Пример 4.
АКУСТИКО-ЭМИССИОННЫЙ
КОНТРОЛЬ ПРИ ПРОВЕДЕНИИ ДИАГНОСТИКИ НЕФТЕПРОВОДОВ
Обобщен опыт применения акустико-эмиссионного контроля при проведении диагностики технологических и вспомогательных нефтепроводов НПС ОАО «Верхневолжскнефтепровод». Отражены результаты, позволяющие связать параметры источников акустической эмиссии с полученными в результате дополнительного дефектоскопического контроля характеристиками дефектов.
Для диагностики технологических и вспомогательных нефтепроводов НПС в тех местах, где ее невозможно провести с помощью внутритрубных инспекционных приборов (ВИП), в ОАО «Верхневолжскнефтепровод» создана специальная группа, перед которой поставлена задача диагностирования ответственных участков трубопроводов с помощью акустической эмиссии. При производстве работ она использует акустико-эмиссионный комплекс.
За двухлетний период акустико-эмиссионная диагностика проводилась на технологических нефтепроводах 15 НПС дочернего общества.
Список нормативных документов, регламентирующих проведение контроля, включал:
правила безопасности ПБ 03-593-03 «Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов»;
руководящий документ РД 153-39.4Р-145-03 «Методика оценки технического состояния, аттестации технологических и вспомогательных нефтепроводов НПС МН и прогнозирования безопасного срока их эксплуатации»;
руководящий документ РД 16.01-60.30.00-КТН-085-1-05 «Правила технической диагностики нефтепроводов при приемке после строительства и в процессе эксплуатации».
Перед проведением диагностики проводился контроль работоспособности аппаратуры с помощью процедуры калибровки, определялись акустические параметры объектов контроля и характеристики сигналов акустической эмиссии (АЭ) - для более точного определения координат источников АЭ. Благодаря калибровке точность локации источников АЭ достигала 5 % от расстояния между датчиками. При съеме информации использовался метод линейной локации.
Испытываемый нефтепровод вскрывался в шурфах, расстояние между которыми составляло от 60 до 80 м. По верхней образующей трубы осуществлялась зачистка металла и установка АЭ датчиков. Максимально за одно нагружение испытывалось до 600 м трубопровода.
Перед проведением экспериментов задвижки, участвующие в испытаниях, проходили специальную обработку (промывку) и проверку на герметичность. На рисунок 1 показан график нагружения участка нефтепровода. На нем введены следующие обозначения:
 -
рабочее давление диагностируемого
нефтепровода;
-
рабочее давление диагностируемого
нефтепровода;Т - время выдержки при испытательном давлении (составляет 10 мин).
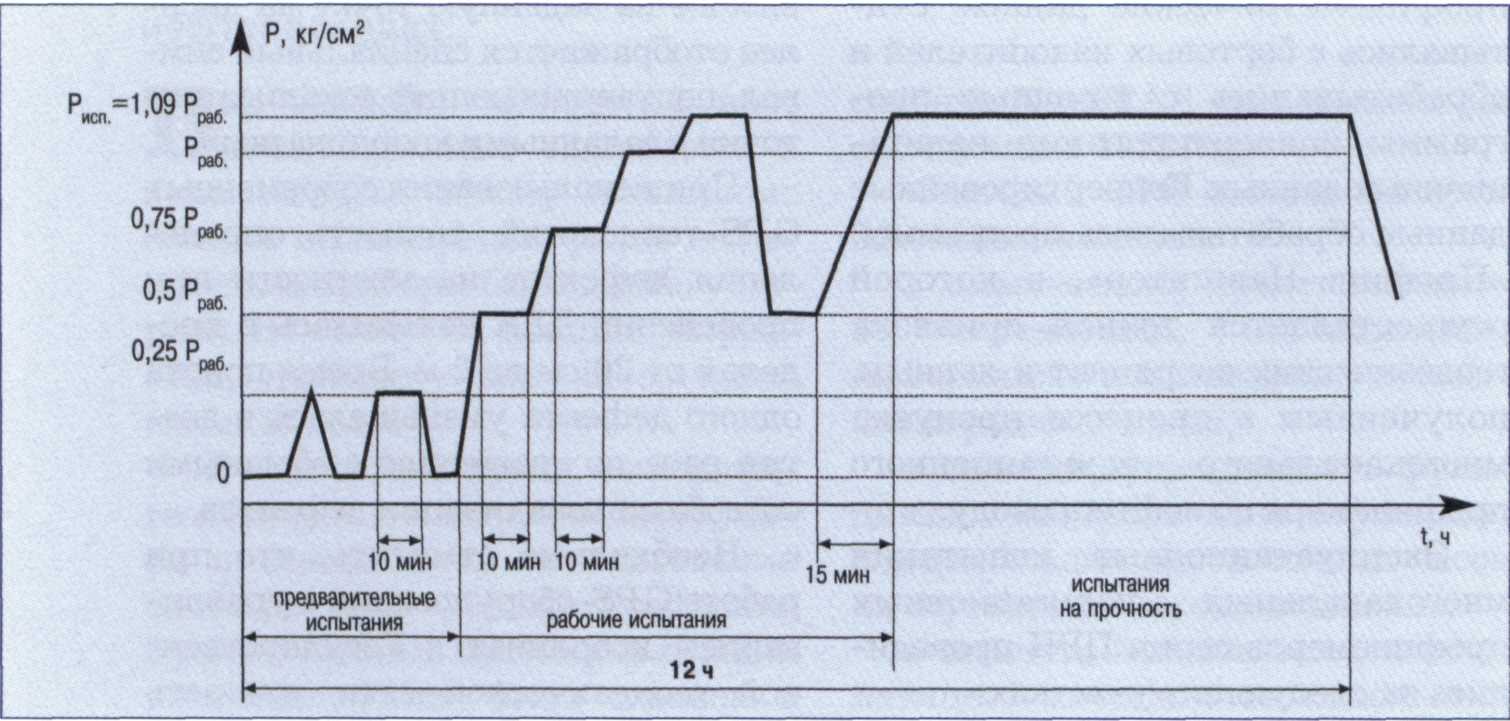
Рисунок
1. График
нагружения технологических и
вспомогательных нефтепроводов НПС
(функция давления от времени
![]() )
)
В процессе нагружений экспресс-оценка наличия развивающегося дефекта проводилась по амплитудному критерию, заложенному в программном обеспечении комплекса. При выявлении критически активного источника в процессе нагружения нагнетание давления в трубопровод прекращалось, проводилась локация источника АЭ, вскрытие нефтепровода, проведение дополнительного дефектоскопического контроля (ДДК).
После устранения обнаруженного по результатам ДДК дефекта испытания продолжались с выходом на максимальное испытательное давление. В табл. 1 представлены данные по зарегистрированным параметрам АЭ и дефектам, выявленным после проведения ДДК.
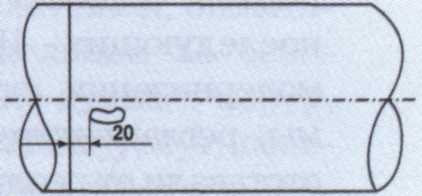
Как следует из этой таблицы, в процессе экспериментов выявлено шесть дефектов, из них один являлся источником третьего класса, остальные пять - второго класса. Все обнаруженные дефекты принадлежат к дефектам первоочередного ремонта (ПОР). К трещиноподобным дефектам можно отнести дефекты № 1, 2, 3, 5; к коррозионным дефектам - № 4 и 6.
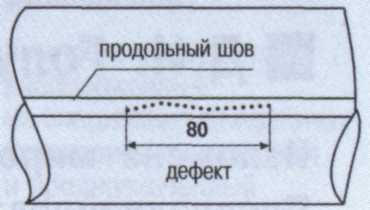
Ультразвуковой и капиллярный контроль зон дефектов позволил выявить, что дефекты типа трещин (№ 1 и 3) характеризуются острыми концами кромок и расположены вдоль продольных сварных швов. По сигналам АЭ для них характерны высокие значения амплитуд при относительно небольших значениях нагрузок в трубопроводе.
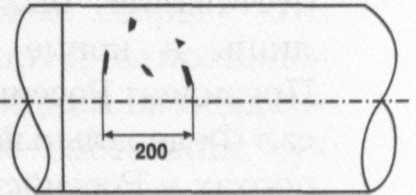
Дефекты № 2 и 5 принадлежат к менее развитым трещиноподобным дефектам, которые характеризуются значительными областями концентраций напряжений по их краям. По сигналам АЭ для них также характерны высокие значения амплитуд, но уже при более высоких значениях нагрузки в нефтепроводе по сравнению с дефектами № 1 и 3.
Наибольший интерес представляют дефекты № 4 и 6, несмотря на схожесть их акустических параметров с параметрами дефектов № 2 и 5. Они представляют собой не трещиноподобные дефекты, а дефекты с внешними коррозионными потерями металла без развитых микро- и макротрещин. Данный факт схожести параметров амплитуд коррозионных и трещиноподобных дефектов труднообъясним.
Следует отметить, что основной трудностью в проведении диагностики АЭ-методом на территориях НПС являются помехи, наводимые работающими механизмами, негерметичностью запорной арматуры, пассивными помехами от погодных условий.
Проведенные предварительные эксперименты по герметизации мест контроля в сочетании с обоснованным выбором уровня амплитудной дискриминации аппаратуры позволили минимизировать воздействие вышеназванных факторов на результат контроля.
Так, в экспериментах было выявлено, что паразитные шумы, вызванные негерметичностью затвора у клиновых задвижек, устраняются вводом частотной фильтрации. Чаще всего для этого достаточно было установить пороговое значение фильтра низкой частоты ФНЧ в 100 кГц.
Для шиберных задвижек в случае подавления паразитных шумов можно использовать пороговое значение в 150 кГц. Однако, используя частотную фильтрацию, есть вероятность пропуска развивающихся трещин, причем имеющих значительное развитие по длине, поскольку они проявляются в области низких частот. В связи с этим при подготовке участка нефтепровода к диагностике особые требования должны быть предъявлены к герметичности задвижек
Опыт применения АЭ-контроля позволяет сделать вывод, что описанные технологии с успехом выявляют развивающиеся дефекты типа ПОР, в том числе и коррозионного происхождения.
Таблица 1 - Данные по зарегистрированным параметрам АЭ и дефекты выявленные после проведения ДДК
№ |
Тип дефекта |
Класс источника АЭ |
Параметры зарегистрированных АЭ |
Макси-мальное давление нагрух- жения кг/см2 |
Эскиз дефекта |
|||
Амплитуда, дБ |
Длительность, мкс |
Время нарастания, мкс |
Давление, на котором выявился дефект, кг/см2 |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
1 |
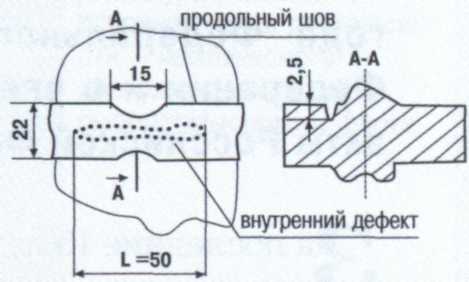
Недопустимый внутренний дефект корня продольного шва (плоскостной дефект в корне шва, S„ =1,53 мм2) |
III |
До 94 |
6821449 |
7092 |
35 |
55 |
|
2 |
Подрез на продольном шве + недопустимый дефект продольного шва Ес(50) - 7,5 - Н (плоскостной дефект в заполнении шва, SЭКВ до 2,5 мм2) |
II |
До 66 |
191705 |
311 |
55 |
68 |
|
3 |
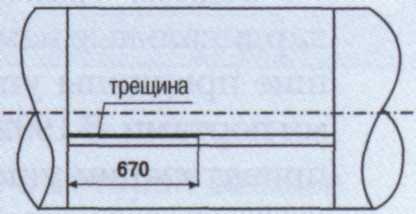
Трещина вдоль продольного шва (в зоне подрезов) |
II |
До 55 |
32169 |
21818 |
Сброс с 31,8 до 19,5 |
31,8 |
|
4 |
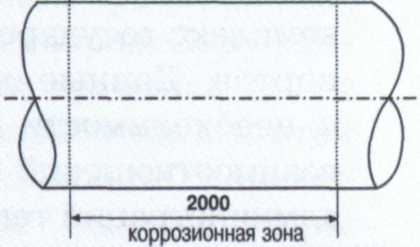
Зона со сплошной язвенной коррозией, глубина язв до 0,3 мм |
II |
До 56 |
2283 |
239 |
До 55 |
55 |
|
5 |
Расслоение с ВНП, СВШ |
II |
До 84 |
24803 |
12684 |
50,8 |
50,8 |
|
6 |
Участок с внешними потерями металла |
II |
До 60 |
2992 |
1239 |
От 56,3 до 63 |
68 |
|