

Расчет параметров прокатки
Исходная толщина заготовки составляет 140 мм. Конечная толщина полосы должна составить 1,8 мм. Для более эффективного использования средств и экономного расхода электроэнергии прокатку будем осуществлять в два этапа:
со 140 мм до 10 мм горячей прокаткой,
с 10 мм до 1,8 мм холодной прокаткой.
Степень деформации
находим с помощью Microsoft Excel.
![]() .
.
![]()
Оборудование для горячей прокатки имеет диаметр рабочего валка 500 мм.
Параметры для
первого прохода:
![]() ,
,
![]()
![]() ,
,
![]() ,
,
![]() ,
,
 ,
,
Примем
![]() ,
т.к. значение
больше
1. (Если
меньше
1, то
,
т.к. значение
больше
1. (Если
меньше
1, то
![]() ).
).
![]()
Принимаем переднее и заднее натяжение равным 0.

![]()

![]()
![]()
![]()
![]()
![]() МПа
МПа
![]() МПа
МПа
 МПа
МПа
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() MHм
MHм
![]() MH
MH
![]() сек-1.
сек-1.
Расчет в pRoll spy Software
Первый этап прокатки.
Зададим необходимое количество проходов (рис. 6), укажем обжатие на каждом проходе и получим результат (рис. 7). Для удобства просмотра и проверки рассчитанный результат сведен в таблицу (Табл.9).

Рис. 6. Ввод необходимого числа проходов.
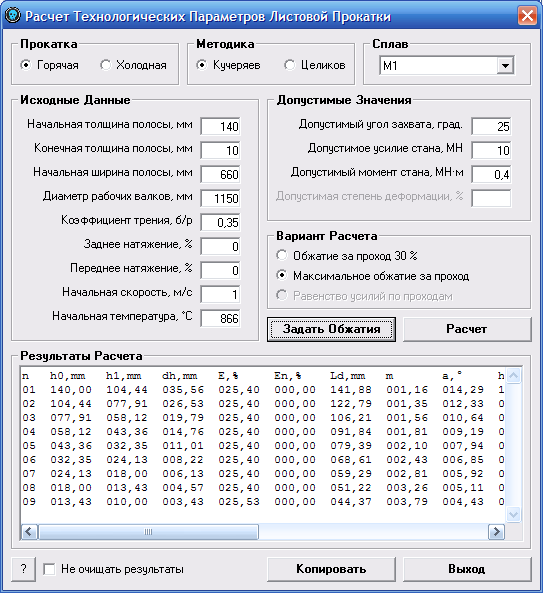
Рис. 7. Результаты после первого этапа прокатки.
Таблица 9. Результаты после первого этапа прокатки.
n |
h0,mm |
h1,mm |
dh,mm |
E,% |
Ld,mm |
a,° |
hn,mm |
P,MH |
M,MH·m |
T,°C |
b1,mm |
1 |
140,00 |
104,44 |
35,56 |
25,40 |
141,88 |
14,29 |
113,79 |
6,51 |
0,48 |
861,78 |
665,04 |
2 |
104,44 |
77,91 |
26,53 |
25,40 |
122,79 |
12,33 |
085,83 |
5,91 |
0,41 |
856,24 |
671,67 |
3 |
77,91 |
58,12 |
19,79 |
25,40 |
106,21 |
10,64 |
064,61 |
5,42 |
0,36 |
848,99 |
676,84 |
4 |
58,12 |
43,36 |
14,76 |
25,40 |
91,84 |
9,19 |
048,56 |
5,02 |
0,32 |
839,61 |
681,53 |
5 |
43,36 |
32,35 |
11,01 |
25,40 |
79,39 |
7,94 |
036,45 |
4,72 |
0,29 |
827,57 |
685,75 |
6 |
32,35 |
24,13 |
8,22 |
25,40 |
68,61 |
6,85 |
027,33 |
4,51 |
0,26 |
812,35 |
689,53 |
7 |
24,13 |
18,00 |
6,13 |
25,40 |
59,29 |
5,92 |
020,47 |
4,39 |
0,25 |
793,40 |
692,88 |
8 |
18,00 |
13,43 |
4,57 |
25,40 |
51,22 |
5,11 |
015,33 |
4,37 |
0,23 |
770,28 |
695,84 |
9 |
13,43 |
10,00 |
3,43 |
25,53 |
44,37 |
4,43 |
011,46 |
4,50 |
0,23 |
742,76 |
698,47 |
Второй этап прокатки.
Зададим необходимое количество проходов (5 проходов), укажем обжатие на каждом проходе и получим результат (рис. 8). Для удобства просмотра и проверки рассчитанный результат сведен в таблицу (Табл.10).
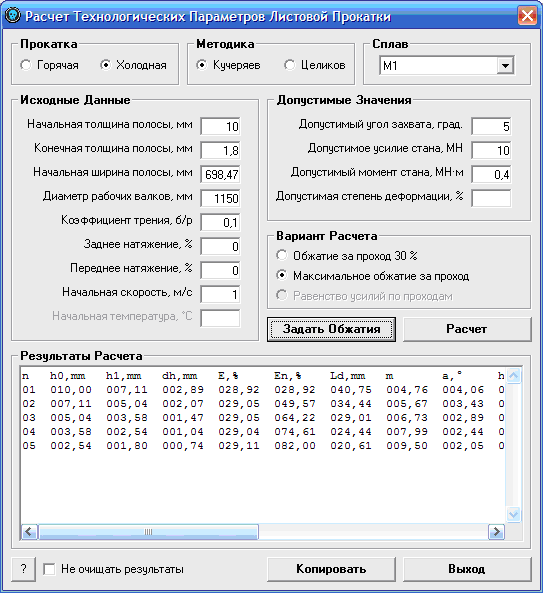
Рис. 8. Результаты после второго этапа прокатки.
Таблица 10. Результаты после второго этапа прокатки.
n |
h0,mm |
h1,mm |
dh,mm |
E,% |
Ld,mm |
a,° |
hn,mm |
P,MH |
M,MH |
T,°C |
b1,mm |
1 |
10,00 |
7,11 |
2,89 |
28,92 |
40,75 |
4,06 |
8,15 |
7,35 |
0,21 |
0 |
699,01 |
2 |
7,11 |
5,04 |
2,07 |
29,05 |
34,44 |
3,43 |
5,83 |
14,66 |
0,41 |
0 |
699,51 |
3 |
5,04 |
3,58 |
1,47 |
29,05 |
29,01 |
2,89 |
4,17 |
15,53 |
0,42 |
0 |
699,95 |
4 |
3,58 |
2,54 |
1,04 |
29,04 |
24,44 |
2,44 |
2,97 |
15,77 |
0,41 |
0 |
700,35 |
5 |
2,54 |
1,80 |
0,74 |
29,11 |
20,61 |
2,05 |
2,12 |
16,57 |
0,41 |
0 |
700,70 |