

2.5. Свариваемость сталей. Влияние легирующих элементов на свариваемость стали.
Свариваемость стали-это способность металлов при установленной технологии сварки образовывать сварное соединение металл шва которого имел бы механические свойства близкие к основному металлу.
Влияние легирующих элементов. Повышение массовой доли легирующих элементов ухудшают свариваемость.
2.10. Сварочные напряжения и деформации. Способы их уменьшения.
При осущствлении процесса сварки при кристализации жидких сварных ванн возникают остаточные внутренние напряжения, которые могут привести к деформации и разрушению сварного соединения.
3 случая:
1.Ϭвн<Ϭт( имеют место быть сварные напряжения)
2.Ϭв>Ϭвн>Ϭт(наличие внутрнних напряжений, но и микро- макро деформаций)
3.Ϭвн>Ϭв (говорят о наличии трещин, о наступлении разрушения)
Способы уменьшения:
1.Рациональная технология сварки: -правильный выбор параметров режимов сварки(I,U,V,полная энергия, длина дуги, ит.д.)-порядок и последовательность выполнения операций.
2.Степень закрепления сварных элементов . Преимуществом обладает нежесткая схема закрепления элементов(когда в процессе сварки допускаются незначительные колебания торцов сварочных элементов)
3.Последовательность положения сварных швов.
С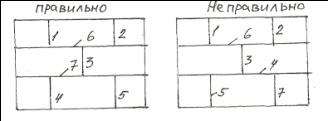 начала
сварка по коротким сторонам листовых
элементов(для левой). В результате
такого положения сварных швов будет
наблюдаться выпучивание средних
элементов от поперечной усадки сварных
швов (для правой)
начала
сварка по коротким сторонам листовых
элементов(для левой). В результате
такого положения сварных швов будет
наблюдаться выпучивание средних
элементов от поперечной усадки сварных
швов (для правой)
В результате такой технологии будет наблюдаться искривление полок двутавра в процессе одновременной кристаллизации сварных швов 1,2 и 3,4.
Для получения качественного сварного двутавра сварку проводят следующим образом: 1)стенок и полок сварного 2) поясные швы сварного двутавра..
При этом максимальная длина сварного шва не должна привышать 300-350мм в направлении сварки протяжённого сварного шва должно постоянно меняться
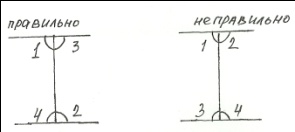
П![]() ри
осуществлении многопроходной сварки
конструкций последний проход
осуществляется в обратном направлении
ри
осуществлении многопроходной сварки
конструкций последний проход
осуществляется в обратном направлении
4. Уравновешивание деформаций
Д![]() ля
уравновешивания осуществляется поплавка
дополнительных сварных швов симметрично
предусмотренным технологией сварки.
С целью создания деформации обратного
знака.
ля
уравновешивания осуществляется поплавка
дополнительных сварных швов симметрично
предусмотренным технологией сварки.
С целью создания деформации обратного
знака.
5.создание деформаций обратного знака
![]()
![]() Предварительно
создаёт деформацию со знаком обратно
ожидаемым, путём определённого
закрепления свариваемых элементов.
Предварительно
создаёт деформацию со знаком обратно
ожидаемым, путём определённого
закрепления свариваемых элементов.
6.Интнсивный отвод тепла из зоны сварки. ширину зоны пластич деформации при охлаждении сварного шва и зоны технического влияния. Осуществляется путём сопутствующего охлаждения водой со стороны обратной зоны сварки через медные или стальные подкладки, которые препятствуют прямому контакту воды из сварочной ванны.
7..Проковка металла сварного шва и около шовной зоны. Осуществляется сразу после проведения сварочного процесса пока металл не остыл и имеет t<4000Слибо при температуре менее 150 0C в связи с тем что деаметр от 200-400 резко снижает пластичность материалла. Применяется для изделия с толщиной стенки 20 мм,при многопроходной сварке после каждого прохода молотка или кувалды.Проковка позволяет значительно снизить внутренние остаточные напряжения.