

-
Ф
 ЕДЕРАЛЬНОЕ
АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ЕДЕРАЛЬНОЕ
АГЕНТСТВО ПО ОБРАЗОВАНИЮБрянский государственный технический университет
УТВЕРЖДАЮ
Ректор университета
____________ А.В. Лагерев
«___» ____________ 2009 г.
ТЕОРИЯ ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТОВ
ПРОЕКТИРОВАНИЕ ИНСТРУМЕНТОВ
Проектирование чистовых червячных зуборезных фрез
Методические указания
к выполнению практической работы №4
для студентов очной формы обучения специальностей
151003 «Металлообрабатывающие станки и комплексы»
и 151003 «Инструментальные системы машиностроительных производств»
Брянск 2009
УДК 621.914.6: 006.354
Теория
проектирования инструментов.
Проектирование инструментов. Проектирование
чистовых червячных зуборезных фрез:
методические указания к выполнению
практической работы №4 для студентов
очной формы обучения специальности
151002 - «Металлообрабатывающие станки и
комплексы» и 151003 - «Инструментальные
системы машиностроительных производств».
- Брянск: БГТУ, 2009. - 22 с.
Разработал
А.Е. Стешков
канд. техн. наук, проф.
Рекомендовано кафедрой «Металлорежущие станки и инструменты» УНТИ БГТУ (протокол № 9 от 29 апреля 2009г.).
.
Введение
Переоснащение машиностроительного производства новым оборудованием и соответствующей ему инструментальной оснасткой является главнейшей задачей сегодняшнего дня для нашей страны. Это требует от специалистов высокого уровня подготовки в данной области, основанной на современных методических подходах, учитывающих как мировые, так и отечественные научные и производственные достижения. Комплекс практических работ по дисциплинам «Проектирование инструментов» и «Теория проектирования инструментов» ставит задачей дать студентам знания в области проектирования современных конструкций режущих инструментов, обеспечивающих высокую производительность обработки и качество продукции.
Цель и задачи работы
Цель работы - закрепление теоретических знаний, полученных при изучении дисциплин «Проектирование инструментов» и «Теория проектирования инструментов» и приобретение практических навыков в области проектирования сложных инструментов на примере чистовых червячных зуборезных фрез.
Задачи работы:
Спроектировать чистовую червячную зуборезную фрезу для заданных условий обработки.
Разработать эскиз червячной фрезы.
Знания, полученные студентами в данной работе, необходимы в дальнейшем для выполнения курсового проекта по этой дисциплине.
Продолжительность работы - 3 часа. Самостоятельная подготовка к работе - 2 часа.
Пояснения к работе
Червячная зуборезная фреза - это обкаточный многолезвийный инструмент, применяемый для обработки прямозубых и косозубых цилиндрических зубчатых колес. Существуют червячные фрезы для обработки червячных колес.
ГОСТ 9324-80 на червячные чистовые фрезы для обработки цилиндрических зубчатых колес с эвольвентным профилем предусматривает следующие типы фрез:
Тип 1 - цельные прецизионные фрезы модулем 1-10мм классов точности ААА и АА;
Тип 2 - цельные фрезы модулем 1-10 мм классов точности А, В, С, D и класса точности АА (для экспортных поставок); - модулей 11-14 мм классов точности АА, А, В, С, D; модулей 16-20 мм классов точности АА, А.
Тип 3 - сборные фрезы модулей 8-25 мм классов точности А,В,С,D.
Фрезы типа 2 модулем 1-10 мм изготовляются двух исполнений по длине: исполнение 1 - нормальной длины; исполнение 2 - увеличенной длины. Фрезы типа 3 модулей 10-25 мм изготовляются двух исполнений по габаритным размерам: исполнение 1 - нормальных габаритов; исполнение 2 - уменьшенных габаритов.
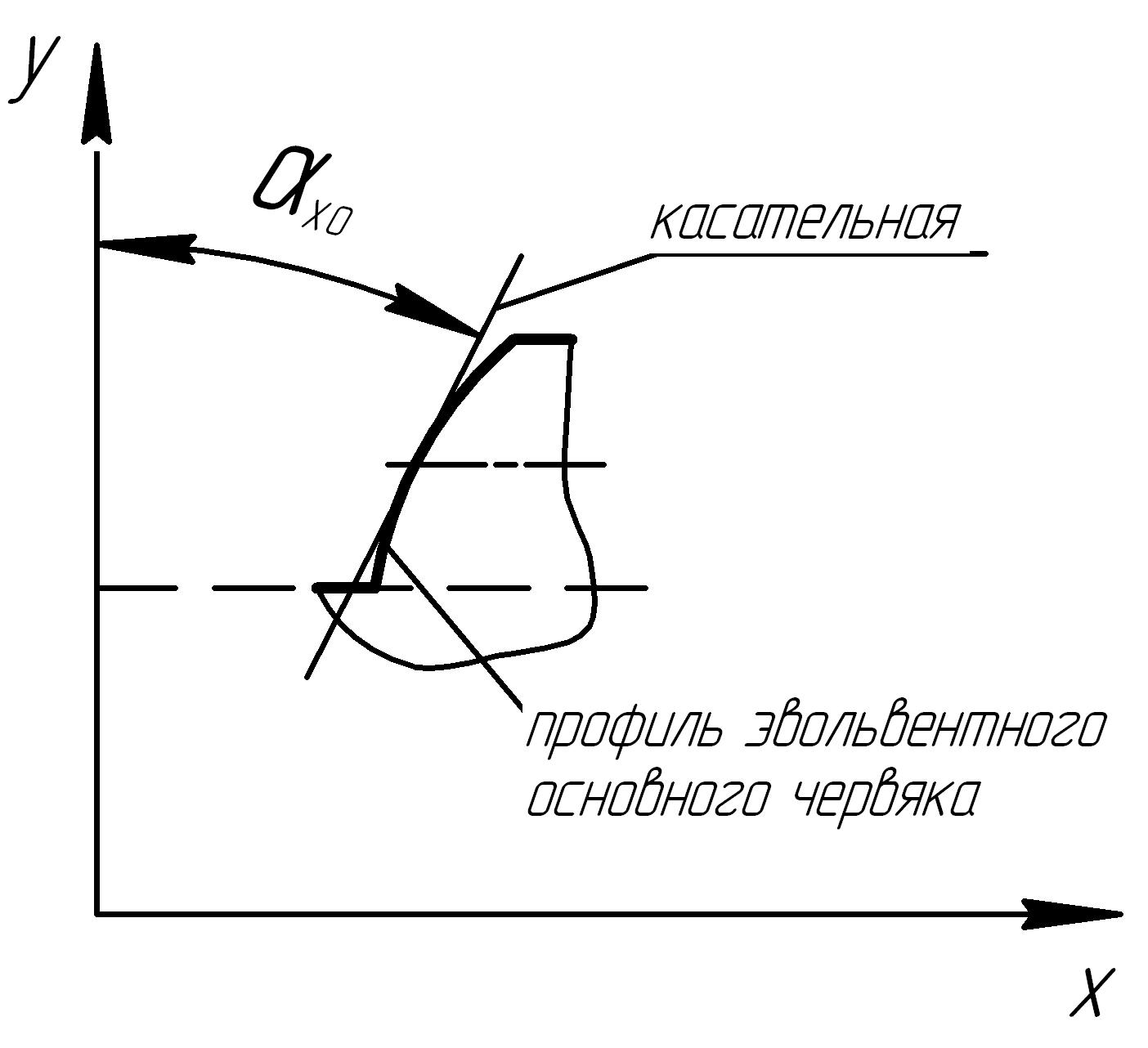
Режущие кромки зубьев чистовой червячной фрезы должны располагаться на винтовой поверхности однозаходного основного (исходного) червяка. Эта винтовая поверхность является исходной инструментальной поверхностью (ИП) для червячной фрезы. Она является сопряженной с поверхностями зубьев исходной рейки и обрабатываемого колеса. Теоретически такое сопряжение обеспечивается только при использовании в качестве основного эвольвентного червяка при профилировании чистовых червячных фрез. Однако такая фреза сложнее в изготовлении и обеспечивает высокую точность профиля только до первой переточки. После переточки точность фрез резко падает из-за уменьшения диаметральных размеров. Поэтому на практике получили распространение червячные чистовые фрезы, у которых в качестве основного червяка использован архимедов червяк, эквивалентный (близкий) по точности к эвольвентному. Архимедов червяк имеет прямолинейную образующую профиля витка в осевом сечении. Такие фрезы более технологичны и до модуля 10-12 мм обеспечивают точность профиля нарезаемых зубьев до 6-й степени. Для них при проектировании на первом этапе находят габаритные размеры исходного червяка и рассчитывают профильный угол эквивалентного архимедова червяка (профилирование червяка) по методу хорды или методу касательной. В первом случае криволинейную образующую осевого сечения витка теоретического эвольвентного червяка заменяют хордой, которая и будет образующей линией профиля осевого сечения витка эквивалентного архимедова червяка. Расчет профильного угла архимедова червяка в этом случае является довольно сложной задачей, поэтому на практике используют метод касательной, при котором образующей линией профиля осевого сечения архимедова червяка является касательная к профилю витка эвольвентного червяка в этом сечении (рис. 1).
Профильный угол эквивалентного архимедова червяка по методу касательной рассчитывают по формуле
![]()
 ,
,
Рис.1.Профилирование эквивалентного архимедова червяка
по методу касательной
где - теоретический угол зацепления пары нарезаемых зубчатых колес;
mo - угол подъема витка основного червяка [1].
Однако этот метод при модуле более 12 мм увеличивает погрешность профиля, которая резко возрастает с увеличением модуля. Поэтому для крупно-модульных фрез его можно использовать, если класс точности проектируемой фрезы B, C или D.
Для более точных фрез (класса точности AA, A) следует отказаться от архимедова червяка, потому что погрешность профиля нарезаемого такой фрезой зуба колеса превышает допуск на точность профиля 7-й степени точности. В этих случаях в качестве эквивалентного червяка целесообразно рекомендовать червяк с криволинейной образующей в осевом сечении витка. Наиболее близкой по точности является образующая в форме параболы, проведенной через три точки профиля витка эвольвентного червяка.
При превращении
ИП в червячную фрезу находят число
зубьев Zо,
форму и размеры стружечной канавки,
величину затылования зубьев в осевом
сечении, размеры зубьев в нормальном
и осевом сечениях витка, профильные
углы левой и правой сторон зуба в осевом
сечении. В конструкции фрезы предусматривают
контрольные буртики для проверки
радиального и торцевого биений фрезы
после изготовления и при установке на
станке. Стружечные
канавки
цельных чистовых червячных фрез, как
правило, винтовые с углом наклона к оси
фрезы
![]() .
У сборных фрез канавки в корпусе
для установки реек прямые, параллельные
оси. Передний угол зубьев равен нулю,
задний 10-12°. Размеры шпоночного паза
выбирают по ГОСТ 9472-83, технические
требования - по ГОСТ 9324-80. Далее для
цельных фрез с винтовыми стружечными
канавками корректируют профильные
углы левой и правой сторон зуба из-за
влияния на них затылования (профилирования
зуба).
.
У сборных фрез канавки в корпусе
для установки реек прямые, параллельные
оси. Передний угол зубьев равен нулю,
задний 10-12°. Размеры шпоночного паза
выбирают по ГОСТ 9472-83, технические
требования - по ГОСТ 9324-80. Далее для
цельных фрез с винтовыми стружечными
канавками корректируют профильные
углы левой и правой сторон зуба из-за
влияния на них затылования (профилирования
зуба).