аппаратуры. К недостаткам метода: -низкая помехоустойчивость к наружным отражателям, -резкая зависимость амплитуды сигнала от ориентации дефекта.
Основным методом УЗ-контроля является эхо-метод. Этим методом контролируют около 90 % всех сварных соединений толщиной более 4 мм. На рис представлена принципиальная схема УЗ-контроля эхо-импульсным методом с совмещенной схемой включения искателя и приемника. Импульсный генератор 1 формирует короткие электрические импульсы с длинными паузами. Искатель 5 преобразует эти импульсы в ультразвуковые колебания. При встрече с дефектом волны от него отражаются, снова попадают на искатель и преобразуются в электрические колебания, поступающие на усилитель 2 и дальше на экран прибора 3.Зондирующий импульс генератора 6 размещается в начале развертки,импульс от донной поверхности 8 – в конце развертки, а импульс от дефекта 7 – между ними. В процессе контроля сварного соединения иска-
 тель
перемещается зигзагообразно по основному
металлу вдоль шва 4.Для обеспечения
акустического контакта поверхность
изделия в месте контроля обильно
смазывают маслом (например, компрессорным).
тель
перемещается зигзагообразно по основному
металлу вдоль шва 4.Для обеспечения
акустического контакта поверхность
изделия в месте контроля обильно
смазывают маслом (например, компрессорным).
Ультразвуковой контроль основан на способности ультразвуковых колебаний отражаться от поверхности, разделяющей среды с разными акустическими свойствами. Для получения ультразвуковых колебаний используют свойство титаната бария, кристаллов кварца и некоторых других веществ преобразовывать электрические колебания в механические и наоборот .
1.9. Термическая обработка стали. Неполный отжиг. Режимы. Область применения.
Терм. обработка – технологический процесс теплового воздействия на материал, заключающаяся в нагреве (с опред скоростью до опред t, выдержке при этой t и последующем охлаждении ( с заданной скоростью до заданной t, постоянным или ступенчатым способом) с целью изменения структуры, а также св-в в заданном направлении. Терм.обработка основана на структурных и фазовых превращениях вызываемых нагревом или охлаждением. Терм.обр может представлять собой предварит, промежуточный или окончательную обработку. Окончательная терм.обр определяет конечную структуру сплава и его конечные св-ва, прежде всего мех и эксплуатационные.
Отжиг- вид термической обработки металлов и сплавов, заключающийся в нагреве до определённой температуры (выше или ниже критической), выдержке и последующем, обычно медленном, охлаждении с печью. На практике охлаждение в печи до t=300-400C, далее изделие охлаждается на воздухе.
Цель отжига:1) Повышение однородности химического состава слитка.2) Устранение наклёпа.3)Снятие внутренних напряжений.4)Снижение прочности и твёрдости стали.5)Повышение пластичности ударной вязкости.6)Повышение обрабатываемости резанием.
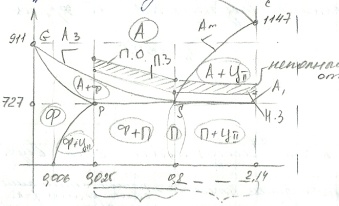
Неполный отжиг - заключается в нагреве до температур между нижней и верхней критическими точками и последующем медленном охлаждении.
Режимы:1)Нагрев2)Выдержка3)Охлаждение в печи
Параметры режимов:
с температурой нагрева на 30…50oС выше критической температуры Ас1

 min/мм.сеч.
min/мм.сеч.
При отжиге для снятия внутренних напряжений температура нагрева на практике составляет 350-650С.
Область применения:
Эвтектоидная, заэвтектоидная сталь
Структура:
При неполном отжиге происходит частичная перекристаллизация стали – вследствие перехода перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит. Структура после отжига – феррит + перлит.
 –доэвтектоидная
сталь
–доэвтектоидная
сталь
П – эвтектоидная сталь