

2 Модуль бойынша бақылау жүргізуге арналған сұрақтар
Ұсақтауға арналған машиналардың классификациясы.
Беттік ұсақтағыштардың жұмыс істеу принціпі, қондырғыны таңдау.
Белдік ұсақтағыштардың жұмыс істеу принціпі, қондырғыны таңдау.
Шар тәрізді барабанды диірмендердің классификациясы.
Шар тәрізді барабанды диірмендердің жұмыс істеу принціпі, қондырғыны таңдау.
Іріктеу үрдісінің негізі және тағайындалуы.
Тарсылдаудың түрлері, тарсылдауды таңдау.
Цех ішіндегі көлік.
Пневмокөлікті орнату.
Қыру тасымалдағыштарын тағайындау,жұмыс істеу принціпі, қондырғыны таңдау.
Ожаулы элеваторларды тағайындау, жұмыс істеу принціпі, қондырғыны таңдау.
Ленталы конвейерлерді тағайындау, жұмыс істеу принціпі, қондырғыны таңдау.
Сұйық ортаны араластыруға арналған насостар. Тағайындалуы, түрлері және жұмыс принципі.
Реакторлардың классификациясы, тағайындалуы және жұмыс принципі.
Газ-қатты жүйесіндегі реакторлар: классификациясы, тағайындалуы, жұмыс принципі.
Жанасу аппараттардың тағайындалуы, жұмыс істеу принципі, түрлері.
Шаң ұстағыш аппараттардың түрлері, шаң ұстаудың әдістері.
Газдарды тазалауға арналған аппараттар, жұмыс істеу принципі
Аралық аттестацияға арналған сұрақтар
Жобалау құжаттың құрамы.
Құрылысқа арнайы алаңды таңдау.
Жобалауға тапсырманың құрамы.
Қазіргі уақыттағы өнеркәсіп кәсіп орындардың құрамы мен құрылымы.
Өнеркәсіптік алаңды таңдау алдындағы жұмыс.
Аппараттуралы-технологиялық сұлбаларды жүзеге асыру кезіндегі қарастырылатын сұрақтар.
Өндірістік және қосымша цехтарды негізгі ғимарат түрлері.
Құрылыстық бөлікті жобалаудың нормативтік құжаты.
Жылытылатын және жылытылмайтын бөлімшелер.
Ұсақтағыштар, жұмыс істеу принціпі және ұсақтау ірілігі бойынша оларды ажырату.
Конусты ұсақтағыштардың түрлері және сипаттамасы.
Құбырлы арматура.
Өндірістегі көліктердің міндеттері.
Сұйық-қатты жүйелерін ажырату, қолданылатын қондырғы
1.9 Курстың саясаты мен процедурасы оқытушылардың студенттерден міндетті түрде сабаққа қатысуын, барлық бақылау түрі бойынша уақытында есеп беру, сабаққа қатыспаған күндерін қайта тапсыру тәртібін талап етуден тұрады.
2 Негізгі таратылатын материалдар мазмұны
2.1 Курстың тақырыптық жоспары. Курстың тақырыптық жоспары
2.2 Дәрістік сабақтардың конспектісі
1 – дәріс. Зауыттарды жобалаудың жалпы принціптері.
Жобалаудың әдістемесі. Қазіргі уақыттағы өнеркәсіптік кәсіпорын өзіндік бір күрделі ұйымды құрайды. Оның құрылымы тікелей белгіленген технологиялық үрдістердің сипатына, өнімнің көлеміне, сонымен қатар өндірілетін жартылай дайын өнім мен өнімнің ассортиментіне және сапасына байланысты болып келеді.
Осыған сәйкес зауытты жобалау кезінде экономикалық, техникалық және ұйымдық міндеттер шешіледі. Әр техникалық шешім белгілі бір ұйымдық қалыпта экономикалық тұрақталған және орындалған болуы керек. Сондықтан да бұл үш міндеттер бірге немесе параллель шешілуі керек.
Экономикалық міндеттерге жататындар: кәсіпорынның өндірістік программасын, өнімнің сапасы мен ассортиментін, оның өзіндік құнын орнату; шикізатпен, материалмен, жартылай дайын өніммен, отынмен, электрэнергиясымен, сумен қамтамасыз ететін көздерді анықтау; кәсіп орынның географиялық орналасуын таңдау және анықтау; қажетті негізгі және айналмалы қаражат пен шығындардың тиімділігін анықтау; аралас өндірістермен біргу сұрағын шешу; тұрғылықты және әлеуметтік-тұрмыстық құрылыстағы сұраныс сұрақтарын анықтау және т.б.
Техникалық міндеттерге кіретіндер: шикізат пен жартылай дайын өнімді қайта өңдеудің технологиялық үрдістерін жобалау; негізгі және қосымша қондырғылардың санын есептеу; шикізаттың, материалдардың және отынның қажетті мөлшерін анықтау; көлік, байланыс, жарықтандыру, жылыту, ауаны айдау, сумен жабдықтау және канал жүргізу сұрақтарын іске асыру; технологиялық үрдісті жүргізу үшін қажетті жұмыскерлер санын анықтау; пайдаланылатын өндірістік алаңдарды есептеу, цехтарды, қосымша ғимараттарды жоспарлау және олардың қатынасы; негізгі жоспарды іске асыру; цехтардың ішін жоспарлау және олардың өлшемдерін анықтау, ғимараттардың түрлерін және пішіндерін таңдау; техника және өрт қауіпсіздігі бойынша шараларды жүзеге асыру.
Ұйымдық міндеттерге жататындар: зауытпен, оның бөлімдері мен цехтарын, басқару құрылымын іске асыру; қызметкерлер арасында функцияларды үлестіру, еңбекті ұйымдастыру, техникалық бақылау, кадрларды дайындау, жұмыскерлерге қызмет көрсету және зауыттардың барлық бөлімдерінде ең өнімді жұмысты қамтамасыз ететін шарттарды жасау бойынша сұрақтарды шешу.
Әдетте бұл міндеттер екі кезеңде шешіледі.
Бірінші кезеңде жобалау алдындағы жұмыстар жүргізіледі, олар – жобаны орындауға қажетті бастапқы мәліметтерді жинау және өнімнің берілген сапасы мен ассортиментін алу үшін, оны көзделген әдіспен өңдейтін және шикізаттың жарамдылығын анықтайтын қажетті зерттеулерді жүргізу.
Екінші кезеңде жобаны іске асыру жүргізіледі, ол жобалауға тапсырманың негізінде жүзеге асырылады. Әдетте мұндай тапсырма берілген өнеркәсіп саласының болашақ жоспары негізінде жоспарыланатын немесе жүргізілетін сатымен дайындалады.
Жобалауға тапсырманың құрамында мыналар болуы керек:
1)құрылыстың аймағын немесе пунктін көрсету;
2)өнімнің сипаттамасы
3)өнімнің негізгі түрлері бойынша кәсіп орынның табиғи білдірілетін өнімділігі
4)негізгі технологиялық қондырғы бойынша мәліметтер
5)кәсіп орынды шикізатпен, отынмен, электрэнергиясымен және сумен қамтамасыздандыру көздерінің сипаттамасы, өндірістік байланыстың болуы.
6)құрылыстың ұзақтылығы және кәсіп орынның жеке бөліктерді әрекетке енгізу кезектілігі.
жоғарыда көрсетілгеннен басқа, жобалауды іске асыру үшін, зауытты салудың орнына жататын, келесі құжаттар мен мәліметтер қажет:
1:10000 кем емес масштабта аймақтың жағдайлық жоспары. Оған болашақта өнеркәсіптік кәсіп орынның құрылысы болатын аймақтағы бар байланыс жолдарын (су, темір және тас жол), магистральдерді (электрлі, жылуфикационды, газқұбырлы, суқұбырлы, канализационды,байланысты), мәдени-тұрмыстық мекемелерді және тұрғылықты ауылдарды енгізу керек;
зауыттың құрылысы үшін, 0,5-1,0 м сайын көлбеулермен 1:1000 кем емес масштабта көзделген жердің жоспары;
құрылыс салынатын жерді сипаттайтын мәліметтер, атап айтқанда: оның өлшемдері, жердің бедері, оның қиыстырылатын грунттарының сипаты, өзендердің құйылуынан тасқынның мүмкіншілігі, жердегі грунттық сулардың болуы және тереңдігі, грунттардың салқындау тереңдігі, желдердің бағыты мен күші, құрылыс жүргізілетін аймақтың климаттық жағдайлары туралы мәліметтер;
шикізаттық, энергетикалық және отындық база туралы, су және жылу жабдықтыру, канал жүргізу көздері туралы, өндірістік және шаруашылық су ағындарын жіберу туралы мәліметтер;
байланыс жолдары туралы – сулы, темір және тас жолдары; зауыт аймағына теміржол тармағын енгізу мүмкіншілігі туралы және темірлі-жолдың магистральді темір жолымен қосылу нүктесін көліктік мекемелермен келісуі туралы мәліметтер;
жақын жердегі тұрғылықты жерлер мен тұрмыстық қор мүмкіндігі туралы мәліметтер;
жергілікті құрылыс материалдар туралы мәліметтер;
жұмыс күшінің болуы туралы мәліметтер;
жақын маңдағы өнеркәсіптік кәсіп орындар туралы мәліметтер, олармен шикізатпен, электрэнергиясымен, газбен, сумен қамтамасыз ету бойынша, жер асты теміржолдарымен, көмекші бөлімшелердің, тұрғылықты ауылдардың ортақ құрылысы және т.б. бойынша бірігуі болуы мүмкін.
Бұл мәліметтердің барлығы арнайы іздеуші партиялармен жиналады. Дайындық немесе жобалау алдындағы жұмыс кезеңдері, әдетте, зауыт құрылысы үшін алаңды таңдаумен және бөлінуімен аяқталады. Ескеретін жайт, жергілікті минералды шикізатын пайдаланатын өнеркәсіптік кәсіп орындардың жобалау алдындағы жұмыс кезеңі, берілген өнімнің ассортиментің өндіру үшін, шикізат базасы бойынша оның жарамдылығын анықтау мақсатымен қажетті зерттеу кешенімен толықтырылады.
Сәйкесінше жоспарланатын ұйыммен бекітілген жобалауға тапсырманың, сонымен қатар жобалау алдындағы жұмыс негізінде кәсіп орынды жобалау басталады.
Типтік жобаларды және шешімдерді немесе оң техника-экономикалық баға алған, бұрын жобаланған ұқсас кәсіп орынның жобасын қайта пайдалану мүмкіндігі кезінде жобалау екі сатыда жүргізіледі:
сметті-қаржылықты жобалық тапсырма;
жұмыстық сызбалар.
Жаңа алғаш бейімделетін технологиялық үрдістермен немесе экспериментті үрдістермен кәсіп орындарын жобалау кезінде, жобалау үш сатыда жүргізіледі:
сметті-қаржылықты жобалық тапсырма;
бас сметалы техникалық проект;
жұмыстық сызбалар.
Әр жеке жағдайда жобалаудың сатылар саны жобалау тапсырмасымен орнатылады.
Объектіні немесе оның бөлігін (цехты, бөлімшені және т.б.) жобалау, жобаның барлық құрамдас бөліктерін – технологиялық, құрылыстық, энергетикалық, көліктік, санитарлы-техникалық және экономикалық - өзара үйлестіру кезінде орындалады.
Жобалаудың (жобалық тапсырма) бірінші сатысы берілген жерде және көзделген мерзімде, жүргізілген экономикалық және техникалық зерттеулер негізінде, техникалық мүмкіндікті және көзделген өнімділікті ұйғарылған объектінің құрылыстың экономикалық тиімділігін орнату керек.
Жобалық тапсырманы құрастыруы бойынша, жұмыс кешеніне қажетті зерттеулерді және іздеулерді орындау, алаңды таңдау кіреді. Жобалық тапсырмада алаңды, шикізат базаларын, электрэнергиясымен, отынмен және сумен жабдықтау көздерін таңдау дұрыстығы дәйектелген болуы керек, сонымен қатар зауыттың бас жоспары жүргізілуі керек.
Жобалық тапсырмадағы үлкейтілген өлшеуіштер бойынша есептеулер негізінде объект құрылысының өзіндік құны және оның негізгі техника-экономикалық көрсеткішетрі анықталады.
Өңделген жобалық тапсырма салалық басқармамен қарастырылады, және де бұл кезде белгілі бір маман-эксперттер ортасы тартылады. Қажет болса жобалау тапсырмасына өзгертулер мен толықтырулар енгізіледі.
Жобалау тапсырмасын қарастырған кезде, құрылыстың құнын анықтайтын (еген жобалау екі сатыда жүргізілетін болса), бекітілген сметті-қаржылық есеп негізгі құжат болып табылады. Оның негізінде объект құрылысын қаржыландыру жүргізіледі.
Жобалау үш сатыда жүргізілетін жағдайда, жобаланатын объектінің жобалау тапсырмасында бекітілген негізгі техника-экономикалық көрсеткіштері екінші саты, техникалық жоба, үшін бақылаушы болып табылады.
Техникалық жоба бекітілген жобалау тапсырмасының негізінде, сонымен қатар технологиялық үрдістердің жеге бөліктерін айқындайтын қосымша ізденіс және зерттеу жұмыстары негізінде жүзеге асырылады. Жобалаудың бұл сатысы жобаның технологиялық, құрылыстық, энергетикалық, санитарлы-техникалық, көліктік, экономикалық және ұйымды-техникалық бөліктері бойынша болған сұрақтарға толық кешенді жауап бере алады.
Техникалық жобаның құрамына негізгі және қосымша цехтардың өндірістік үрдістерінің барлық есептеу бөлігі кіреді. Оның негізінде қондырғыны таңдау, оның мөлшерін анықтау және оның дайындалуына тапсырыс берілуі үшін спецификация құрастыру жүргізіледі. Жобада өндірістік цехтарды, негізгі қондырғыларды жоспарлар мен қиықтарға енгізу арқылы, жоспарлау жүргізіледі. Ол жоспарланған технологиялық үрдіс пен таңдап алынған қондырғының техникалық сипаттамасы жайлы толық мағлұмат береді. Арнайы тағайындалған (энергетикалық, сантехникалық және т.б.) қосымша құрылыстар, осы құрылыстарға арналған негізгі қондырғыларға тапсырыс бере алатын көлемде жүзеге асырылады
Техникалық жоба, оның негізінде жоспарланған кәсіп орын құрылысының басты баға сметасы құрылатын және оның соңғы техника-экономикалық көрсеткіштері анықталатын құжат болып табылады.
Жұмыстық сызбалар жобалаудың соңғы сатысы болып табылады және бекітілген жобалау тапсырмасының немесе техникалық жобаның негізінде жүзеге асырылады. Оның құрамына біржолғы және бөлікті сызбалар мен есептеулер кіреді, оның негізінде зауыт құрылысы жүргізіледі. Оған жататындар:
1) жалпы құрылыстық сызбалар, қондырғыларды орнату үшін арнайы құрылыстардың сызбасы (фундаменттер, каналдар, үңгірлер, арнайы қазықтар, қызмет көрсететің алаңдар және т.б.), қондырғыларды орнатылу сызбалары, стандартты емес қондырғылардың сызбалары, жер асты коммуникациялардың сызбалары, конструкциялардың сызбалары және ғимараттардың (бункерлердің, резервуарлардың, бу құбырлардың, пеш камераларының және т.б.) жеке түйіндерінің сызбалары;
2) энергетикалық, санитарлы-техникалық, технологиялық құбыр және т.б. торларын құрастыру үшін сызбалар; біржола жүзеге асырылған кәсіп орынның негізгі бас жоспары және кәсіп орыннан бөлек орналасқан арнайы құрылыстарды орналастыру үшін бас жоспары; өртке қарсы және қауіпсіз техникасы бойынша шаралар анығырақ өңделген сызбалар.
Жобалаудың әр сатысында жобалау материалдардың көлемі мен құрамы арнайы нұсқаулармен белгіленген.
Кәсіпорынды кешенді жобалау кезінде жобаның техникалық бөлігін орындайтыны жүргізуші жобалау ұйымы болып табылады, өйткені кез келген жобалау сатысының негізі технологиялық үрдістер болып табылады. Соңғылары қондырғының түрі мен мөлшерін, қажетті материалдардың, отындардың, энергиялардың барлық түрлерінің мөлшерін, жұмыскерлердің санын, керекті аудандар, ғимараттардың түрлері мен өлшемдерін, арнайы құрылыстардың сипаты мен мөлшерін анықтауға мүмкіндік беретіндей толық жүзеге асырылуы керек.
Технологиялық үрдістерді жүзеге асыру кезінде болатын қателіктер немесе кемістіктер жобаның қалған бөлігінің қате шешілуіне әкеп соғады. Бұл, құрылыстың жалпы техника-экономикалық тиімділігіне және кәсіп орынның болашақтағы жұмысына кесірін тигізеді.
Зауыт құрылысы үшін алаңды таңдау.
Өнеркәсіптік алаңды таңдау алдында берілген ауданда шикізат базаларының және одан отын, энергетикалық және су ресурстарының, жергілікті құрылыс материалдардың қашықтығы және еңбек резервтарының болуын ескере отырып зауыт құрылысының техника-экономикалық дәйектемелер жұмыстарын жүргізу керек. Зауыт құрылысы үшін пункт бекітілгеннен кейін, таңдалған жер көлемінде жерді таңдау жүргізіледі.
Зауыт пен ауылға арналған жерді таңдау жобалау жұмысының жалпы кешеніне кіреді және жобалау тапсырмасымен бірге бекітіледі.
Шикізатты тасымалдауға кететін шығындарды төмендету үшін зауыт құрылысына арналған алаң шикізат базаларының немесе қалдықтарын шикізат материалы ретінде қолдануға болатын кәсіп орынның маңайында орналасуы қажет. Сонымен қатар, оны ірі елді мекеннің жанына, жергілікті елдерді құрылысқа тарту мақсатымен, орналастыру қажет.
Алаңды таңдаумен қатар көзделген зауытты электрэнергиясымен, сумен жабдықтау туралы, сонымен қатар жер асты темір жолдарын магистраль жолдарымен байланыстыру туралы сұрақтары шешіледі.
Өнеркәсіптік алаңды таңдау кезінде біржола тұрғылықты ауыл құрылысына жер таңдалады немесе, ауылда немесе қалада бар тұрғылықты және керекті әлеуметтік-тұрмыстық қорға жер бөлінеді. Алаңды және оның тұрғылықты қорын таңдау берілген өнеркәсіптік аймақтың бар немесе жобаланатын құрылыстың жоспарымен үйлестіріледі. Бұл кезде жақын кәсіп орындармен өндірістік объекті бөлігі ретінде де (энергожабдықтыру, сужабдықтыру, теміржолдардың, көмекші қызметтердің ортақ көздері), мәдени-тұрмыстық объекті бөлігі ретінде де бірігуі көзделеді. Жоғарыда айтылған шарттардан басқа, алаңды таңдау кезінде келесі жағдайлар ескерілуі керек:
1) зауыт пен ауылдың ортақ орналасуы кезінде болатын желдердің бағытын есепке алуы керек, яғни алаң жел жағынан орналасуы керек;
2) алаңда үлкен көлемді жер жұмыстарын қажет етпейтін, салыстырмалы түрде тегіс бет болуы керек, және де темір жолдарына ыңғайлы подъездер болуы керек;
3) грунттар ғимараттар мен құрылымдардың құрылысында арнайы қымбат тұратын негіздерді қолданылмайтындай жағдайда болуы керек, және онда көшкін болмауы керек;
4) алаң беттік, сел суларымен тасымауы керек, ал грунттық сулардың деңгейі мүмкіндігінше үңгірлердің және т.б. тереңдігінен төмен болуы керек;
5) алаңды таңдау кезінде зауыттың орналасуын мүмкіндігінше жобамен орнатылған көлемде болуын қарастыру керек.
Құрылыс үшін алаңды таңдаған кезінде өнеркәсіптік алаң мен тұрғылықты ауыл немесе аймақ арасында санитарлы-қорғаныс зонасы деп аталатын үзілісті қарастыру керек, бұл зона қоршаған жерлерді түтіннен, газдардан, шаңдардан, ыстардан және шудан сақтайды.
Өнеркәсіптік өндірістердің атмосфераға шығарылатын түтін мен газдардың ұсталу әдісіне, мөлшеріне және шаңдатылғанына байланысты, санитарлы-қорғаныс зонасының ені 2000-нан 50 м-ге дейін орнатылады. Санитарлы-қорғаныс зонасы әдетте көмекші және қызмет көрсетуге тағайындалған (өрт депосы, гараж, қойма, сауда ғимараттары және т.б.) ғимараттарымен салынады және жасылдандырылады.
Зауыттың құрылысы үшін таңдап алынған алаң жоғарыда айтылған талаптарды үнемі қанағаттандырмайды. Әдетте біреуіне қатысты артықшылығы болады да, екіншісіне қатысыты кемшілігі болады. Бұл жағдайда мүмкіндігінше бас жоспардың жалпы шарттарына әсер ететін берілген алаңнын барлық артықшылығын қолданып, ал кемшілігін жойып немесе минимумға апару керек.
Әдебиеттер: 1 нег. [13-53б]; 1 қос. [201-209б].
Бақылау сұрақтары:
Қазіргі уақыттағы өнеркәсіптік өндірістің құрылымы мен құрамы.
Зауытты жобалау кезіндегі шешілетін міндеттер және бұл міндеттерді шешу үшін қажет сатылар.
Жобаны жүзеге асыру үшін қажетті құжаттар мен мәліметтер, жобалаудың сатылары
техникалық жобаның құрамы.
Өнеркәсіптік алаңды таңдау алдыңдағы жұмыстар.
Құрылыс үшін алаңды таңдау кезіндегі ескерілетін жағдайлар.
2 – дәріс. Аппаратуралы-технологиялық сұлбаны жүзеге асыру.
Аппаратуралы-технологиялық сұлбаны жүзеге асыруды екі кезеңге бөлуге болады – технологиялық сұлбаны және аппаратуралық сұлбаны жүзеге асыру. Біріншісі өндіріс тұратын технологиялық үрдістер мен операцияларды анықтайды. Екіншісі үрдісті аппаратуралық үйымдастырылу сұрағын шешеді. Жобалау кезіндегі технологиялық және аппаратуралық сұлбаларды жүзеге асыру үрдістерінің тығыз байланысынан, оларды аппаратуралы-технологиялық сұлбаларды құратын бір үрдіс ретінде қарастыру мүмкіндігі туады.
Аппаратуралы-технологиялық сұлбаны жүзеге асыру кезінде келесі негізгі міндеттер шешіледі:
1) тауар өнімінің берілген шикізаттың керек сапасын алу үшін технологиялық үрдістер мен операциялардың жиынтығын, сонымен қатар олардың өзара байланысын анықтайды;
2) негізгі өндіріс қалдығының барлық түрінің утилизациясы және залалсыздануы үшін, технологиялық үрдістердің жиынтығын, олардың өзара байланысын және негізгі технологиялық сұлбамен байланысын анықтайды;
3) барлық технологиялық операцияларының аппаратуралық ұйымдастырылу принціптерін қабылдайды;
4) технологиялық үрдіс кезінде өндірілетін және өңделетін барлық өнімді тасымалдау сұрағы шешіледі;
5) үрдісті бақылау және басқару сұрақтары шешіледі.
Бұл міндеттер біріктіріліп, ортақ шешіледі. Негізгі өндірістің технологиялық сұлбалары қалдықты залалсызданырумен толық сәйкес келуі мүмкін, және қалдықты залалсыздандыру мәселесі негізгі технологиялық үрдістерді іске асыру кезінде толық шешілуі мүмкін.
Тасымалдау сұрағын шешу үрдіс сұлбаларын жүзеге асыру кезінде басты роль атқаруы мүмкін. Атмосферамен әрекеттесуді болдырмау үшін, сұйық пен газадрды тасымалдау арнайы жасалған, жеткілікті күрделі жүйені талап етеді. Жеңіл тұнатын пульпаны тасымаладау арнайы ұйымдастырылған циркуляциялық жүйені талап етеді.
Үрдіспен басқару жүйесін жүзеге асыру қазіргі уақыттағы үрдістің ажырамас бөлігі болып табылады. Өндіріске қазіргі уақыттағы талап деңгейі кезінде басқару жүйесі тек қана жеке аппаратқа немесе технологиялық түйінге емес, жалпы технологиялық сұлбаның барлығына қолданатындай жүзеге асырылады.
Аппаратуралы-технологиялық сұлбаны жүзеге асыру төрт негізгі кезеңдерден тұрады. Алдымен негізгі шектерін анықтайды. Сосын әр шек бойынша операция жиынтығын анықтайды. Әр операция үшін барлық келіп түсетін және шығатын өнімдерді орнатады. Жобаланатын өндірістің барлық шектері мен операцияларын көлік ағындарымен байланыстыратын сұлбаны құрастырады. Сұлбада өндірілетін материалдар ағынымен байланысты операциялардан басқа, қозғалмалы қондырғылармен байланысты операцялар болуы мүмкін. Осылай өзіндік технологиялық операцияны жүргізгеннен кейін аппарат қондырғыларға немесе тазалау, жуу, құрғату стендтеріне, герметикалыққа тексеріске (бұлар сұлбаға жеке операциялар ретінде кіргізіледі) белгілі бір ретпен тасымалданады.
Технологиялық сұлбаны жүзеге асыруға кіретіндер:
салыстырмалы анализ және өндірістің нақты шарттармен байланысты таңдап алынған әдісінің дәйектемесі;
негізгі және қосымша физика-химиялық үрдістерді анықтау және олардың реттілігі;
технологиялық үрдістердің аппаратуралық ұйымдастырылуы;
шикізатты қабылдау әдістері мен дайын өнімді беру туралы сұрақтарын шешу;
өндіріс қалдықтарын жоюдың әдістері мен жолдарын анықтау;
барлық үздіксіз және мерзімді үрдістердің механизациясы және автоматизациясы;
еңбек қорғау және техника қауіпсіздігін қамтамасыз ету;
өндірісті кеңейтудің болашақ жоспарларын құру;
технологиялық құбырлардың диаметрлерін анықтау және құбырларды таңдау;
құбыр арматурасын таңдау.
Өндірістің технологиялық сұлбасын жүзеге асыру өндіріс әдістерінің анализі мен өндірістің таңдап алынған әдісін тұрақтаумен басталады. Қажетті мәліметтер ТЭО-да және жобалау тапсырмасында болады, бірақ кейбір жағдайларда жобалау кезінде ең тиімді таңдауға тұрақталу мақсатында бірнеше нұсқаны жүзеге асырады. Ол үшін жобалауда қабылданған шешімдердің сенімділігін қамтамасыз ететін толық максималь ақпарат қажет.
Өндіріс әдісін таңдау кезінде болатын қиындықтың бірі - әдісті анықтайтын барлық факторларды бір кезде ескеру қажеттігі және олардың бірігіп әсерлесуі.
Химия-технологиялық үрдіс шикізат пен аралық өнімдерді жаңа зат алу мақсатында химиялық және физикалық әдістерінің қосылып өңделуі болып табылады. Сонымен қатар бұл үрдіске тасымалдау, үю және т.б. сияқты операциялар кіреді.
Сонымен, бір өнімді алудың әдістері бір-бірінен қолданатын шикізаттың түрінен, оны өңдеу әдісімен немесе екеуімен де өзгешеленуі мүмкін. Қалдыққа байланысты келетін болсақ, онда оның мөлшері мен құрамы шикізат пен оны өңдеудің әдісіне байланысты және ол тәуелсіз айнымалы болып табылмайды. Бұдан шығатыны, химиялық өнеркәсіптегі өндіріс әдісін таңдау негізінен шикізатты және оны өңдеудің әдісін таңдауға әкеліп соғады. Ол үшін әр салыстырмалы әдістер бойынша шикізат және оны өңдеудің әдісі туралы ақпарат қажет.
Өңдеу әдісі туралы ең толық және тура ақпаратты игерілген және қалыпты пайдаланылатын өндірістен алуға болады. Бірақ, игерілген өнеркәсіп әдістерін қандай да бір қайтадан өңделетін өндіріс әдісімен үнемі салыстыруды қажет етеді. Бұл жағдайда ақпаратты алу қиындайды, екі немесе көп әдістерді салыстыру үшін қажет мәліметтерді алу одан да қиынырақ соғады. Ұқсасы жоқ қайта өңделетін әдісті анализдеу ең қиын.
Өндіріс әдісін таңдау негізі – шикізатты және оны өңдеудің әдісін таңдау. «Шикізат» термінінде берілген өндірісте қолданылатын шикізат пен қосымша өнімдердің (катализаторлар, абсорбенттер, адсорбенттер, флотореагенттер, еріткіштер) барлық номенклатурасы түсініледі. Шикізат туралы қажетті ақпаратты екі топқа бөлуге болады: бастапқы мәліметтер және есептеулер нәтижесінде алынған мәліметтер. Шикізат туралы бастапқы ақпарат кем дегенде келесі мәліметтерді қамтуы керек: 1) берілген қасиеттері бар дайын өнімді алуға қажетті шикізаттың атауы мен сапасы. Бұл кезде оның өрт және жарылыс кауіптілігіне мұқият көңіл аудару қажет; 2) пайдаланылуға берілетін мезетте, өңделетін өндіріс шикізатпен қамтамасыз етілуі керек; 3) материалдық есептеулерге қажет мәліметтер. Көрсетілген ақпараттардың көздері әдеби, архивтік және эксперименттік мәліметтер болып табылады.
Шикізат туралы барлық мәліметтерді алғаннан кейін, шикізаттың қандай өнімге және қанша мөлшерде айналатынын анықтау қажет.
Өңдеудің әдісі туралы ақпарат екі топқа бөлінеді: бастапқы мәлімет ретінде алынатын ақпарат және есептеулер нәтижесінде алынатын ақпарат.
Өндеудің әдісі туралы бастапқы ақпаратта кем дегенде шикізатты өңдеу туралы мәліметтер (технологиялық үрдістердің негізгі параметрлерін көрсету арқылы), үрдісті орындау үшін негізігі технологиялық қондырғының қысқаша сипаттамасы және өндірістің мүмкін болатын қуаты туралы мәлімет болуы керек.
Технологиялық есептеулер нәтижесінде алынатын ақпаратқа, технологиялық үрдісті іске асыру үшін қажетті қондырғының түрі, өлшемі мен бірлік саны, қондырғыны орналастыру үшін құрылыстың сипаты, өндірісті пайдалану үшін қажетті энергия шығындары мен штат туралы мәліметтер жатады.
Өндіріс әдісін немесе,салыстыруға жататын, бірнеше әдістерін таңдап алғаннан кейін негізгі және қосымша физика-химиялық үрдістерін, механикалық операцияларын, олардың реттілігін және шикізатты соңғы өнімге дейін өңдеудің әрбір сатысындағы режимнің тиімді көрсеткіштерін анықтайды.
Көп жағдайларда технологиялық режимнің нормасы қолданылатын қондырғыға байланысты болады. Сондықтан да осы сатыда алдын ала қондырғыны таңдау керек. Мысалы, қатты және сұйық фазаларын ажырату үшін тұндырғыштарды, гидроциклондарды, фильтрлерді және центрифугаларды қолдануға болады. Қондырғының түріне байланысты сұйықтағы қатты фазаның құрамы мен тұнбаның ылғалдылығы өзгереді.
Өндірістің әр әдісі үшін өндірістің материалдық ағыны мен энергетикалық байланысы сұлбаларын құрастырады ондағы жеке үрдістер (ысыту, еріту, тұндыру, буландыру) және операцияларды (ұсақтау, классификация және т.б.) олардың технологиялық реттілігінде тікбұрыштармен немесе дөңгелектермен белгілейді, ал ағындарды – сызықтармен.
Өндіріс әдісін таңдау кезінде, өнімнің бідей сапасы кезінде аз энергетикалық шығындарды қамтамасыз ететін әдіске артығырақ көңіл бөлу керек. Соңғы кездері аммиақтың, азот және күкірт қышқылдар өндірісінің энерготехнологиялық сұлбалары кең таралған, ондағы экзотермиялық үрдістердің жылуы турбокомпрессорлардың буларын шығару үшін қолданады.
Өндірістің материалдық есептеулері (баланс). Бұл технологиялық үрдістердің әр кезеңіндегі, шикізат бойынша шығын коэффициенттерін анықтау арқылы, кіретін және шығатын өнімнің мөлшерін есептеу және қалдық пен сарқынды су мөлшері мен құрамын есептеу. Ол уақыт бірлігіне (тәулік, сағат және т.б.), шикізат немесе дайын өнім массасы бірлігіне (тонна, килограмм және т.б.) құрылыуы мүмкін. Ең тұрақты өлшем – 100%-ды дайын өнімнің масса бірлігіне құрастырылған материалдық баланс, әмбебап болып табылады.
Материалдық есептеуді масса сақталу заңына негізделіп құрастырады:
∑Gбаст.= ∑Gалын.
Мұндағы ∑Gбаст., ∑Gалын – бастапқы және алынған зат массаларының қосындысы.
Бұдан А және В заты әрекеттескеннен алынатын С және Д заты үшін кез келген технологиялық үрдістің материалдық балансы жалпы түрде келесідей жазылады:
GА + GВ = GС + GД + G’А + G’В + ∆G,
Мұндағы GА,GВ,GС,GД – сәйкесінше зат массалары; G’А,G’В – А және В заттарының реакцияға түспеген массалары; ∆G – шығындар немесе қоспалар.
Материалдық баланстарды шикізат құрамын, негізгі және қосымша реакциялардың жүру дәрежелерін, өндірістің әр сатысындағы шығындарды немесе пайдалы компонентін шығаруын ескеру арқылы есептейді.
Егер балансты массаның бірлігіне (шикізаттың немесе өнімнің) қатысты есептейтін болса, онда баланс нәтижелері бойынша әр аппарат немесе машина арқылы өткен материалды ағындарды (кг/с, т/сағ, м3/с немесе м3/сағ) анықтайды, өйткені бұл өлшемдер келесі аппаратты есептеуге қажет.
Баланстар негізінде бастапқы зат бойынша шығын коэффициенттерін, газ тастандылары, сарқынды су мен өндіріс қалдықтарының мөлшері мен құрамын анықтайды.
Өндірістің жылулық есептеулері. Химиялық үрдісті жүргізу үшін аппаратқа кіргізетін немесе одан шығаратын жылудың мөлшерін жылу балансы арқылы анықтайды. Химиялық үрдістің жылу балансы келесі теңдеумен көрсетіледі:
Q1 + Q2 + Q3 = Q4 + Q5 + Q6,
Мұндағы Q1 – жылутасымалдағыштың аппарат пен өңделінетін затқа беретін жылуы кДж (ккал); Q2 - өңделінетін заттары бар аппаратқа енгізілетін жылу; Q3 – экзотермиялық үрдістің жылу эффектісі; Q4 – реакция өнімдері бар аппараттан шығарылатын жылу; Q5 – аппараттың жеке бөлшектерін жылытуға шығындалған немесе одан суытқыш агенттермен шығарылатын жылу; Q6 – аппараттың қоршаған ортаға жұмсаған жылуы.
Бұдан Q1 = Q4 + Q5 + Q6 - Q2 - Q3 .
Жылу балансын технологиялық режим нормалары мен үрдіске қатысатын заттардың физика-химиялық қасиеттеріне сәйкес есептейді. Жылу балансы негізінде жылутасымалдағыштар (су буы, отын, электрэнергиясы) немесе суытқыш агенттер ағындарын (кг/с, т/сағ, м3/с, м3/сағ) және шекті шығындарды, оларды өнім бірлігіне қатысты анықтайды.
Қондырғыны таңдау. Өндірістің аппаратуралық ұйымдастыру сатысында машиналарды, аппараттарды және көліктік қондырғыларды барлық операциялар мен үрдістер үшін таңдайды, технологиялық сызық пен МЕСТ, каталог бойынша жеке аппарат және машиналардың өнімділігі, және әрекет ететін өндірістің қол жеткізген фактілік өнімділігі бойынша аппараттардың өлшемдері мен сандарын анықтайды, шикізатты қабылдау мен тасымалдау әдістері, дайын өнімді беру, өндірістің қалдықтарын жою,барлық операциялар мен үрдістерді механизациялау мен автоматизациялау туралы сұрақтарын шешеді.
Қондырғыны таңдау кезінде стандартталған немесе нормаланған машиналар мен аппараттарға көп көңіл бөлінуі керек, өйткені олар өнеркәсіппен игерілген, оларды дайындау жеңіл және олардың бағасы жеке дйындалған қондырғыға қарағанда көп арзан. Стандартталған қондырғы жобалауға жарамайды.
Қондырғыны таңдау кезінде, оның әр түрлі түрлерінің көрсеткіштерін салыстыру қажет: 1) өнімділік (кг/с, т/тәулік); 2) каталог немесе тәжірибелік мәліметтер бойыша анықталатын жұмыс ресурсы (сағ/жыл); 3) құны (тг/дана); 4) сенімділік, берілген уақыт мерзіміндегі бас тартуынсыз жұмыс ықтималдылығы арқылы сипатталуы мүмкін Р(τ); 5) өнім сапасы – реакторлар үшін айналу дәрежесі, ылғалдылықтың болу (фильтрлар, центрифугалар мен кептіргіштер үшін), кристалл өлшемдері және т.б.; 6) энергетикалық шығындар - өнім бірлігіне жалпы энергияның шығыны (кДж/кг, тг/кг); 7) жөндеудің бағасы – бір жыл мерзіміндегі жөндеуге кеткен жалпы шығындар (тг/жыл); 8) қызметтерге шығындар, қажетті персоналдың мөлшері және оның еңбек ақысын ескеру (ад., тг/жыл); 9) берілген машина немесе аппарат түрінің еңбек қорғау, техника қауіпсіздігі және қоршаған ортаны қорғау талаптарына сәйкестенуі; 10) алатын көлемі және оның құны (м3, тг.).
Таңдаудың тиімді критериі өнім бірлігіне минимум шығыны болып табылады. Есептеу кезінде, бір типті аппараттар қатарының параллель жұмыстарынан олардың сенімділігі артатынын ескеру қажет.
Қондырғының сенімділігі – бұл орнатылған пайдаланылымдағы көрсеткіштерді уақыт бойынша қажетті шектерде,қолдану, техникалық қызмет, жөндеу, сақтау және тасымалдау шарттары мен берілген режимдерге сәйкес, сақтай отырып, берілген функцияларды орындау қасиеті.
Қондырғыны таңдап және есептеп болғаннан кейін стандартты емес қондырғыларға техникалық жоба құрастырады – бактар, бункерлер, реакторлар, кейбір буландыру аппараттары, жылуалмастырғыштар және мұнаралы аппараттар. Оған эскизді сызба (аппараттың жалпы түрі, кейбір түрлері) және қысқаша техникалық сипаттама кіреді. Типтік және стандартты түйіндер мен бөлшектірді қолданылуына, жұмыс шарттарын ескеру арқылы материалды таңдауға және берілген технологиялық режимді қамтамасыз ететін, яғни үрдісті бақылау мен басқару құралдары, шараларды жүргізуге мұқият көңіл бөлінуі керек. Техникалық жобаны механиктер технологтармен бірігіп жүргізеді, ал жұмыс сұлбаларды өндіретін зауыттың конструкторлық бюросында орындайды.
Қондырғыны таңдау мен есептеу технологиялық түйіндерді байлауды жүзеге асырумен аяқталады, яғни белгілі бір технологиялық операцияларды – араластыру, еріту, кристаллизация, буландыру және т.б. – жүргізуге арналған аппараттар немесе аппараттар топтары. Байлау, бастапқы заттарды, жылутасымалдағыштарды беру мен қадағалауға арналған құбырлар мен арматуралардың барлық кешенін құрайды.
Әдебиеттер: 1 нег. [54-132б]; 2. [310-318б]; 3. [7-9б].
Бақылау сұрақтары:
Аппаратуралы-технологиялық сұлбаларды жүзеге асыру кезінде шешілетін міндеттер.
Аппаратуралы-технологиялық сұлбаларды жүзеге асырудың негізгі кезеңдері.
Аппаратуралы-технологиялық сұлбаларды жүзеге асыру кезіндегі қарастырылатын сұрақтар.
Өндіріс әдісін таңдау.
Бастапқы ақпараттағы шикізат туралы болатын мәліметтер.
Өндірісті материалдық және жылулық есептеу.
Қондырғыны таңдаудың тиімді критериі.
3 – дәріс. Жобаның арнайы бөліктерін жүзеге асырудың жалпы принциптері.
Зауыттың технологиялық үрдісін жобалау жобаны арнайы бөліктерін жүзеге асырумен қатар жүргізіледі, оған жататындар:
-негізгі өндірістік, қосымша және арнайы тағайындалған жобаланылған үрдістері үшін ғимараттар мен құрылыстар;
-энергетикалық тағайындалған құрылыстар: электрмен жабдықтау (электростанциялар мен подстанциялар), қазанды және компрессорлы жылытылу объектілері;
-санитарлы-техникалық тағайындалған объектілер: су шарбақтары құрылысы, насосты станциялар, биологиялық тазартулар станцялары, фильтрация алаңы, тұндырғыштар және т.б.
-тасымалдауға тағайындалған объектілер: темір жолдары, автокөлік жолдары, гараждар, тепловоз бен электровоз депосы және т.б.
-жөндеуге тағайындалған объектілер: механикалық шеберханалар, көмекші материалдардың қоймасы, артық бөлшектер және т.б.
-әкімшілік және мәдени-тұрмыстыққ тағайындалған объектілер: технологиялық бөлшектер және құбырлар.
Өндірістік ғимараттар мен құрылыстар. Өндірістік тағайындалған ғимараттар мен құрылыстар – жылдың әр мезгілінде және климаттың түрлі шарттарында, өндірістік және жөндеу жұмыскерлері үшін еңбектің қалыпты шарттарын қамтамасыз етуі керек, сонымен қатар технологиялық үрдісті қалыпты жүргізу үшін технологиялық қондырғыларға пананы қамтамасыз ету.
Химиялық зауыттардың өндірістік және қосымша цехтарының ғимараттары төрт негізгі топқа бөлінуі мүмкін:
1) крандық жүктемесіз бірқабатты көпаралықты ғимараттар; бұл түрдегі құрылысқа мұражайлар, эстакадаларды және т.б. жатқызуға болады;
2) крандық жүктемемен бір қабатты көпаралықты ғимараттар;
3) крандық жүктемемен біраралықты арнайы құрылыстар (ашық және жабық қоймалар);
4) құрылыстық арнайы құрылыстар – бункерлер, бассейндер, резервуарлар, электрофильтрлердің корпустары.
Көпқабатты ғимараттар қосымша тағайындалған қызмет үшін, мысалы зауытпен басқару, орталық тұрмыстық бөлімшелер және т.б. үшін арналады.
Өндірістік ғимараттар мен құрылыстардың құрылыс конструкциялары орындалады:
Жинақталған темірбетондармен, бұл конструкциялар барлық бірқабатты көпаралықты ғимараттар үшін қолданылады; ерекше жағдайларда монолитті темірбетондарын қолдану жіберіледі.
Металмен, олар үлкен биікті мұнаралар, үлкен аралықты фермалар, бункерлер, резервуарларды және т.б. құрылысында қолданылады.
Араласпен, онда кірпіш толтырылған темірбетонды құрылыстар мен ішінде металл конструкциялар қолданылады, мысалы қондырғыларға қызмет көрсету үшін алаңдар, ғимараттардың терезе ойықтарын әйнектендіру.
Зауыттарда ағаш конструкциялары, олардың механикалық беріктілгінің жеткіліксіздігінен, жеңіл жанатыныдығынан және шіруге икемділігінен, жауапкершілігі жоқ құрылыстарда ғана қолданылады, мысалы тұрмыстық бөлімшелерде, зауытты басқаруларда және т.б. жеңіл қалқа үшін.
Химиялық зауыттың құрылысына күрделі шығындардың жалпы көлемінде, өндірістік және қосымша цехтардың құрылыстары мен ғимараттарды жасауға кеткен шығын 50%-дан жоғары құрайды.
Технологиялық қондырғылардың өндірістік масшатабтарын үлкейтілуімен өндірістік тағайындалған ғимараттардың көлемі де өседі. Сондықтан да технологиялық үрдісті жобалау кезінде ғимарат кубатураларын кішірейту әдісін іздестіру керек. Автоматты дистанционды басқаруды қолдану, жұмыскерлердің қондырғылардың маңында болуын қысқартады және қалыпты еңбек шарттарын тудыру үшін ғимараттар ролін қысқартуға септігін тигізеді. Бұл көптеген өндірістік цехтарын жиі жабылған түрде орындауға мүмкіндік береді немесе оларға арнап құрылыстық материал мен конструкцияларға аз шығындалатын жеңіл ғимараттарды құру керек. Аймақтың климаттық жағдайы мен зауыт құрылысына байланысты мұндай шешімдер аз не көп зауыт цехтарына таралуы мүмкін.
Технологтар, энергетиктер, сантехниктер, тасымалдаушылар, механиктер және жылутехниктер тапсырмалары бойнша, олардың жүзеге асырылған тапсырмалары негізінде, ішінде қажетті қондырғылары орналастырылған барлық қажетті зауыттар мен цехтар бөлімшелерін жобалау, ғимараттар мен құрылыстар жобаларын іске асырады. Бұл тапсырмаларда сонымен қатар биік кедергілерді, жүктемелері, ғимараттағы қажетті температуралары және т.б. көрсетілу арқылы, ғимараттардың өлшемдері орнатылады.
Мұндай тапсырмалар, орнатылған қондырғылары енгізілген, өндірістік цехтардың қиындылар мен жоспар сызбаларынан тұрады. Бұл кезде қондырғылардың негізгі өлшемдері, сонымен қатар жоспардағы көзделген құрылыстық конструкциялар осіне дейінгі өлшемдері көрсетіледі. Тігінен қондырғылар осіне дейінгі алаңдар белгілерінің биіктігі, қондырғылар фундаментінің сыртқы өлшемдері мен биіктіктері көрсетіледі. Қондырғыларға арналған фундаменттерді жобалау үшін жеке тапсырма (сызбалар) орындалады. Онда фундаменттердің сыртқы өлшемдерінен басқа, фундаменттік болттарды және басқа да жеке бөлшектерді бекіту үшін шұңқырлар мен ойыстардың өлшемдері ескерілуі қажет.
Тапсырмаларда қондырғылардан жүктемелер келтіріледі, көзделген және таратылған жүктемелердің орналасу орны көрсетіледі, сонымен қатар динамикалық коэффициентті ескеру арқылы бұл жүктемелердің өлшемдері көрсетіледі. Динамикалық коэффициент, динамикалық әсерлер (қандай да бір қондырғылармен жұмыс істегенде пайда болады және құрылыстық конструкциялар мен фундаменттерге қосымша күштер түсіреді) қосындыларына байланысты ,өлшем ретінде түсінік береді. Қондырғының әр түріне динамикалық коэффициент әдетте тәжірибе жүзінде орнатылады және қондырғының өзінің сипатына, оның куатына, өлшемі мен жұмыс күші, вибрация және басқа факторлары кезінде пайда болатын күштерге негізгі түрде байланысты болады. Олардың өлшемдері 1,1-ден 5,0-ге дейінгі шектерде тербеледі.
Ішінде материал немесе шикізат өңделетін қондырғыға жүктеме бергенде, бұл қондырғыны толтыратын материалдың салмағы, сонымен қатар жылуизоляцияның (егер қондырғы изоляцияланған болса) салмағы ескеріледі.
Қондырғыдан жүктеме мен динамикалық коэффициенті, қондырғыны дайындайтын машинажасайтын зауыттың мәліметтері негізінде қолданылады. Жөндеу немесе басқа жұмыстарды орындау кезінде кедергілерге түсірілген жинақталған (уақытша) жүктемелер өлшемі, бұл кезде қолданатын механизмдердің жүктемелерін ескеру арқылы, беріледі.
Тапсырма негізінде өңделген ғимараттар мен құрылыстардың жобалары технологтармен және тапсырманы құрылыстық бөлігін орындауға берген,басқа маманықтармен үйлестіріледі.
Құрылыстық бөлігін жобалау құрылыстық нормалар мен ережелерге сәйкес, сонымен қатар құрылыстық жобалау бойнша нұсқауларға, өрт қауіпсіздігі нормаларына, тазалық нормаларына және техника қауіпсіздігі ережелеріне сәйкес жүзеге асырылады.
Цех ғимараттары мен бөлімшелердің өлшемдері мен конструкция түрлері келесілерді ескеру арқылы таңдалады: ғимараттың тағайындалуы, қолданатын қондырғының технологиялық үрдісінің сипаты және зауытты кезекпен салудың мүмкіншілігі. Өндірістік цехтар мен бөлімшелер ғимараттарын жобалаудың құрылыстық нормаларына сәйкес қондырғылар 12, 18, 24, 30 және 36 м пролет стандарттарымен және мұнараның 6, 12 және 18 м қадамымен орындалады.
Өндірістік тағайындалуына байланысты жылытылатын және жылытылмайтын ғимараттар жобаланады. Жылытылмайтың ғимараттардың қоршалатын конструкцялары жылытылмаған панельдер жиынтығынан жасалынады, ал жылыталатын ғимараттар – жылытылған панельдерден.
Жылытылмайтын ғимараттармен ұсақтау бөлімшелері, шикізат материалдарын сақтауға арналған қоймалар, сонымен қатар артық саймандарды сақатайтын қоймалар, кесек материалдарды тасымалдауға араналған оралатын бөлме жобаланады.
Жылытылмайтын ғимараттарда қызмет көрсетуші адамдарға жылы бөлмелер алдын ала қарастырылады. Және де, жылдың суық мезгілінде қондырғыларды қыздыру үшін (ленталы тасымалдағыштар, аспирационды қондырғылар және т.б.) жылытылмайтын ғимараттары жылытатын қондырғылар орнатылады (ыстық суы бар құбырлар материалдың ленталы тасымалдағышқа қатып қалмас үшін, майды қыздыру үшін электрлі калорифтер және т.б.).
Арнайы құрылыстар (бу құбырлары, үңгірлер, көпірлер, су тегеурінді мұнаралар), сонымен қатар ортақ тағайындалған көмекші ғимараттар мен бөлімшелер, типтік жобалармен алдын ала жүзеге асырылған мамандандырылған ұйымдармен орындалады; мұндай құрылыстарға арналған фундаменттер жергілікті грунттарға сәйкес жобаланады.
Жөндеу-механикалық шеберханалардың, жусайтын денелерге және ерекше қасиеттері бар басқа да кейбір көмекші қызметтерге арналған қоймалардың жобалары, өндірістік цехтар жобалары сияқты жасалынады. Ғимараттың құрылыстық конструкциясына жататындар мұнаралар, олардың астына фундаменттер жйне қондырғыға фундаменттер, сонымен қатар балка, ригель, фермалар және т.б. Қоршау конструкцияларына жататындар қабырғалар, және т.б. Олар негізгі түрде желдік, қар және температуралық жүктемелерді қабылдайды, сонымен қатар өзінің салмағынан болатын күштерді және жеке жағдайларда оларға ілінген ауыр қондырғыдан, мысалы құбырлар және т.б., болатын күштерді қабылдайды.
Өндірістік ғимараттардың қабырғалары темірбетондық мұнаралардан тұратын қабырғалық темірбетондық панельдер немесе кірпіштер толтырылған каркас түрінде жобаланады. Үлкен емес биіктігі және қабырғалардың үлкен емес периметрі болатын бірқабатты ғимараттар каркасты емес түрден, кірпіштен орындалады.
Құбылмалы жауын-шашыннан сақтану үшін ғимарат пен құрылыстарды жеткілікті мықты грунтта (қалыпты грунт 2,0-2,5 кг/см2 күшті жібереді) орналастырады, мүмкіндігінше грунт сулары болмаған кезінде. Грунт сулары грунт икемділігін әлсіретеді, сонымен қатар ғимараттың жер асты бөлігін салған кезде гидролизация бойнша арнайы шараларды жүргізуді турдырады. Ең икемділікті жартасты грунт болып табылады, жіберілетін тығыздығы 8-50 кг/см2.
Құрылыс пен ғимараттардың жер асты бөлігі олардың фундаменттері болып табылады, олар барлық құрылыстық конструкция салмағын грунтқа жібереді. Ғимараттардың қабырға мен мұнара астындағы фундаменттерді салу тереңдігі үсу тереңдігінен төмен болу керек. Мұнара астындағы фундамент жинақталған темірбетоннан орындалады.
Аталған құрылыс пен объектілердің жобалары технологиялық тапсырма негізінде жүзеге асады және технологиялық үрдісті орындауға қажетті талаптарға бағынады.
Энергетикалық тағайындалған объектілер. Көрсетілген объектілерді жобалау технологиялық үрдістерді керек энергиялармен қамтамасыз ету үшін жүргізіледі, оларға жататындар: электрэнергиясы, сығылған ауа, бу немесе ыстық су.
Жобаның электроэнергиялық бөлігінің негізі ретінде, технологиялық үрдістерде қатысатын негізгі және қосымша қондырғылардың барлық түрлері бойынша ток қабылдағышқа жүзеге асырылған тапсырмалар болып таылады. Бұл тапсырмаларда керекті электрлі двигательдердің мөлшері, олардың куаттылығы, айналу саны, жұмыс істеу режимі және орнату орны анықталады. Бір мезгілде бақылау-өлшегіш қондырғыларын орнатуға тапсырма беріледі, оған технологиялық параметрлерінің өлшемдері, таңдау орны және жеке технологиялық қатарлардың блоктық тәулділері. Зауыттың электрмен жабдықтау объектісі болып табылатындар: зауыттың өндіріс алаңының сыртында орналасқан өндірістік және көмекші цехтар мен ғимараттар (карьерлер, ұсақтағыш қондырғылар, айдау стациялары, тұрғылықты ауылдар, шет тұтынушылар және т.б.).
Зауыттың жүктемелік есептеулер электродвигательдердің мөлшері мен қуаты туралы технологиялық мәліметтер негізінде анықталады. Зауыттың бөлімшелерінің электрқабылдағыштары жұмыс сипатының біртектілігі бойынша топтарға бөлінеді және әр топ үшін орнатылған қуаттылық ∑Рорн есептелінеді. Сосын әр топ электрқабылдағыштар үшін орнатылған қуаттылық пен сұраныс коэффициенті Rс бойынша активті қуаттылық Ра анықталады.
Ра = Rс∑Рорн
Зауыттың кейбір қондырғылар түрлеріне сұраныс коэффициентінің орташа өлшемдері төменде келтірілген.
Тұтынушы топтардың атауы Сұраныс коэффициенті
Шикізатты үгіту үшін диірмен.............................0,8
Айналмалы пеш......................................................0,7
Бусорғыш пештер...................................................0,8
Клинкерді үгіту үшін диірмен...............................0,85
Балғалы ұсақтағыш.................................................0,8
Ленталы конвейерлер..............................................0,8
Көпірлі кран..............................................................0,4
Цех үшін жылдық электрэнергиясының шығын квт-пен және трансформатордағы активті шығындарды ескеру арқылы электрқабылдағыштардың активті қуаттылығы мен қондырғы жұмысының жылдық фонд мерзімімен анықталады.
W = ∑РорнFmη3,
Мұндағы ∑Рорн – трансформатордағы активті шығындарды ескеру арқылы барлық электрқабылдағыштардың активті қуаттылығының қосындысы;
F – бір смена үшін қондырғы жұмысының жылдық фонд мерзімі сағ бойынша;
т – қондырғының жұмыс сменасының мөлшері;
η3 – уақыт бойынша қондырғының толтыру коэффициенті, энергияны жылдық пайдалану графигінің толық еместігін ескереді, орташа 0,7 құрайды.
Жүктемелі есептеулерге және олардың сипаттамасына байланысты зауыттағы станцияның түрі мен мөлшері орнатылады.
Әкімшіл және мәдени-тұрмыстық тағайындалған объектілер. Зауыттың әкімшіл, мәдени-тұрмыстық ғимараттар мен құрылыстарына жататындар: зауытпен басқару, медпункт, асхана, зертхана, автоматты телефон станциясы (АТС) және орталық тұрмыстық бөлімшелер.
Бұл объектілерді жобалау келесу бастапқы мәліметтер негізінде жүргізіледі: кәсіп орынның қуаты мен сипаттамасы, берілген аймақта болатын басқа да өндірстер мен объектілермен және сәйкесінше нормативті материалдармен бірігу шарттары. Тұрмыстық бөлімшелердің көлемін анықтауға зауыттың және оның жеке цехтарының штаттық күнтізбесі, тазалық талаптар және орнатылған есепті нормалар негіз болып табылады. Тұрмыстық бөлімшелерде арнайы киімдерді шаңсыздандыру және кептіру, жұмыскерлерді жылыту бөлмелері, қоғамдық ұйымдар бөлмесі, қызыл бұрыштар, техникалық сабақ үшін бөлмелер, әйелдердің жеке гигиеналық кабиналар, арнайы киімді жуатын бөлмелер, орталық диспетчерлік пункт, кейбір жағдайларда цехтік зертханалар алдын ала қарастырылады. Тұрмыстық бөлімшелердің негізгі тұрмыстық қондырғылар құрамына дәретхана, душ, ыстық суы бар жуынғыштар, гардероб және т.б. кіреді.
Жұмыс істейтің 800-ден астам адамдар тізімі кезінде зауыттағы жұмыскерлерге медициналық қызмет көрсетуі үшін ІІІ дәрежелі медпункт қарастырылады.
Тұрмыстық қондырғылар мен бөлімшелерді есептеу әрекет ететін кәсіп орынның өнеркәсіптік жобалаудың тазалық нормалары негізінде жүзеге асырылады.
Кеңсе және әкімшілік бөлімшелерді жобалау берілген өндірістің ерекше талаптары мен зауыттың қызмет көрсетуші персонал штаттарын ескере отырып өңдіріледі.
Зауытты басқару немесе әкімшілік корпусына өндірісті басқаруды жүзеге асыратын орталық зауыт зертханасы кіреді. Орталық зертхана функциясына зауытқа келіп түсетін шикізат материлдарды, қоспаларды, отындарды және т.б. материалдарды тексеру мен сынау; өндірісті ағымды бақылау; тұтынушыға жіберетін өнімнің сапасын бақалау, яғни шығарылатын өнімнің «паспортизациясы»; шығарылатын өнімнің сапасын көтеру бойынша ғылыми-зерттеу жұмыстарын жүргізу жатады. Орталық зауыт зертханасы келесі құраммен жобаланады: химиялық зертханалар (аналитикалық, петрографикалық, жылутехникалық, рентген-құрылымдық, фотохимиялық бөлімшелер көмекші бөлмелері бар, яғни препараторлық, термиялық, дистилляторлық);
өндірісті ағымды бақылау үшін ауысым зертханасы;
шаңұстағыш және аспирационды қондырғыларды бақылау зертханасы; ғылыми-зерттеу жұмыс зертханасы;
қосымша бөлімшелер.
Арнайы тағайындалған әкімшіл және мәдени-тұрмыстық бөлімшелер, мысалы зауытпен басқару, асхана, медпункт, жобалау кезінде ортақ блоктарға біріктіріледі. Осындай біріктірілген әкімшіл ғимараттар зауыт алдындағы алаңда орналасады, онда жеңіл автокөліктерге, мотоциклдерге, сонымен қатар велосипедтерге тұрақ үшін арнайы жер бөлінеді.
Әдебиеттер: 1 нег. [322-419]; 2, 4, 5 [110-140]; 1, 2, 3, 4, 5. қос.
Бақылау сұрақтары:
Өндірістік және қосымша цехтар ғимараттарының негізгі түрлері.
Өндірістік құрылыс пен ғимараттардың құрылыстық конструкциялары.
Ғимарат кубаторларын кішірейту әдістері.
Ғимарат пен құрылысты жобалауға тапсырманың құрамы.
Құрылыстық бөлікті жобалаудың нормативті құжаттамасы.
Жылытылатын және жылытылмайтын бөлімшелер.
Жобаның энергетикалық бөлігін және элктрмен жабдықтау объектілерін орындауға арналған негіз.
Зауыттың әкімшіл, мәдени-тұрмыстық ғимараттары мен құрылыстардың құрамы.
4 – дәріс. Жұқа бүйірлі цилиндрлі корпусқа есеп
Жұқа бүйірлі цилиндрлі
корпусқа есеп, ішкі қысым арқылы жұмыс
істейді. Мембрананың теориясына
тарамдалған, дамуына сай күші
![]() ,
цилиндрлі қабықтарда пайда болатын
сыртқы және ішкі күштен есеп бойынша
ескерілмейді.
,
цилиндрлі қабықтарда пайда болатын
сыртқы және ішкі күштен есеп бойынша
ескерілмейді.
Сақиналы στ және меридиональды σn күштер арқылы (цилиндрдегі), цилиндр қабырғасына ішкі қысым әсерінен Р (қысым) пайда болады.
Сақиналы күш орта цилиндрлі қысым арқылы пайда болады Орташа келісім:
Меридианальды күш орта қысымда аппараттың түбінде пайда болады.
теңдеулері бойынша цилиндрлі аппараттарда сақиналы күш меридиональдіден екі есе көп болады. Соның себебінен аппараттың қауіпті жерлерін ескере отырып бойлай кесіп және бойлай тігіуміз қажет.
Осыдан келе, бойлай кесуінде пайда болаған аппараттың күшін санаймыз. Цилиндрде пайда болған максималды күшті Лапластың теңдігінен оңай табуға болады:
Бірінші теорияға сәйкес беріктікті есептегенде нормальды күштен үлкен етіп алады. Бұл күш берілген күштен үлкен болуы қажет, сондай-ақ берілген коэффициентті бойлай пісіретін тігіс φ- ды формуласы бойынша есептеп алып, ал аппараттың номиналды қалындығын төмендегі теңдеу бойынша есептейді:
Аппарат қабырғасының толық қалыңдығын қосымша есептеулер арқылы жүргізіледі. Мұнда коррозияға және эррозияға қосымша толықтырулар беріледі:
Қосымша есеп жуандығы келісіммен болу қажет, коррозияның жылдамдығын есепке аламыз және келісім шарты бойынша жабдық жобаланады.
теңдеулері МЕСТ ұсынысы бойынша берілген. Соған байланысты аппараттағы мүмкін болатын күш мына формула бойынша беріледі.
Жұқа бүйірлі цилиндрлі корпусқа есептеу сыртқы күш арқылы есептеледі. Сыртқы мол күш вакуумды аппаратта жұмыс істейді және аппараттың көйлегі ысытылған немесе суытылған болады. (Соның әсерінен сыртқы күш корпус аппаратында цилиндрлі құрылымымен жоғалтуы мүмкін күш аз болса да, қиратқаннан гөрі.)
Сыртқы күш әсерінен берілген аппарат өзінің құрылымын жоғалтып, мұны критикалық Ркр күш деп атайды. Аппараттың тұрақтылығы үшін Р<=Ркр/nтұр теңдігі орындалу қажет. Р - ішкі күш, nтұр – тұрақтылық зонасы.
Жоғалту тұрақтылығы артық обечайкаларда сыртқы күштің көп жұмыс істеуінен қабырға қисаяды. (Сол жағдайда обечайканың ұзындығын, диаметрін 5 есе көрсетеді, сақина арқылы бекітеді, ұзындығы бойнша бір бірінен тұрақтандырады 0,1 Дв - 5 Дв, сонда көп болғанда аппаратың диаметрі, сондай - ақ арақашықтығы аз болады).
Сақинаның қаттылығы корпусқа байланысты жұмыс істеуі керек, сондай-ақ корпустарды пісіріп керекті норманы алып, жекелеп пісірілген тігістің ұзындығы жан-жақтан қарағанда сақина қаттылығы обечайканың периметрі сыртқы бөлшегінен аз болмауы қажет.
Критикалық күш аппараттың геометриялық пішініне және мөлшеріне, механикалық қасиеті және конструкциялық материалына байланысты. Критикалық күшті мына теңдеулер бойынша табамыз. Көп жағдайда практика жүзінде график бойынша табуға болады Цилиндрлік аппараттарға салынған болат серпімділік модулі Е=2.1*105 МПа сәйкес келген графиктегі қисықты, жуандығы бойынша салыстырып, аппараттың қабырғасының қалыңдығын S’ оның ішкі диаметрімен Дв есептейміз.
Әртүрлі температурадағы болаттар үшін серпімділік модулі - Е /105МПа/ есептелген.
Температура, С |
|||||||||||||
20 |
100 |
150 |
200 |
250 |
300 |
350 |
400 |
450 |
500 |
550 |
600 |
650 |
700 |
Көміртекті болаттар үшін |
|||||||||||||
1,99 |
1,91 |
1,86 |
1,8 |
1,76 |
1,71 |
1,64 |
1,55 |
1,40 |
- |
- |
- |
- |
- |
Легерленген болаттар үшін |
|||||||||||||
2,00 |
2,00 |
1,99 |
1,97 |
1,94 |
1,94 |
1,86 |
1.81 |
1,75 |
1,68 |
1,61 |
1,53 |
1,45 |
1,36 |
Ары қарай ұзындығы l сақина қаттылығы аппараттың сыртқы диаметрі Дн және ордината осі бойынша критикалық күшті табады.
Есепке кіріспес бұрын тұрақтылық формуласының, аппарат қабырғасына әсер ететін Ркр арқылы, сығылу күшін тексеру қажет. Бұл (III.2) формула бойынша берілген күштен аз болу қерек, сондай-ақ берілген ағыннан да аз болу қажет (жұмыстың температураға немесе тұрақтылық запасына).
Төмендегі формула бойынша тегіс және ірі сақина қаттылығымен цилиндрлі обечайкалар, көміртекті болат 3800 С қабырға температурада, төмен легрленген болат 4200 С температурада, аустекиттік 5250 С температураға дейін көрсетілген.
Модульдегі есптік серіпімділік Е көміртекті және легірленген болаттардың жұмыстық температураның мына таблица ІІІ.4 бойынша анықтаймыз.
Есептік ұзындық l цилиндрлі корпуста элипстік тереңдікпен формула бойынша есептеп аламыз
Цилиндрлі обечайкалар үшін, күшейту сақинасының қаттылығы, бір біріне жақын орналасқан арақашықтығы жартысынан көбі обечайкалар диаметрі (l > 0,5Д)
Мүмкін күшті берілген диаграмма бойынша табуға болады. Осы тұрғыдан алғанда келісім обечайкадагы шарттар белгілі мөлшерде белгіленеді.
Жергілікті обечайка қабырғадағы тұрақтылық немесе екі сақина арасындағы тұрақтылықты қамтамасыз етіп, егер де арақашықтығы бірдей болса
Сыртқы қысымда обечайканы сығу, сақина қаттылығын сығу күштері арқылы көлденең сығылу сақинасындағы қысымды формуласы бойынша есептейді.
Беріктікті қамтамасыз ету үшін теңдеуде көрсетңлген шарттарды орындауы қажет:
Критикалық интенсивті күш qкр – сақина қаттылығын жоғалтады, оны (III.23) формуласы бойынша анықтаймыз. Тұрақтылық сақинасы, шарттар үшін қамтамасыздандырылған
Мүмкін болатын коэфиценттің азаюы күштің иілгішіне берілген
|
|
|
|
|
|
0,5 1,0 1,5 2,0 2,5 3,0
|
0,975 0,940 0,900 0,84 0,76 0,67 |
3,5 4,0 4,5 5,0 5,5 6,0 |
0,57 0,47 0,39 0,325 0,272 0,228
|
6,5 7,0 7,5 8,0 9,0 10,0 |
0,193 0,168 0,148 0,128 0,101 0,082 |
Сақина қаттылығы бүгілумен тексеріледі, белгілі мүмкіндікке сай емес.
Тұтқырлық корпусқа тексерілу білік тексерілу күшімен жүреді және сығылатын момент тік және көлденең корпусқа өзінің салмағынан күш түседі, салмағын толтыратын сұйықтар үшін сондай-ақ желді және сейсмикалық. Барлық берілген күштер білік арқылы корпусты сығып өтеді, келесі күштен пайда болады.
Қатерлі кесу көлденең корпустар төменгі кескінді алады. Егер корпустың жуандығы әр учаскілерінде әртүрлі болса, онда барлық учаскілерінде тексереді. Қатерлі кесу тек сыйымдылық опордың орналасуын және есептік жағдайда келеді.
Цилиндрлік корпустар, білікті жүктелген күшті иілгіш келесі формулалар бойынша тұрақтығын есептейміз :
Коэффициенттің мағынасы келтірілген иілгішке бекітілген, берілген ұзындығы үшін опораның арақашықтығын аламыз, көлденең аппараттар үшін фундаментте жабыст
Корпустың жергілікті тұрақтығын ырылған 2 ұзындықтағы аппараттар. мына формула бойынша иілгіш моментін тексереміз
Қалың қабырғалы цилиндірлі корпусқа есеп.
Қабырғасы қалың деп циліндірлі корпуста, қабырғаның қалыңдығы ішкі диаметірінің 10%-тің құрайтын қалыңдықты айтады.Қабырғасы қалың цилиндрлі есепке содан бір элемент кесіліп алынған мередианалдыдан басқа δ және сақиналыға δ радиалды күшті әсер ететін радиус δ
Аппараттың ішкі қысымда жұмыс істейтін мередианалды күш , оларды созатын бір қалыпты жуаңдық қабырғасында теңестіреді және формула бойынша есептейді
Радиалды күш , сығылатын қабырғаны нольден бастап, ішкі қабырғасына әсер ететін радиалды күш мына формуламен табылады:
Сақиналы күш мәндерінің көбісі қабырға қалыңдығына байланысты өзгереді:
Сол себептен сақиналы күште Р мөлшері сыртқы қабатта тік мәнде болады.
Бірінші теорияға сүйене отырып, қабырға қалыңдығын ішкі қабаттағы сақаиналы күшті ескере отырып жүргіземіз, формулаға қойып δ орнына δ мәнін қоямыз , коэффициент тұрақтығын пісірілген тігістерін φ қабырғаның қалыңдығының қабырғасы қалың цилиндірлерде коррозияға қосылған формуласы бойынша аламыз.
Цилиндірлі қабырғасы қалың есепті формулаға әкеліп салыстырып энергетикалық теориясының тұрақтылығына байланыста аламыз.
Осы теорияны қолдана отырып әдейі басышылық етуге алып мүмкін күштер теріледі.
Егер қабырғасы қалың цилиндірлер сыртқы жағынан ысытылса, онда есептегенде температураны күштерді ескерген жөн. Сол себепті айырым сыртқы температурада болады. Температура мен күш ішкі сыртқы қабатында келесі формулаға сай алады.
Осы формулалар бойынша есептелген максимальды күштер бір-бірімен байланысқан күштер бір-бірімен байланысқан суммарлы күш мүмкін белгіленгеннен аз болуы тиіс, қабырғаның ағыны орташа температурамен есептелген.
Егер ішкі үстірітн қабырғаның температурасы үлкен болса, сыртқы қабатынан қарағанда онда температуралық күші көп әсер тигізбейді. Жылжыған материал температуралық жағдайда күш жуандық қабырғасымен бірдей болады, онда есеп бойынша беріктілік ескеріледі. Егер қабырғаның аппараттағы орташа температурасы көміртекті болатта 420°С –тан жоғары болса, ал легірленген болатта 470°С жоғары.
Қабырғасы қалың аппараттар және олардың бөліктерін қақталған қылып жасайды, пісірілген және қақталған элементтер және ыстың жағдайы қыздырылған. Кейінгі кезде бұралмалы конструкциялар алынады, көп қатпарланған және рулондалған аппараттар (сурет ІІІ.5) жақсы тұрақтылық мінездемесі бар (целлюкованнаға қарағанда) және металлға деген экономикалық шығынды жабады. Бұл аппаратты технологиялық жасалуы өте жақсы және өзін тексеруге жақсы мүмкіндік береді, пісірілген тігістерін қоса отырып. Иркутск пен химиөлшемі аппараттың стандарты бойынша жасалған, ішкі қысымда жұмыс істейтін 9,81 және 98,1 МПа-ға дейін (көп қатпарлы аппараттар үшін 39,24 МПа) және максимальды қабырғалық температурасы 380°С (көміртекті болаттар үшін), 420°С (аустинитті болаттар үшін) мұнда β-қалың қабырға коэффициенті мына формула бойынша есептеледі
Әдебиеттер: 6, 7, 8 нег.; 6 қос.
Бақылау сұрақтары:
Ұсақталатын материалдардың қасиеттері.
Ұсақтағыштар, олардың жұмыс істеу принціпі және ұсақтау ірілігі бойынша ажыратылуы.
Кинематикалық ерекшеліктеріне байланысты беттіғ ұсақтағыштардың тобы.
Конусты ұсақтағыштардың түрі мен сипаты.
Белдік ұсақтағыштардың, соққы әрекетті ұсақтағыштардың, барабанды шар тәрізді диірмендердің классификациясы, жалпы мәліметтері.
Жұмыс мүшелері қозғалысының жоғарғы жылдамдықты, ерекше жұмсақ ұсақтауға арналған диірмендердің жалпы мәліметтері.
Іріктеу үрдісінің негізі мен тағайындалуы.
5– дәріс. Конусты обечайкалар.
Конусты обечайкалар негізінен әртүрлі диаметрлі жанасатын цилиндрлі обечайкалар арасындағы өтпелі бөлік ретінде қолданылады. Олар сонымен қатар технологиялық процестің жағдайына қарай конус пішінді болатын аппраттың корпусы ретінде қолданылады.
ІІІ.6. суретте конусты обечайканың негізгі конструкциясы көрсетілген: 4 МПа- дан аспайтын қысымда α=100 бұрышта және α≤450 бұрышта қысымсыз жұмыс істейтін өңделмеген (ІІІ.6. а-сурет); аппарат үшін α≤450 болатын қысыммен жұмыс істейтін өңделген (ІІІ.6. б-сурет); кейбір қабықты құбырлы жылуалмастырғыш және басқа да аппараттық, корпусты ретінде қолданылатын симметриялы емес (ІІІ.6. в-сурет).
Цилиндрлі аппараттың түбі. Олар обечайкамен пісіру және фланецті қосылу арқылы қосылады. Мұнай өңдейтін кәсіпорындардағы аппараттар үшін түп обечайка материалынан дайындалады және оған көбінесе жабыстырылады.
Қолданылатын түптік пішіні берлген аппаратта жүретін процестің ерекшелігіне байланысты болады, сонымен қатар аппараттың өлшемдеріне, ондағы ортаның қысымына және конструктивті байланыста болады. Пішініне қарай олар элипсті, жартылай шар тәрізді, сфера тәрізді, конусты және жазық түптер болып бөлінеді.
Элипсті түптер.
Элипсті түп (ІІІ.7-сурет) рационалды, конструктивті пішінді болады. Сондықтан оларды аппарат жасауда басқаларынан гөрі көбірек қолданады. Түптік қисық, элипсоидалы беттің центрінен шетіне дейінгі радиусының біртіндеп және үздксіз төмендеуі кернеудің концентрациясыз біркелкі жайылуын қамтамассыз етеді. Обечайкаға қосылу қолайлы болу үшін элипсті түпті цилиндрлі борттан дайындайды.
МЕСТ өлшемдері мен элипсті түптер қолданатын шарттарды құрады. Түптің шартты берілгендері қабылданған; мысалы: «Түп 400*6 – 25-09Г2С» мынаны білдіреді: Дв = 400 мм. түптің ішкі диаметрі, S1=6 мм. - қабырғасының қалындығы, 25 мм. - болттың биіктігі, 09Г2С - түптің материалы, болаттың маркасы. Стандартталған және нормаланған элипсті түп 10 МПа қысымға дейін жұмыс істейтін аппараттарда қолданылады.
Қысыммен жұмыс істейтін түптің беріктілігін есептеу қабырғаның S(м) қалындығын анықтаумен қорытылады:
Дс - түптік орташа диаметрі.
УЭ = Н/Дв - қатынасына байланысты кесте мен графиктен табылатын кернеу.
φ - пісірілген тігістік беріктілік коэффициенті (ІІІ.7-сурет) элипсті түптер: а) - толықмөрленген; б) -
(ІІІ.8 –сурет) элипсті түп кернеуінің коэффициентін анықтау графигі.
Н/Дв = 0,25 болатын стандартты түптің қабырғасының қалындығы мына формуламен анықтайды:
R - элипсті түптің қисығының радиусы.
Жіберілетін қысым мына формуламен анықталады:
Сыртқы қысыммен жұмыс істейтн элипстік түптің толықтырғыш енін келесі формула арқылы есептейді:
kэ - коэффициенті Н /Дв және R /(S-C) -ке тәуелді; стандартты түптер үшін R /(S1-C) болған жағдайда 100, 200, 300 болса, kэ мәні 0,92; 0,95 және 0,97-ге тең болады.
Элипстің түптің дөңес бөлігінің көлем сыйымдылығы мына формуламен есептелінеді:
Жартылай сфералы түптер.
Жартылай сфералы түптер қысымда жұмыс істейтн үлкен диаметрлі ( > 4 м.) аппаратарда қолданылады. Оларды пісірілген жеке штампталған элемент шар сегментінен және шар жапырақшаларынан нормаль бойынша дайындайды.
Жарты шарлы түптің қабырғасының енін, беріктілікті есептейтін формуламен (ІІІ.54), түптің сыйымдылық көлемін (ІІІ.55) формуласымен есептейді:
R - түптң ішкі радиусы;
(ІІІ.9 – сурет) - жартышарлы түп;
1 - шар тәрізді сегмнт; 2 – шар жапырақшалы;
(ІІІ.10 – сурет) сфералы таңдалған түп.
Сұрыпталған (таңдалған) сфералы түп.
Сфералы түптің жазықтықпен осьте қыйып өтетін қиылысқан әсері (ІІІ.10 - сурет) қисық болып келеді, ол 2 бөліктен тұрады: орталық (үлкен радиуспен орындалған) және (кіші радиуспен толықтырылған). Цилиндрлі борт мынадай биіктікте болу керек:
S ≤ 0,002 м. болғанда h ≥ S + 0,015 м.
S ≥ 0,002 м.болғанда h ≥ 0,5 S + 0,0025 м.
Осы жағдайлар орындалған жағдайда түптің корпуспен пісірілген жері кернеулі аймақтың сыртында болады.
Қысым әсер еткенде түптің өтпелі бөлігі қатты деформацияланады да, қауіпті кернеу осы бөліктен пайда болады. Сондықтан қабырғаның қалыңдығын есептейтін формулаға тоқ кернеуінің күшеюі деп аталатын коэффициент ус қосылады. Ол орталық бөліктегі кернеудің өтпелі бөлігі кернеуден қаншама үлкен (көп) екенін көрсетеді:
ус - мәнің (ІІІ - ІІ) P/R қатынасына байланысты (ІІІ. 10 - сурет) таблицадан немесе графиктен анықтайды.
(ІІІ. 11 - сурет) сфералы түптің тоқ кернеуінің күшеюі коффициент ус анықтайтын график (ІІІ.12 - сурет). Қалың қабатты ыдыстардың түбі: а) жазық сұрыпталған; б) мойынды; в) дөңес; г) сфералы дөңес; д) элипсті дөңес.
Мүмкін болатын ең кіші қатынас r/R = 0,08 - r/R =1 болған жағдайда түп жартышарға ауысады және ус - ге тең болады.
өтпелі радиуссыз және цилиндрлі болтсыз сфералы өңделмеген түп артық қысымы 0,07 МПа - дан көтерілмейтін онша жауапты емес аппараттарда қолданылады.
Қалың қабырғалы ыдыстардың түбі.
III . 12 – сурет жиі пайдаланатын түптер және олардың қалың қабырғалы ыдыстардың обечайкалармен байланысы көрсетілген ( сұрыпталған ) мойыншалардың және дөңес түптердің қалыңдығын есептейтін формула:
Мұндағы φ – түптің саңылаумен нашарлау коэффициенті ; d1 – саңылау диаметрі
Ыдыстағы осьтің бойында бір саңылау болған жағдайда қабылдаймыз.
Конусты түптер.
Процестің жағдайына қарай ап тан сусымалы немесе тұтқыр ортаны толық кетіру (жою) үшін конусты түптер қолданылады . 0,07 мПа дейінгі қысымда сұрыптаусыз түптерді (60 ,90 және 120 ° ) , ал қалған жағдайда (бұрышы 60 және 90 ° ) сұрыпталған ( таңдалған ) түптерді қолдануға болады .
Әдебиеттер: 6, 7, 8 нег.; 6 қос.
Бақылау сұрақтары:
Ұсақталатын материалдардың қасиеттері.
Ұсақтағыштар, олардың жұмыс істеу принціпі және ұсақтау ірілігі бойынша ажыратылуы.
Кинематикалық ерекшеліктеріне байланысты беттіғ ұсақтағыштардың тобы.
Конусты ұсақтағыштардың түрі мен сипаты.
Белдік ұсақтағыштардың, соққы әрекетті ұсақтағыштардың, барабанды шар тәрізді диірмендердің классификациясы, жалпы мәліметтері.
Жұмыс мүшелері қозғалысының жоғарғы жылдамдықты, ерекше жұмсақ ұсақтауға арналған диірмендердің жалпы мәліметтері.
Іріктеу үрдісінің негізі мен тағайындалуы.
6 – дәріс. Ұсатылатын материалдардың қасиеттері.
Ұсақтау – қатты материалдың бастапқы іріліктен қажеттіге дейінгі бөлшектердің өлшемін кезекті кішірейту үрдісі.
Материалдың соңғы бөлшек ірілігіне (мм) байланысты ұсақтаудың келесі негізгі түрлерін айырады.
Ұсақтау:
Ірі......................................................100-350
Оратша...............................................40-100
Ұсақ........................................................5-40
Үгіту:
Тұрпайы...................................................5-0,1
Жіңішке...............................................0,1-0,05
өте жіңішке...................................0,05-ден аз
Қатты материалды ұсақтау бойынша қондырғыны шығару немесе таңдау кезінде, олардың негізгі физика-механикалық қасиеттерін ескеру қажет: беріктік, сынғыштық, абразивтік, ірілік және т.б.
Беріктік – материалдың қандай да бір күштің (мысалы, механикалық сығу кезінде) нәтижесінде пайда болатын ішкі күштер кезінде қирауға қарсылық қасиеті.
Ірілік – қатты материалдың белгілі пластикалық деформациясыз бұзылу қасиеті.
Абразивтік – өндірілетін материалдың машиналардың жұмыс мүшелерін көтеру қасиеті.
Ұсақтауға арналған машиналардың классификациясы. Материалды ұсақтауға арналған машинада, оның тағайындалуына және әрекет ету принціпіне байланысты, келесі жүктемелер қолданылуы мүмкін: езу, соққы, сындыру, үйкеу. Көп жағдайларда түрлі жүктемелер бірмезгілді әрекет етеді, мысалы, езу мен үйкеу, соққы мен үйкеу және т.б. Түрлі жүктемелерді, сонымен қатар әрекет ету принціпі және өлшемдері бойынша әр түрлі машиналарды қолдану қажеттілігі ұсақталатын материалдың түрлі қасиеттері мен өлшемдерімен, сонымен қатар дайын өнімнің ірілігіне қоятын талаптардың түрлігімен байланысты болып келеді. Ұсақтау үрдістері сияқты, бұл үрдістерді қолданылатын машиналарды ұсақтағыштар және диірмендер деп бөледі.
Ұсақтағыштар жұмыс істеу принціпі бойынша бөлінеді:
Беттік, мұнда материал екі бет аралығындағы кеңістікте олардың жақындауы кезінде езу, жару және бірен-саран үйкелу әрекеттерінен ұсақталады.
Конусты, мұнда материал екі конустық бет арасында, олардың біреуі екіншісіне қарағанда эксцентриялық қозғалу арқылы материалды үздіксіз ұсақтауды жүзеге асырады, езумен, сындырылумен, бірен-саран үйкелеумен ұсақталады.
Белдікті, мұнда материал бір-біріне қарсы айналатын екі белдік арасында езіледі. Белдіктер жиі әртүрлі жиілікпен айналады және сонда материалды езу оның үйкелісімен бірігеді.
Соққы әрекетті, олар өз кезегінде балталы және роторлы бөліп ажыратылады. Балталы ұсақтағыштарда материал негізінен топсалы асылған балтаның соққысынан, сонымен қатар үйкелісінен ұсақталады.
Ұсақтауға арналған кейбір машиналарды ( жүгірмектер және дезинтеграторлар) ұсақтағышқа да, диірмендерге де жатқызуға болады, өйткені оларды тұрпайы үгітуге, және ұсақ ұсақтауға қолданады. Мұндай машиналардың жұмыс істеу принціпі мен конструкциялары сәйкес параграфтарда қарастырылған.
Диірмендер жұмыс істеу принціпі бойынша бөлінеді:
Барабанды, айналмалы немесе вибрацияланатын барабанда, барабанға жусайтын денелерді салу немесе оларсыз кезінде, материалдар материал бөлшектерінің бір-бірімен соққылау және үйкелістен ұсақталады.
Орташа қимылды, мұнда материал қандай да бір негіз бен шар, белдік, ролик жұмыс беттерінің арасында езумен және бірен-саран үйкеліспен ұсақталады.
Соққылы, материалды топсалық (шахталық диірмендер) немесе қатты бекітілген (аэробильді диірмендер) балғалардың соққысымен ұсақтау.
Ағымдық, мұнда материал материал бөлшектерінің өзара үйкелісі мен соққысынан, сонымен қатар бөлшектердің үлкен жылдамдықты ауа ағынды қозғалысы кезінде камера қабырғасына соққысынан ұсақталады.
Ұсақтағыштардағы мен диірмендердегі ұсақтауды, жұмыс мүшесінің ұсақталатын материалмен немесе материал бөлшектерінің бір-бірімен тура байланысы кезінде, механикалық ұсақтауға жатқызады. Электрогидравликалық эффектілерді (сұйықтағы жоғары вольтты разряд), ультрадыбысты толқындарды, тез ауысатын жоғары және төмен температураларды, лазер сәулелерін, су ағындарының энергиясын және т.б. пайдалану арқылы материалдарды ұсақтау әдістерін жүзеге асырады.
Материалдарды ұсақтауға арналған машиналардың көп түрлеріне қарамастан, бұл машиналар қанағаттандыруы керек ортақ талаптар бар: конструкцияның қарапайымдылығы, оның қызмет көрсетуінің ыңғайлығы мен қауіпсіздігі; көтеретін саймандардың минимальды саны, сонымен қатар оларды ауыстырудың жеңілідігі; сақтандырғыш қондығылардың болуы, олар жоғары жіберулер кезінде беттік ұсақтағыштарда негізінен ірі және ортша ұсақтау кезінде қолданылады. Беттік ұсақтағыштардың жұмыс істеу принціпі келесіде негізделген. Танап (клин) пішінді және екі беттен құралған, олардың біреуі әдетте қозғалмайтын, ал екіншісі қозғалмалы болып табылатын, ұсақтау камерасына ұсақталатын материал келіп түседі. Ұсақтау камераның танап тәрізді пішінінің арқасында, материалдың бөлшектері камераның биіктігі бойынша олардың іріліктеріне байланысты орналасады: ең ірілері – жоғарыда, аз ірілері – астында. Қозғалмалы бет үздіксіз қозғалмайтын бетпен жақындасады, бұл кезде беттердің жақындасуынан материал бөлшектері ұсақталады. Қозғалмалы бет жойылған кезде, ауырлық күшінің әсерінен материал бөлшектері төмен қарай қозғалады немесе егер олардың өлшемдері, шығатын саңылау деп аталатын, камераның ең тар бөлігінен кіші болса ұсақтау камерасынан шығады, немесе өзінің жаңа өлшеміне сәйкес жаңа күйді қабылдайды. Сосын цикл қайталанады.
Кинематикалық ерекшеліктеріне байланысты беттік ұсақтағыштарды екі негізгі топтарға бөлуге болады:
Қозғалмалы беттің қарапайым қозғалысты ұсақтағыштар, мұнда қисық тікеннің қозғалысы қозғалмалы бетке белгілі бір кинематикалық қатармен беріледі; бұл кезде қозғалмалы бет нүктелерінің қозғалыс траекториясы шеңбер доғасының бөлігін көрсетеді.
Қозғалмалы беттің күрделі қозғалысты ұсақтағыштар, қисық тікен мен қозғалмалы бет бір кинематикалық бетті құрайды; қозғалмалы бет нүктелерінің қозғалыс траекториясы тұйық қисықты, көбінесе эллипсті көрсетеді.
Конусты ұсақтағыштардың тағайынадлуы, жұмыс істеу принціпі және классификациясы. Конусты ұсақтағыштар ұсақтаудың барлық сатыларында түрлі қатты материалдарды өңдеу кезінде жоғары өнімділікті машиналар болып табалады. Арналғанына байланысты конусты ұсақтағыштар ірі (ККД), орташа (КСД) және ұсақ (КМД) ұсақтау үшін деп бөлінеді.
ККД ұсақтағыштары қабылдау саңылаудың енімен сипатталады және типтік өлшемдерге байланысты 400-1200 мм өлшемді тау жыныстары бөлшектерін қабылдайды, шығу саңылауы 75-300 мм және өнімділігі 150-2600 м3/сағ бар.
ТМД өнеркәсібі ККД ұсақтағыштардың келесі тізбегін шығарады : 500, 900, 1200, 1500 мм (қабылдау саңылаудың ені бойынша). КСД және КМД ұсақтағыштары қозғалмалы конустың негізінің диаметрімен сипатталады және 600, 900 мм (КСД); 1200, 1750, 2200 мм (КСД және КМД) өлшемдерімен шығарылады. Конустың диаметрі 2500 және 3000 мм болатын ұсақтағышты шығару бойынша жұмыстары жүргізілуде.
КСД ұсақтағыштарында 75-300 мм өлшемді материал бөлшектерін ұсақтауға болады; шығу саңылауының өлшемі 10-90 мм, өнімділігі 19-580 м3/сағ.
КМД ұсақтағышындағы шығу саңылауы 3-20 мм, өнімділігі 24-180 м3/сағ және онда 40-110 мм өлшемді материал бөлшектерін ұсақтауға болады.
Конусты ұсақтағыштарда материал ұсақтау камерасында, түзілген екі конусты беттермен бұзылады, олардың біреуі (сыртқы) қозғалмайтын, ал екіншісі (ішкі) қозғалатын.
Белдік ұсақтағыштардың қолдану аймағы мен классификациясы. Белдік ұсақтағыштың негізгі жұмыстық элементі, горизонталь осьте айналатын цилиндрлік белдік болып табылады. Ұсақталатын материал жоғарыдан беріледі, белдіктер немесе белдік пен ұсақтау камерасы футеровкасының арасында тартылады және ұсақталады.
Белдік ұсақтағыштар бір-, екі-, үш- және төртбелдікті болады. Төртбелдікті ұсақтағышатрда белдіктің бір жұбы екінші жұптың үстінде орналасқан, яғни бұл ұсақтағыш бір корпусқа жинақталған екі екібелдікті ұсақтағыш ретінде қарастырылуы мүмкін.
Белдіктердің беті тегіс, рифельді, қабырғалы және тісті болады. Ұсақтайтын беттердің бірігуі түрлі болуы мүмкін, мысалы, екі белдіктің беті тегіс болуы мүмкін немесе біреуі тегіс, басқас – рифельді және т.б.
Рифельді және тісті белдіктер бірдей диаметр кезінде тегіске қарағанда ең ірі материал бөлшектерін ұстауы мүмкін. Егер D – белдік диаметрі, d – материал бөлшегінің диаметрі, онда орташа беріктілікті жыныстарды ұсақтау кезінде D/ d қатынасы тегіс белдіктер үшін 17-20, рифельді және тісті үшін 2-6 құрайды.
Белдік ұсақтағыштар белдігінің диаметрі 400-1500 мм және ұзындығы 0,4-1,0 диаметріне тең (тістік белдіктердің ұзындығы диаметрінен үлкен болуы мүмкін).
Негізінен орташа беріктікті (σ =150 МПа) материалдарды орташа және ұсақ ұсақтауға арналған белдікті ұсақтағыштар, тегіс және рифельді белдіктер қолданылады, жұмсақ және нәзік (σ =80 МПа) – тісті белдіктер.
Жүгірмектердің қолдану аймақтары. Жүгірмектерді ұсақ ұсақтауға (дайын өнімнің бөлшек өлшемдері 3-8 мм) және тұрпайы үгітуге (0,2-0,5 мм) қолданады.
Соққы әрекетті ұсақтағыштардың жалпы мәліметтер және классификациясы. Соққы әрекетті ұсақтағыштарда ұсақталатын материал механикалық соққының әсерінен бұзылады, бұл кезде қозғалатын денелердің кинетикалық энергиясы толық немесе бірен-саран деформация немесе бұзылу энергиясына ауысады.
Бөлшекті екі ұсақтағыш беттер арасында сығатын жоғарыда көрсетілген ұсақтағышатрдан өзгеше, соққы әрекетті ұсақтағыштарда материал бөлшегі әдетте тек қана бір жақтан әсерлесуге ұшырайды, ал бұл кезде ұсақтау әрекеті бөлшек массасының инерция күшімен анықталады.
Соққы әрекетті ұсақтағыштар негізінен орташа беріктікті азабразивті материалдарды ұсақтауға арналған (әк, доломит, мергель, тас тұзы және т.б.). Кейбір жағдайларда соққы әрекетті ұсақтағыштар өндірісінің технологиялық ерекшелігіне байланысты, оны жоғарғы беріктікті және аберзивті (мысалы, асбесті кен, қоқыстар және т.б.) материалды өндіру кезінде қолданады.
Соққы әрекетті ұсақтағыштар келесі техника-эксплуатационды өзгешеліктермен ерекшеленеді:
Ұсақтаудың жоғары дәрежесімен (50-ге дейін), ол ұсақтаудың сатылар санын қысқартуға мүмкіндік береді; жоғары шектік өнімділікпен (машина массасының бірлігіне); конструкция қарапайымдылығымен және қызмет көрсету ыңғайлылығымен; таңдамалы ұсақтаумен және дән пішінді дайын өнімнің жоғары сапасымен.
Машинаның негізгі түйіні – ротордың – конструктивті орындауы бойынша соққы әрекетті ұсақтағыштарды роторлы және балталы деп ажыратады.
Роторлы ұсақтағышта массивті ротор болады, онда тозуғатұрақты болаттан ауыспалы билдар мықты бекітілген. Осындай роторлы ұсақтағыштарды салыстырмалы берік материалдардың ірі бөлшектерін ұсақтауға, яғни біріншілік ұсақтауға, сонымен қатар келесі сатыларында қолдануға болады. Ұсақталатын материал ротордың барлық салмағынан соққылар алады және нақ осы ұсақтағыштың атауы мен ерекшелігін анықтайды. Балталы ұсақтағыштарда ұсақтауды роторға топсалы ілінген балталардың кинетикалық энергияларының әсерінен жүзеге асырады. Бұл машиналардың ерекшелігі балтаның құрылымымен анықталады және сондықтан да олар балталы аталынады.
Ұсақталатын материал ұсақтағыштың жоғарғы жағынан кіргізіледі. Ол ауырлық күшінің әсерінен құлайды немесе жаймамен сырғанайды және тез айналатын ротордың балаталары немесе билдар әрекетінің әсеріне түседі. Билдің немесе балтаның соққысының нәтижесінде бөлшек бұзылады, оның кесектері жалпақ сектормен (~ 900) жан-жаққа ұшады және футеровкаға тасталынады. Футеровкаға соғылу арқылы материал қосымша ұсақталады, шағылысып, қайтадан ротордың әсеріне түседі. Бұл материал бөлшектерінің белгілі бір өлшемге дейін жетіп шығатын саңылау арқылы шығып кетпейінше осылай қайталана береді.
Кейбір жағдайларда эксцентрикалық соққы алған материал бөлшегі өзінің массалық орталығы бойынша ұсақтағыштың жұмыстық мүшесінің жылдамдығына жақын жылдамдықпен айнала бастайды (шамамен 30 м/с), және бұзылады, өйткені бұл кезде центрден тепкіш күш әсерінен материал бөлшегінде күш σр ≈ 10 МПа пайда болады, ол тартылу кезінде көптеген тау жыныстары үшін беріктік шегін жоғарылатады.
Соққы әрекетті ұсақтағыштарда материал тез қозғалатын жұмыс мүшесіне соғылудың, бөлшектердің бір-бірімен өзара соқтығысудың, ұсақтау камерасының қозғалмайтын футеровкасына соғылудың нәтижесінде, сонымен қатар центрден тепкіш күштің әсерінен ұсақталады.
Шар тәрізді барабанды диірмендердің жалпы мәліметтері және классификациясы.
Материалды үгіту үшін барабанды, орташа қимылды, соққылы, вибрационды және ағымды диірмендер қолданылады.
Барабанды диірмендерде материал айналмалы барабанның ішінде ұсақталады. Барабан айналған кезінде жусайтын денелер (шарлар, стерженьдер) мен ұсақталатын материал (кіргізілетін деп аталды) алдымен барабанмен бірге шеңбер траекториясымен қозғалады, содан парабола бойынша құлайды. Айналу осіне жақын орналасқан кіргізілгеннің жартысы келіп түсетін қабат бойынша төмен қарай сырғиды. Материал жусайтын денелер мен материал бөлшектерінің қатысты орын ауыстыруы кезінде, сонымен қатар соққының нәтижесінде болатын үйкелістен ұсақталады.
Барабанды диірмендер жұмыс істеу кезеңі бойынша классификацияланады – мерзімді және үздіксіз әрекетті;
Үгіту әдісі бойынша – құрғақ және дымқыл үгіту;
Жұмыс сипаты бойынша – ашық және тұйық цикл бойынша жұмыс істейтін диірмендер;
Жусайтын денелердің пішіні бойынша – шар тәрізді, стержень тәрізді және өзіндік ұсатылу (жусайтын денелерсіз);
Шығару әдісі бойынша – механикалық және пневматикалық шығарылуымен;
Кіргізілетін және шығарылатын қондырғының құрылымы бойынша – люк арқылы кіргізілу және шығарылу, еденді цапфалар арқылы кіргізілу және шығарылу, периферинді шығарылу;
Приводтың құрылымы бойынша – орталық және периферинді приводпен.
Орташа беріктікті материалдарды үгітуге арналған шар тәрізді диірмендерді 0,9х1,8 және 1,5х1,6 м (барабанның диаметрі мен ұзындығы) екі орындауда шығарылады; құрғақ және дымқыл үгіту әдістері үшін. Олар өзара кіргізілетін және шығарылатын қондырғылардың құрылымы бойынша ажыратылады.
1,5х1,6 м диірмен кендерді және құрылыс материалдарды құрғақ әдіспен үгітуге арналған.
2х10,5 және 2,6х13 м құбырлы диірмендер клинкерді және шикізатты ашық циклда үгіту үшін қолданады, олар құрғақ және дымқыл үгіту кезінде де жұқа ұсақтауды қажет етеді.
3,2х8,5 м диірмен жұмсақ шикізатты ашық және құрғақ циклда дымқыл әдіспен үгіту үшін және тұйық циклда шикізаттық материалдарды кептіру арқылы үгіту үшін қолданылады. 3,2х15 м құбырлы диірмен ашық және тұйық циклда шикізат пен клинкерді үгіту үшін шығарылады. 4,2х10 м диірменді тұйық цикл бойынша жұмыс кезінде шикізатты біржола кептіру арқылы үгітеді.
Жұмыс мүшелері қозғалысының жоғарғы жылдамдықты диірмендердің жалпы мәліметтері.
Үгітудің жұқалығын жоғарлатуымен ұсақтау үрдісінің энергия сыйымдылығы күрт жоғарылайды. Бөлшек өлшемдерің кішірейткен кезінде олардың қатысты беріктігі жоғарылайды, өйткені бұзылу алдындағы құрылыммен аймақтар саны төмендейді. Салудың бірінші цикладарында пайда болатын микрожарықтар молекулалық күштердің әсерінен айқасуы мүмкін. Бұл эффект бөлшектер мен жарыққа енетіндерге адсорбцяланатын беттік активті заттарды (сұйық қабықшалары) қолданған кезеде нейтралдануы мүмкін. Бұл қабықшалар жарықтарды айқастыруға тырысатын молекулалық күшетерді экрандайды. Бөлшектердің «өзіндік емделу» эффектісі күштерді беру жылдамдығы мен күш импульстарының әсерлесу жиілігінің жоғарылауымен төмендеуі мүмкін. Нәтижесінде шаршау құбылыстарынан бұзылудың қарқындылығы жоғарылайды.
Қарастырылған материалдардың бұзылу үрдісі үгітілу қондырғыларының өркендеуі мен жусайтын денелер қозғалысының жоғарғы жылдамдығында жұмыс істейтін машиналарды шығару үшін теориялық негіз болды.
Ерекше жұмсақ ұсақтауға арналған диірмендердің жалпы мәліметтері.
Материалдарды үгіту жұқалығы түрлі технологиялық үрдістердің интенсификациясы үшін маңызды мәні бар. Өте жұқа ұсақтау үшін материалға жоғары жиілікпен әсер ететін жусайтын денелері бар машинаны, мысалы вибрациялы диірмендер, қолдану рационалды болып келеді. Үлкен абсолютті қозғалысы кезінде бөлшектердің өзара соқтығысудың жоғары жиілігіне, олардың турбулентті газ ағынындағы, мысалы ағымды диірмендерде, қозғалысы кезінде жетеді.
Пневматикалық-ағымды диірмендерде қозғалмайтын бөлшектері болмайды, бұл оларда тозуғатұрақтылыққа қолдануға мүмкіндік береді, бірақ нәзік материалдар (керамика және т.б.). Бұны әсіресе, материалдар жусайтын денелердің металл бөлшектерінің тозуымен ластанбайтын кезде қолданған ерекше тиімді.
Іріктеу үрдістерінің негізі мен тағайындалуы.
Шикізатты өңдеу үрдістерінде материалды ірілік бойынша кластарға бөлу, материалдың сапасын төмендедетін қоспаларды жою керек. Бұл үрдістерге арналған қондырғылар механикалық, гидравликалық және ауалы әрекет ету принціпіне негізделеді.
Материалдарды іріктеудің кең таралған әдістердің бірі – механикалық. Өлшемдері берілген саңылаулары бар тегіс немесе қисық сызықты беттерде жүргізілетін механикалық іріктеу тарсылдау (грохочение) деп аталады, ал оған қызмет ететін қондырғылар – тарсыл (грохот).
Тарсылдауға келіп түсетін сусымалы қоспа бастапқы материал деп аталады. Материалдың тарсылдау бетіндегі саңылаудың өлшемінен үлкен дәндері, осы бетте қалып тор үстіндегі (жоғарғы) класс деп аталады; материалдың саңылау арқылы өткен дәндер тор астындағы (төменгі) класты құрайды. Тор үстіндегі класты оң мәнмен белгілейді, ал тор астындағын – теріс мәнмен. Мысалы, әртүрлі ірілікті дәндердің қоспасы саңылауы 40 мм болатын елеуіш арқылы бөлінетін болса, онда жоғарғы класс +40, төменгі -40 деп белгіленеді, яғни тарсылдаудың бір беті бастапқы материалды екі калсқа бөледі. Егер іріктелетін материал ретпен тарсылдаудың n бетін өтетін болса, онда нәтижесінде n+1 класс болады.
Вибрациялы тарсылдаудың елеуші беті табылады, горизонтальды немесе қиғаш бетте орналасқан және тербелмелі қозғалысқа келетін масақты тор немесе елеуіш табылады. Елеуші беттің тербелмелі қозғалысының нәтижесінде оған келіп түсетін материал тарсылдың соңғы шығаратынға орын ауыстырады. Елеуші бет бойынша қозғалыс кезінде материал тор үстіндегі және тор астындағы кластарға бөлінеді.
Елеуші беттер шеңберлі, эллипсті немесе түзу сызықты қозғалыстарды жасай алады. Әдетте, қиғаш тарсылдар үшін қозғалыстың барлық үш түрі де тән, ал горизонталь үшін – түзу сызықты, елеуші бетке 35-450 бұрыш астында бағытталған.
Елеуші беттің тербелмелі қозғалысының жылдамдығын, ол материалды, соңғы шығарылатынға дейінгі қозғалысы кезінде, елеуші беттен үздіксіз үзіп отыруды қамтамасыз ететіндей таңдайды.
Материалды өңдеу кезінде тарсылдаудың келесі түрлері қолданылады:
Алдын ала, бұл кезде бастапқы таулы массадан елеусіз өлшемді материал немесе ұсақтаудың бірінші сатылы машиналарда ұсақтауды қажет етпейтін материал бөлінеді;
өнім бөлінуі үшін аралық, кезекті сатыда ұсақтауды қажет етпейді;
бақылау, ұсақтаудың соңғы сатысынан кейін қолданылады дайын өнімнің ірілігін бақылау және қалдықтарды шығару үшін; берілген өлшемнен ірілеу бөлшектер қайтадан ұсақтауға қайтарылады (тұйық цикл);
соңғы немесе тауарлы, дайын өнімді тауарлы фракцияларға бөліну үшін.
Тарсылдаудың құрғақ және дымқыл әдістерін ажыратады. Дымқыл әдісі кезінде бастапқы материал тарсылға пульпа немесе құрғақ түрінде келіп түседі және арнайы шашыратпалы қондырғылардағы сумен шайылады. Дымқыл әдісті, әдетте, жоғары дымқылдықты және балшық пен басқа да қоспалармен ластанған материалдарды іріктеу үшін қолданады. Бұл жағдайларда тарсылдау кезінде материал тек қана ірілік бойынша бөлініп қоймай, сонымен қатар шайылады да.
Тарсылдау үрдісін екі көрсеткішпен бағалау қабылданған: өнімділікпен, яғни тарсылға келіп түсетін бастапқы материалдың уақыт бірлігіндегі мөлшері, және тарсылдаудың тиімділігі – елеуіштің саңылауы арқылы өткен материал массасының, бастапқы материалдың құрамында болатын берілген ірілікті материалдың массасының қатынасымен.
Тарсылдаудың тиімділігі тарсылдау үрдісінің сапалы жағын көрсетеді. Алынатын өнімнің сапасы ластанылуымен бағаланады, ол берілген өнімнің фракциясындағы бөтен фракция дәнедерінің пайыздық құрамына тең.
Фракция түсінігі класс түсінігінен ерекшелігі, фракция шегі алынатын дәндердің шекаралық шекті өлшемдермен анықталады, ал класстың шегі тарсылдау жүретін елеуіштердің саңылау өлшемдерімен анықталатындықта. Мысалы, гравиялы жынысты екі фракцияға бөлу үшін: бөлшектердің өлшемі 5 мм-ден көп болатын гравий және бөлшектердің өлшемдері 5 мм-ден аз болатын құм, жарықта 6,5 мм саңылаулы елеуіштер қолданылады. Яғни, 5-6,5 мм өлшемді дәндер жоғарғы класқа жатады, бірақ төменгі класқа. Бұл жағдай өнімнің тазалық көрсеткішін тарсылдау көрсеткішіне алмастыруға мүмкіндік бермейді.
Тарсылдау тиімділігі (%)
E = [C – d ( 100 – C )] 100/C.
Мұндағы С – тарсылға келіп түсетін бастапқы материалдың жалпы массасындағы төменгі класс дәндер массасының пайыздық құрамы (бастапқы материал пробасының таралуымен немесе осы материалдың елеуіш анализінің қисығы бойынша анықталады); d = (A – A’)/A – тарсылдаудан кейін жоғарғы өнімде қалған төменгі класс дәндердің қатысты массалық құрамы; А – тор үстіндегі материал пробасының массасы; A’ – сол тор үстіндегі материалдың, одан өлшемі мен пішіні зерттелетін елеуіштің саңылауы сияқты зертханалық елеуште төменгі класс дәндерін елегеннен кейінгі массасы.
Өнімнің ластануы (%)
Л = (A0 – A’0)100/A0,
Мұндағы A0 – дайын өнім пробасының массасы; A’0 – сол пробаның таңдап алынған бөлу шекарасына сәйкес келетін, саңылау өлшемі бар стандартты зертханалық елеуішетен өткеннен кейінгі массасы.
Әдебиеттер: 6, 7, 8 нег.; 6 қос.
Бақылау сұрақтары:
Ұсақталатын материалдардың қасиеттері.
Ұсақтағыштар, олардың жұмыс істеу принціпі және ұсақтау ірілігі бойынша ажыратылуы.
Кинематикалық ерекшеліктеріне байланысты беттіғ ұсақтағыштардың тобы.
Конусты ұсақтағыштардың түрі мен сипаты.
Белдік ұсақтағыштардың, соққы әрекетті ұсақтағыштардың, барабанды шар тәрізді диірмендердің классификациясы, жалпы мәліметтері.
Жұмыс мүшелері қозғалысының жоғарғы жылдамдықты, ерекше жұмсақ ұсақтауға арналған диірмендердің жалпы мәліметтері.
Іріктеу үрдісінің негізі мен тағайындалуы.
8 – дәріс. Машианлар мен цех ішіндегі көлік құрылғылары.
Дайын өнімді, шикізатты немесе жартылай дайын өнімді тасымалдау үшін келесі көліктік құралдарды қолданады: қозғалмалы рельссіз (автожүк тиегіштер, электрокарлар және т.б.); қозғалмалы рельсті (теміржолдық құрам, вагонеткалар және т.б.); стационарлы (тасымалдағыштар, подъемниктер және т.б.); пневматикалық және гидравликалық.
Алыс тасымалдар үшін кез келген көлік немесе құбыр магистральдары бойынша жүзеге асырылады.
Өндіріс ішіндегі көлік технологиялық үрдістермен тығыз байланысқан, тасымалданатын материалдардың агрегаттық жағдайына байланысты арнайы тасымалдағыштар мен мөлшерлегіштер құрылғыларымен жүзеге асырылады.
Қатты заттар тасымалданады: түсіргіштермен, элеваторлармен, көліктік виброжелобтармен, шнектармен, ленталы тасымалдағыштармен, ковштық тасымалдағыштармен, гидро және пневмотасымалдағыштармен және т.б.
Жүкті түсіру және тиеу үшін қолданылатындар: самосвалдар, крандар, грейферлер, шынжырлы элеваторлар, механикалық күректер.
Мөлшерлеу көлем бойынша ұяшықты қоректендіргіште, шнекте, тасмалдағышта, табақшалы қоректендіргіште; масса бойынша тиеуші салмақта және мөлшерлегіш көліктік құрылғыларда жүзеге асырылады.
Пневмотасымалдағыштардың құрылғылары. Пневмотасымалдағыш жүйесін түрлі шаң тәрізді және ұсақ дәнді материалдарды тасымалдау үшін қолданады. Пневматикалық құрылғылар бөлінеді: сіңіргішті (мұнда жүк ауаның қысымы атмосфера қысымынан 0,01 МПа-ға дейін төмен болған кезде тасымалданады); айдағышты (тасымалданатын материал 0,8 МПа-ға дейінгі қысымы бар ауаның сығуымен орын аустырады); аралас (мұнда құбырдың бір бөлігі разряд астында, ал қалғаны қысым астында жұмыс істейді); гравитациялы көлік (материал ауырлық күшінің әсерінен тасымалданады, ал ауа тек үйкеліс күшін айзату үшін беріледі.).
Пневмотасымалдағыштың кез келген құрылғылары тиегіш құрылғысынан, құбырдан, түсіргіш құрылғысынан, тасымалданатын ауаны тазартатын аппараттан, ауаүрлегіш машинадан, вакуумды насостан, компрессорлардан тұрады.
Қыру тасымалдағыштар. Бұл машиналар, һж (м) биіктікті науа немесе құбыр бойынша қозғалатын бір немесе екі ауыр шынжырға бекітілген скребкалар көмегімен, сусымалы материалдарды үздіксіз тасымалдауға арналған. Біріңғай (жоғарғы және төменгі) скребкалы конвейерлер және пішінді (контурлы) скребкалы конвейерлер деп ажыратылады. Химиялық өнеркәсіпте скребкалы конвейерлер шаң тәрізді, дәнді, ұсақ бөлшекті материалдарды тасымалдау үшін қолданылады. Мысалы: колчеданды, күл мен шаңды, суперфосфатты, аммофосты, әкті және басқа өндімдерді.
Ожау элеваторлар. Бұл машиналар вертикаль немесе күшті қиғашталған (горизонтқа >600) бағыт бойынша сусымалы жүктерді тасымалдау үшін арналған. Ковштық элеваторлар түрлі сусымалы материалдарды (колчедан, түрлі тыңайтқыштар, тұздар және басқалары) тасымалдау үшін қолданылады. Қарапайым құрылымды вертикаль элеваторлар өнеркәсіпте кең қолданыс тапты, ал қиғаштары сирек қолданылады. Ковштық элеватор лента деп аталатын вертикалды тұйық ауыр мүшеден,онда ковштар бекітілген, тартпалы барабаннан немесе жұлдыздан, жоғарғы приводты барабаннан тұрады.
Ленталы конвейерлер. Бұл машиналар үздіксіз көлік, жүкті шексіз лентада тасымалдайды, ол ауыр және жұмыс мүшесі болып таблады. Ленталы конвейерлерді шаң тәрізді, үлкен бөлшекті, даналы жүктерді тасымалдауға қолданылады. Ленталы конвейерлерді орындалуы бойынша стационарлы, қозғалмалы, тасымалдаушы болып бөлінеді. Ленталы конвейерлер тартпалы барабаннан, каркастан, лентадан, приводты барабаннан, тиетін және түсіретін бункерлерден тұрады. МЕСТ 20-76 бойынша лентаны 6 түрде дайындайды: жалпыға арналған (-25-дан 600С-ға дейін); аязға тұрақты (-45-тен 600С-ға дейін); жоғары жылутұрақтылықты (1000С-ға дейін); тағамдық, жылутұрақты (-25-тан 1000С-ға дейін); жанбайтын. Құрылымы бойынша ленталарды 5 түрге бөледі: екі жақты резинкалы қоршауы мен резина астындағы маталы қорғаныс салымы бар; екі жақты резинкалы қоршауы бар; резиналы қоршаудың астындағы екі жақты резиналы және брекерлі маталы салымы бар және басқалары.
Құбырларды сұйықтарды, газдарды, сулы буларды, суды, конденсаттарды және т.б. тасымалдауға қолданады. Тағайындалуына байланысты құбырлар материалдыға (химиялық өндірістің бастапқы, аралық және соңғы заттарын тасымалдау үшін), буөткізгіштерге, конденсатөткізгіштерге, суөткізгіштерге, сығылған ауаның құбырларына, вакуумды жүйелерге, өндірістік канализацияға бөлінеді. Тасымалданатын материалдардың параметрлері: коррозиялық активтілік, өртқауіптілік, токсикалық. Сондықтан да құбырларды әртүрлі материалдардан дайындайды. Құбырлы жүйелердің негізгі бөліктері: құбырлар, байланыстыратын саймандар (құбырлардың фланцтары, муфталар); фасонды бөліктер (үштіктер, өтулер және т.б.); арматура (крандар, ысырмалар, клапандар және т.б.). Тасымалданатын заттардың қасиеттеріне, сонымен қатар құбыр материал сапасы мен пісіру әдісіне қойылатын талаптарға байланысты, технологиялық құбырлар дәрежелерге бөлінеді:
1 дәреже - өрт-жарылысқауіпті, агрессивті және токсикалық өнімдер үшін құбырлар. Олардағы қысым мен температураның өлшемдеріне байланысты емес;
2 дәреже – коррозиялы, өртқауіпті және токсикалық қасиеті әлсіз білінетін өнімдер үшін құбырлар, сонымен қатар негіздер құбырлары;
3 дәреже – барлық қалған құбырлар. Құбырлардың байланысы бөлінетін және бөлінбейтін болып бөлінеді. Бөлінетін құбырдың байланысы фланцтар, оймалар және арнай құрылғылармен жүзеге асырылады. Бөлінбейтін байланыстар пісіру(сварка), пайкалар және желімдеу арқылы болады.
Барлық құбырлар орын толтырғыштармен (компенсаторлармен) жабдықталады. Олар құбыр ұзындығын, оларды жылыту немесе суыту кезінде құбырлардың герметикасын бұзбауынсыз, өзгертуін өтеуге арналған. Компенсаторлар жұмыс істеу принціпі бойынша майысқақ және тайғанақ болып бөлінеді.
Арматура, бұл тасымалданатын ортаны басқару және бақылауға арналған құрылғы. Тығынды арматура (крандар,ысырмалар), бақылаушы (деңгейдің көрсеткіштері), реттеуші (клапандар, деңгейді реттегіштер), сақтандандырушы (сақтандандырушы клапандар, кері клапандар). Арматураның барлық клапандары өткізу құрылғылары бойынша бөлінеді: қолдан жасалған приводы, механикалық жетек, электржетек, пневматикалық приводы бар және т.б. Құбырлармен немесе аппаратпен байланысу әдісі бойынша фланцтық, муфтық арматураға ажыратады.
Құбырларды технологиялық бөлшектерге жатқызады.
Негізгі технологиялық бөлшектерге жататындар:
Қабылдағыш воронкалар, бөлшекті және ұнтақтәрізді материалдар үшін бункерлер; бактар, сұйықтарға арналған бөлшектер;
Тесіктер, оларға шиберлер, люктар; сұйық материалдарды тасымалдау үшін қажетті арматурасы бар құбырлар (қоқысөткізгіштер және мазутөткізгіштер);
Ұнтақтәрізді материалдарды тасымалдауға арналған құбырлар (ұсақталған қатты отынның, шаңұстағыштармен ұсталған және т.б. шикізаттық шихаталары);
Сығылған ауаға арналған құбырлар (воздухаводы), ыстық газдарға арналған құбырлар (газөткізгіштер), қондырғыдан аспирационды ауаны (аспирационды) және газдарды (дымоходы) соруға арналған құбырлар, жарылыссақтандарғыш клапандар.
Қондырғылардың қоршау құрылымдары және оны бекіту үшін постаменттер.
Бұл технологиялық бөлшектер (олар көбінесе стандартты емес қондырғылармен) көп бөлігі металдан жасалынады.
Дұрыс жобаланған технологиялық бөлшектері кезінде негізгі қондырғыны қолдану коэффициенті жоғарылайды және технологиялық үрдістердің жалпы сенімділігі қамтамасыз етіледі.
Төменде технологиялық бөлшектерді жобалау үшін негізгі шарттардың кейбіреулері келтірілген.
Қатты материалдарды қабылдайтын бункер мен воронкалар олардың физика-механикалық қасиеттеріне байланысты жобаланады (бөлшектердің өлшемдері, көлемдік салмағы, гранулометриясы, ылғалдылығы, пластикалық қосындылардың болуы, абразивтік және жіберілетін материалдың көлемі).
Сусымалы немесе бөлшекті материалдар үшін қабылдағыш бункерлер қабырғаларының қиғаш бұрышы, материалдың түсуі өз салмағы әсерінен қиындықсыз болатын жағдайда болуы керек. Бұл бұрыштар 50-550 –тан төмен болмауы керек. Шығатын саңылаудың өлшемдері де сондай байып бойынша орнатылуы керек. Нашар сусымалы қасиеттері бар материалдар үшін бункерлерде материалдардың ағуын қамтамасыз ететін арнайы қондырғылар болуы керек, мысалы, пневмоқұлауға арналған құрылғылармен немесе пневможастықтармен.
Материалдың бір аппараттан екіншіге өтуі үшін тесіктер тікбұрышты немесе шеңбер кесекті қысқа өлшемде орындалуы керек және 50-550 –тан кем емес бұрыштың астында орналасуы керек. Мұндай қиғаш бұрыштар табиғи ылғалдылығы 10-15%-ға дейін болатын бөлшекті материалдарды тасымалдау үшін арналған. Тесіктердің кесік ауданы аппараттардың шығарылатын саңылаудың өлшемдеріне сәйкес келуі керек. Тесіктердің тарылуы қажет емес, бірақ егер бір кесектен екіншіге ауысуды жүзеге асыруды қажет болса, онда мұндай ауысым тесіктер жазықтарының 550-тан кем емес бұрыш астында симметриалы тарылумен жүзеге асады.
Тесіктер мүмкіндігінше материалдар қозғалысының бағыты бойынша орналасуы керек, айналманың ауытқуынсыз. Жеке жағдайларда, егер мұндай ауытқусыз болмайтын болса, тесіктің қиғаш бұрышы сәйкесінше жоғарылайды, яғни тесіктер үлкенірек болады. Бұл жағдайларда олардың кесіктерін шеңбер етіп орындау керек.
Тесіктердің асыра сілтеген жерлерінде тексеру үшін, тазалау мүмкіндігі, үлгілерді алу және бақылау аспаптарын орнату үшін люктарды жасау керек. Тесіктерді қондырғылармен байланысын оларды ауыстыру немесе жөндеу мүмкіндігі үшін болттарда фланц түрінде орындалады. Тесікті дайындау үшін металлдың қалыңдығы олардың беріктігі мен тозулардың шарттарынан таңдалынады және 3-тен 10 мм-ге дейін тербеледі.
Қажетті арматурасы бар құбырлар сұйық, шаң тәрізді және газтәрізді материалдар үшін өндірістік дайындалған және спецификация бойынша тапсырылады. Құбырлы құрылғыларын жобалау кезінде технологиялық құбырлардың трассасы, кездесетін кедергілерді ескеру арқылы, қысқа қашықтығы бойынша таңдалады.
Сұйық орталарды айдауға арналған насостар.
Құбырлар бойынша сұйық өнімдерді (ерітінділер, суспензиялар және т.б.) жеке аппараттар мен құрылғылар арасында тасымалдау үшін өндіріс ішінде де, оның сыртында да насостарды қолданады. Насостар – бұл гидравликалық машиналар, олар двигательдің механикалық энергиясын араластырылатын сұйықтың энергиясына айналдырып, оның араласуын жоғарылатады. Сұйықтарды тасымалдауға арналған насостардың жұмыс істеу принціпі бойынша келесі түрлері болады: поршеньді насостар (дискілі, мембраналы); центрден тепкіш (бірсатылы, көпсатылы); ротационды (осьтік немесе пропеллерлі); ағымды (суағымды, буағымды).
Әдебиеттер: 2 нег.[105-153]; 7, 8 қос.
Бақылау сұрақтары:
Өндірістегі көліктің міндеттері.
Өндірісішіндегі көлік.
Пневмотасымалдағыштардың құрылғылары.
Конвейерлер.
Құбырлы арматура.
Негізгі технологиялық бөлшектер.
9 – дәріс. Реакцияларды және араластыруды жүргізуге арналған қондырғылар.
Өндірістің технологиялық сұлбасын құрғаннан кейін, шикізат, жартылай өнім, дайын өнім ағындардың негізгі бағытын анықтағаннан кейін, материалдық және энергетикалық балансты құрғаннан кейін, ары қарай негізгі реакциялық аппараттарды есептеуді жүргізеді. Өнімділікті, реагенттердің әрбір аппаратта болу уақытын, негізгі өлшемдерін анықтайды. Агрессивті ортаға, температураға және аппараттағы қысымға байланысты негізгі құрылымды материалдарды таңдайды, олардан аппартты дайындайды. Жобаланатын өндірістің жалпы өнімділігінен біртипті параллель жұмыс істейтін аппартардың санын анықтайды. Алдағы есептеулер: стандартты қондырғыны таңдау (құрылымды, өнімділікті анықтау); аппараттарды және жеке түйіндерді құрылымдау (конструкторлар жүргізеді, бірақ аппараттың түрі мен реакциялық көлем өлшемін технологтар анықтайды); аппараттарды монтаждау бойынша есептер мен сызбалар (проектант-механиктер).
Технологиялық тағайындалуы бойынша реакторлар бөлінеді: жанасу аппараттар немесе конверторлар, олар ГАЗ-ГАЗ жүйесінде, қатты катализатордың қатысуымен, каталиттік үрдістерді жүргізу үшін қызмет етеді; сұйық және қатты заттар арасында химиялық үрдістерді жүргізуге арналған аппараттар – сұйықфазалы үрдістер реакторлары; жоғары температуралық үрдістерді жүзеге асыруға арналған пештер – реақторлар; 10-нан 200 МПа-ға дейінгі жоғары қысымдар кезінде химиялық үрдістерді жүргізуге арналған жоғарғы қысымды аппараттар – реакторлар. Реакциялы аппараттар – химиялық цехтардың негізгі қондырғысы. Физика-химиялық үрдістерге арналған аппараттармен салыстырғанда олардың көп ерекшеліктері бар: химиялық реакциялар жылу эффектісімен қатар жүреді, нәтижесінде жылуды беру мен шығару кезінде және температураны реттеу кезінде қиындықтар туады; көптеген химиялық үрдістер катализаторлардың қатысуымен жүреді, ол өз кезегінде, әсерлесетін өнімнің катализатормен жақсы жанасу, оны шығару, кіргізу және регенерациялау кезінде қиындықтарды тудырады. Физика-механикалық үрдістерге арналған аппараттар түгел унифицирленген, реакциялық аппараттар құрылымы бойынша қарапайым. Олар сонымен қатар барлық химиялық аппарат сияқты әсерлесетін заттардың агрегаттық жағдайы және жұмыс әдісі бойынша классификацияланады – мерзімді және үздіксіз.
Қосымша фактор – катализатордың болуы және болмауы.
Газды фазадағы жанасу-каталиттік және термиялық үрдістерге арналған аппараттарына каталиттік тотығу, гидрлеу, хлорлылау және басқа да катализатор қатысында жүретін газ реакциялар үрдісіне арналған аппараттарды жатқызады. Жанасу аппараты қозғалмайтын және қозғалатын катализатор қабаты бар аппараттарға бөлінеді. Қозғалмайтын қабаты бар аппараттар, өз кезегінде, адиабатты және жылуалмасуы бар аппараттарға бөлінеді. Жанасу аппараттары 300-8000С жоғары температуралар кезінде жұмыс істейді.
Азот қышқылының жанасу аппараты адиабаталы жұмыс істейді. Сатылы жанасу аппаратына мысал, күкіртті газдың күкіртті ангидридке дейінгі каталиттік тотығуына арналған аппарат болып табылады.
Аралық жылу алмасуы бар жүйелерде катализатор қабаты (реакция аймақтары) мен жылуалмастырғыштар (жылуалмасу аймағы) ауысып отырады. Реакция аймағындағы үрдіс адиабаталы жүреді, содан жылуалмастырғышта суытылу (немесе жылытылу) жүреді және температура қайтадан қолайлыға жақындайды. Мұндай жүйедегі температураның өзгерісі сатылы болады.
Ішкі жылуалмастырғышы бар аппараттарда қажетті жылу кезеңі жылуалмастырғыш элементтермен ұсталады. Катализатор қабатында орналасқан. Ішкі жылуалмастырғышы бар аппараттарды қабықшалы құбыр түрінде жасайды, катализаторды түтікте немесе құбыраралық кеңістікте немесе пластикалық жылуалмастырғыштар түрінде орналастырады. Түтіктердің көлемі құбыраралық кеңістіктен көп кіші. Катализаторды түтікте орналастырған кезде аппарат көлемін пайдалану коэффициенті төмендейді, сондықтан катализаторды түтікке тек температураны нәзік реттеген жағдай да ғана орналастырады.
Сұйық-сұйық жүйесінде реакцияларды жүргізу үшін, жұмыс істеу әдісі бойынша келесі реакторларды қолданады: араластырғышы бар ыдыс (мерзімді); ванна (мерзімді, үздіксіз); автоклав (мерзімді); тигель (мерзімді); каскад (үздіксіз); электролиз үшін ұяшық. Газ-қатты зат жүйесінде реакцияларды жүргізу үшін, жұмыс істеу әдісі бойынша қолданылатындар: муфельді пеш (мерзімді); жанасу пештері – тормен, құбырлы, сатылы (үздіксіз); қозғалу қабаты бар пеш, шахталы пеш (үздіксіз – қатты материал реактор арқылы жоғарыдан төмен қарай қозғалады, газ – қарсы ағында); қозғалмалы торы бар туннельді пеш (үздіксіз – қатты заттар газға қарсы ағында қозғалады); айналмалы құбырлы пеш (үздіксіз – қатты заттар реактор айналған кезде орын ауыстырады); құйын қабатты, шаңтәрізді отынды пештер (үздіксіз – қатты заттар үдемелі газ ағынымен қозғалысқа келеді); суландырғышы бар пеш (үздіксіз – қатты заттар ағыммен газ толтырылған кеңістік арқылы қозғалады).
Реакцияларды жүргізуге қолайлы шарттарды құру мен ұстап тұру үшін, сұйық-қатты зат жүйесінде заттардың тасымалдануы жұмыс істеу әдісі бойынша қолданады: арастырғышы бар ыдыстар (мерзімді); араластырғышы бар автоклав (мерзімді); айналмалы құбырлы пештер (үздіксіз).
Келесі аппараттарды қарастырайық. Араластырғышы бар ыдыстарды құрылғының араластыру түрі мен қолдану аймағы бойынша ажыратылады: лопастылы (араластыру, сұйықтардың еруі, эмульгациялау, қатты заттардың баяу еруі, қатты тұнбаларды тұндыру, орта температурасын теңестіру); якорлы, рамды (тұтқырлы және ауыр сұйықтарды араластыру, тұнбалардың қабырғаға және түбіне тұнады алдын алу, тұтқырлы орталарда сустизлендіру); жапырақты (арластыру, аз тұтқырлы сұйықтардың еруі, қатты заттарды өлшеу, жылуалмасудың интенсификациясы); ашық түрдегі құбырлы (араластыру, сұйықтардың еруі, суспензиялау, эмульгациялау, температураларды теңестіру); жабық түрдегі құбырлар (ашық түрдегі құрылғылар сияқты және газдардың еруі); винтті (араластыру, еріту; эмульгациялау, қатты заттардың 10%-ға дейінгі массалық құрамы бар тұнбаларды тұндыру, температураларды теңестіру).
Ыдысты араластырғыштар ыдыстан (жейделі немесе жейдесіз), араластырғыштан және жетектен тұрады. Жетекке мотор-редуктор, стойка, муфта, аппараттың герметикасын қамтамасыз ететін нығыздау, араластыратын құрылғының белдігі кіреді. Приводтың қуаты мына теңдеу бойынша анықталады
NА = KN*PО*n3*d5А.
d А – араластырғыштың диаметрі;
PО – араластыратын ортаның тығыздығы, кг/м3;
n – айналу жиілігі, айн/с;
KN – қуат критериі, араластырғыш құрылымына және центрден тепкіш Рейнольдс критерий өлшеміне байланысты: Ren = PО*n*d2А/μо.
Барабан түріндегі аппараттарда, материал барабан айналған кезде араластырылады. Бұл аппараттарды кептіру, күйдіру, кристаллизация, сусымалы материалдар мен кесектерді араластыру үшін кең пайдаланылады. Әдетте олар мәнді өлшеммен болады. Мысалы, айналмалы цементті пештердің диаметрі 5 м-ге дейін және ұзындығы 150 м-ге дейін. Айналмалы барабанды аппараттар өзінің әмбебаптылығы мен жұмыс сенімділігі арқасында кең қолданыс тапқан. Олардың кемшілігі – үлкенділігі және көлем бірілігіне өнімділігі салыстырмалы түрде жоғары емес.
Айналмалы барабанды аппараттар барабаннан (жейдемен немесе жейдесіз, ішінен өтқа төзімді кірпішпен қапталған), приводтан, материалды кіргізу және шығару камерасынан, газды беру және шығарудан тұрады.
Барабанның көлемі мен оның негізгі геометриялық өлшемдері материалдың аппаратта болу уақтына, материалдың қаныққан салмағына және барабанды толтыру коэффициентіне байланысты.
Минутына айналу саны
![]()
D – барабан диаметрі, м. Барабанның айналу жылдамдығы әдетте 1м/с-тан аспайды.
Барабан приводының қуаты N = 0.34*103 D3 L n γ β*K
L – барабан
ұзындығы, м; γ
– материалдың үйінді массасы, кг/м3; β
– толтыру коэффициенті, кептіру пештері
үшін 0,1![]() 1,2
қабылданған; К – насадканың қасиетін
ескеретін коэффициент (тегіс барабандар
үшін К=1;
лопастылы насадкалы барабандар үшін
К= 1,5
1,6;
таратылатын насадкалы K=
0,3
0,4).
1,2
қабылданған; К – насадканың қасиетін
ескеретін коэффициент (тегіс барабандар
үшін К=1;
лопастылы насадкалы барабандар үшін
К= 1,5
1,6;
таратылатын насадкалы K=
0,3
0,4).
Двигательдің қуатын пайдалы әсер коэффициентін және жіберілетін күшті ескеру арқылы таңдайды:
Nдв = (1,1 1,3)N/η
Ауыр барабандар үшін кіші мәнді алады, жеңіл үшін – үлкенін. Қуатты есептегеннен кейін, айналу моментті табады және приводты есептейді.
Эмпирикалық теңдеу және жалған мәліметтер бойынша келесі тексерумен барабан қабырғасының қалыңдығын есептейді S = (0.007 0.011)D.
Барабан корпусын жіберілетін иінге қиғаш және айналу моменттерініңң бірдей әсерін тексереді.
Соңғы кездері қайнау қабатты аппарттар кең қолданыс табуда, өйткені олар жоғары өнімділікті қамтамасыз етеді, оларды көптеген түрлі үрдістер үшін қолданылады.
Әдебиеттер: 2 нег. [204-265]; 9 нег. [49-82]; 9, 10 қос.
Бақылау сұрақтары:
Реакторлардың классификациясы.
Реакциялық аппараттардың ерекшеліктері.
Жанасу аппараттардың түрлері.
Ж-Ж; Г-Қ жүйелерінде реакция жүргізу үшін аппараттар.
Араластырғышты ыдыстардың түрлері.
10 – дәріс. Шаңды ұстау, газдарды тазалау және сұйық-қатты жүйелерін ажыратуға арналған қондырғылар.
Аппаратуралы-технологиялық сұлбаларды жүзеге асыру кезінде, «Өнеркәсіп кәсіп орынды жобалаудың тазалық нормалары» талаптарына сәйкес, шаңды ұстау мен газдарды тазалау жолдары мен әдістерін анықтайды.
Шаңды тазалау және газ тәрізді компоненттерден тастандыларды тазалау үрдістерін қарастырайық.
Шаңды ұстау, шаңдарды олардың жиналу және бөліну орындарында тартпалы ауаны айдау жүйелерінің жергілікті сорғыштар көмегімен, шаңұстағыш-аппарттарда шаңдатылған ауаны (газды) кезекті тазалауымен, ұстау операциясы.
Қазіргі уақыттағы ауаны (газды) шаңсыздандыру аппаратын төрт топқа бөлуге болады:
механикалық шаңсыздандыру құрылғылары, мұнда шаң ауырлық күші, инерция немесе центрден тепкіш күштері әсерінен бөлініп алынады;
дымқыл немесе гидравликалық аппарат, мұнда қатты бөлшектер сұйықпен ұсталады;
кеуекті фильтрлер, оған шаң бөлшектері тұнады;
электрофильтрлер, мұнда бөлшектер жоғарғы қуатты біртекті емес электр өрісіне тұнады.
Шаңды ұстау әдісі, әсерлесу тәсілі бойынша, қондырғларды келесідей ажыратады:
Шаңтұндырғыш камералар, мұнда құрғақ механикалық шаң ұстау жүзеге асырылады, яғни баяу қозғалатын ауа (газ) ағынындағы шаң бөлшектері Жердің гравитациялық өрісі әсерінін тұнады.
Инерциялы жалюзды шаңұстағыштар, шаң ұстаудың құрғақ механикалық әдісі, ауа ағынының органикалық бөлігінде инерция күші әсерінен қозғалатын шаң бөлшектері құрылымының әсерінен орындалады.
Центрден тепкіш шаңұстағыш (қарапайым және батареялы циклондар), құрғақ механикалық шаң ұстау, айналмалы қозғалатын ауа ағынындағы шаң бөлшектері центрден тепкіш күш әсерінен тұну арқылы жүзеге асады.
Дымқыл циклондары және шайғыш – циклондар. Центрден тепкіш скрубберлер, қабықшалы шаңұстағыштар, насадкалы скрубберлер. Дымқыл механикалық шаңұстау, шаң бөлшектерін сумен дымқылдау және олардың ауалы ағыннан тұнумен жүзеге асырылады.
Шаңды сулы және көбікті фильтрлер, дымқыл механикалық шаң ұстау, шаңдатылған ауаны су және көбікті қабаттан сүзу арқылы орындалады
Электростатикалық шаңтұндырғыштар (электрофильтрлер), электрлік шаң ұстау, шаң бөлшектерінің теріс электрлі зарядаталуымен және олардың оң зарядаталған электродтарда тұнуымен орындалады.
Құрғақ механикалық тазарту аппарттарының көбісінің негізгі артықшылығы, өнеркәсіп өндірістерінде типтік сызбалар бойынша дайындауға болатын қарапайым құрылымы болып табылады. Құрғақ механикалық тазарту аппараты шаңдатылған ауаның (газдың) 2 – 3 г/нм2-қа дейін кіруі кезінде, өз бетінше шаңұстағыш құрылғы ретінде қолданылады. Көп шаңдатылған кірген кезде бұл түрдегі қондырғылар қажетті тазалау дәрежесін қамтамасыз етпейді. Бұл жағдайда оларды аппараттың екінші сатысы – ең нәзік тазарту – алдында кірген шаңдатылғанды төмендету мақсатында бірінші саты ретінде қолданады.
Дымқыл механикалық тазарту аппараттарын бір мезгілде газдарды (ауаны) тазарту, шаңұстау және тазартылатын ауаның құрамындағы кейбір газдарды сіңіру (абсорбция) үшін қолдануға болады, бұл тазарту қондырғылардың санын қысқартуға және шаңгазтазартқыштың құнын төмендетуге мүмкіндік береді. Шаң ұстау кезінде, әсіресе вентиляциялы тастандыларды тазарту кезінде, суландырушы сұйық ретінде суды пайдаланады. Осы топқа жататын аппараттың кейбір түрлерінде, суды алдына ала жарықтандырмай көп рет қолдануға болады.
Дымқыл тазарту аппараттары жоғары температуралы шаңдыгаз қоспаларын тазарту кезінде де, сулы булармен қаныққан қоспаларды тазарту кезінде де сенімді және тиімді жұмысты қамтамасыз етеді.
Дымқыл тазартуға арналған қондырғы түрлі дисперстік құрамы бар шаңдарды ұстау үшін пайдаланылуы мүмкін.
Соққы-инерциялы әрекетті аппарттар және жылдам газшайғыштар, тазартылатын газдар бойынша бірдей өнімділікті маталы фильтрлер мен электрофильтрлермен салыстырғанда, үлкен емес өлшемдері болады, бұл оларды қолданған кезде шаңұстағыш қондырғылардың құнын азайтуға мүмкіндік береді. Егер суландыратын сұйық аранайы өңдеуді қажет ететін жағдай болатын болса, онда дымқыл тазартудың бұл артықшылығы төмендейді.
Фильтрациялы тазарту аппаратының негізгі артықшылығы, шығарылатын газдың (ауаның) тазару дәрежесін 99%-ға дейін жеткізу мүмкіндігі болып табылады. Бұл кезде тазартылудан өткен ауаның (газдың) шаңдатылуы 50 мг/м3 –тен кем емес болады.
Ең жоғары тиімділікті аппараттарда – жұқаталшықты фильтрларда – жоғарыдисперсті шаңдар мен аэрозольдерді ұстай отырып, өте нәзік тазартуды жүргізуге болады. Бірақ 0,1-0,2 г/нм3-тан астам кіретін шаңдатылуы бар өндірістік газдар немесе ауаны фильтрациялық тазарту үшін негізінен маталы жеңді фильтрлар қолданылады.
Электрлік тазалау аппараттар тобына түрлі типті электростатикалық тұндырғыштар кіргізіледі. Олардың өндірісте кең қолданыс табуын, олардағы жоғарыдисперсті шаңдар, аэрозольдер мен тұмандарды ұстау кезіндегі газдардың жоғары тазалау дәрежесіне жету мүмкіндігімен байланыстырады. Бұл агрегаттарды оңай автоматтандыруға болады, газдарды тазалау кезінде олар үлкен шығынды қажет етпейді. Электрофильтрлерді осындай тазалау дәрежені қамтамасыз ететін басқа типті аппараттармен салыстырғанда, газдарды тазалау кезінде электрофильтрлерді пайдалану экономикалық тиімді екенін көрсетеді.
Қандай да бір шаңұстағыш аппаратты пайдалану, өндірісте болатын қажетті тазалау дәрежесі мен оның экономикалық мүмкіншіліктерімен анықталады.
Газдытазалау, тазаланатын газ (ауа) ағынында болатын газтәрізді химиялық қоспалардан газдарды (ауаны) тазалау үрдісі.
Газ тәрізді қоспалардан газдарды (ауаны) тазалау үшін ең көп үш үрдіс тобы қолданылады:
газдарды сумен шайған кезде олардың сіңірілуі – абсорбция;
қатты заттармен сіңірілу – адсорбция;
тотығу-тотықсыздану үрдістері, нәтижесінде жаңа, экологиялық қауіпсіз өнімдер түзіледі.
Абсорбциялық тазалау әдісінде, сіңірілетін сұйықты негізінен сіңіргіштің және сіңірілетін өнімнің химиялық қасиеттеріне қарай таңдайды.
Газ және сұйық фазалар арасында жанасу бетті жасау әдісіне байланысты абсорбция жүретін аппаратты – абсорбер – беттік, барботажды және бөлшектегіш деп ажыратады. Бұл аппараттардың әр қайсысы өзіндік құрылыммен, сонымен қатар есептеу әдісімен ерекшеленеді.
Беттік аппараттарды сіңіруші ерітіндінің горизонтал айнасымен, қабықшалы, қозғалмайтын насадкасы бар насадкалы, механикалық қабықшалы деп ажыратады.
Барботажды аппараттарды тегіс барботажды қабаты бар, табақшалы типті, қозғалмалы насадкамен, сұйықты механикалық араластырумен деп ажыратады.
Бөлшегіштерді форсуналық, жылдам тура ағынды, механикалық бөлшегіштер деп ажыратады.
Атмосфераға тастандылардың абсорбциялық тазалау әдісі тастандыларды түрлі компонентерден, олардың бастапқы концентрациясының кез келген диапазонында, жоғары тазалау тиімділігін қамтамасыз етеді.
Келесі абсорбенттердің түрлері ең көп қолданыс тапқан: активті көмір, силикагель, цеолиттер, иониттер. Газдарды тазалау үшін массаалмасу аппараттарын қолданады – мерзімді және үздіксіз әрекетті абсорберлер. Мерзімді әрекетті абсорберлерде абсорбенттер қозғалмайтын немесе қайнау қабатында болуы мүмкін. Қозғалатын абсорбент қабаты бар үздіксіз әрекетті аппараттар немесе сорбенттің қайнау қабаты бар абсорберлер ең қарқынды.
Газдардан (ауадан) зиянды газ тәрізді компоненттерді тазалаудағы үшінші бағыт тотығу (жоғарытемпературалы және каталитті) мен тотықсыздану үрдістерімен берілген. Газ тәрізді қалдықтарды тура және каталиттік жандыру деп ажыратады. Осы түрдегі қалдықтарды тура жандыру үшін отты пештер және шырақты жандыру құрылғылар қолданылады. Қандай да бір шырақты жандыру сұлбасын пайдалану, газ тасатандыларда болатын өнімдердің құрамымен, және толық жандыруға қойлатын талаптармен бағаланады. Шығатын газдардың құрамындағы органикалық жанатын өнімдер аз болғанда, және оларды залалсыздандыру үшін тура жандыру әдісін қолданған тиімсіз болған жағдайда ғана каталиттік жандыруды қолданады. Бұл жағдайда үрдіс, тура жандыру кезіндегі 950-10000С орнына, 200-3000С кезінде жүреді.
Сұйық және қатты фазаларды ажыратумен байланысты операциялар, барлық аппаратуралы-технологиялық сұлбаларды толығымен шешуде маңызы зор. Алынған өнімдерді кезекті ажырату операцияларының бір мәнді шешімінсіз үрдіс аяқталды деп есептелінбейді.
Фазаларды ажырату операцияларының маңызы зор, негізгі технологиялық операциялардың режимі белгілі бір дәрежеде оның өнімдерін кезекті ажырату кезінде алынатын талаптармен анықталады.
Сұйық-қатты жүйелерін ажырату үшін тұндырғыштар, мұнда қатты фазаның бөлшектері ауырлық күшінің әсерінен тұнады, және фильтрлер – суспензияны кеуекті бет арқылы өткізіп, сұйық және қатты фазаға ажырататын аппарат – қолданылады.
Тұндырғыштар. Құрылғылар және пайдалану қарапайымдылығының арқасында өндірісте кең қолданыс тапқан. Оларды су және ерітінділерден балшықты қоспаларды (шлактарды) шығару мен шаю үшін, аздисперсті кристалды тұздарды тұндыру үшін және фильтрация немесе центрифугалау алдында суспензияларды қоюландыру үшін қолданады.
Тұндырғыштар (қоюландырғыштар) бір ярусты периферилі жетек бар МЕСТ 10876-64 бойынша диаметрі 4 -100 м және орталық приводы бар МЕСТ 10876-75 бойынша диаметрі 18-100 м шығарылады. Диаметрі 30 м-ге дейін болатын тұндырғыштарды металл күбімен шығарады, олар жабық бөлмелерде құрылғы үшін қолданылады. Үлкен диаметрлі аппараттарды темірбетондардан дайындайды.
Фильтрлер. Фильтрация үрдістерінінң кең қолданылуымен және суспензияларды ажырату қасиеттерінің түрлілігімен байланысты, мерзімді және үздіксіз әрекетті фильтрлердің көптеген құрылымы өндірілген. Барлық операциялар (сүзу, тұнбаны шаю және оны жою, маталарды регенерациялау) аппараттың түрлі бөліктерінде бір мезгілде орындалады, мерзімді әрекетті фильтрдегі сияқты, жеке сүзілетін элемент көрсетілген барлық операцияларды кезекпен өтеді.
Үздіксіз әрекетті фильтрлердің құрылымынан барабанды вакуум фильтрлер кең қолданыс тапты, олар суспензияларды ажырату үшін қолданады. Суспензиялардағы ең ірі кластардың, жалпы мөлшердің 20%-н құрайды, тұну жылдамдығы 18 мм/с-тан аспайды.
Қиын сүзілетін және паста тәрізді суспензияларды ажырату үшін дискілі вакуум-фильтрлер қолданылады, мұнда сүзілетін элементте ортақ белдікке бекітілген және диск түзетін секторлар түрі болады.
Біртекті емес суспензияларды сүзу үшін, егер тұнбаны мұқият шаю қажет болса, карусельді лотокты вакуум-фильтрлер қолданылады.
Ленталы вакуум-фильтрлер қатты фазаның біртекті емес өлшемді бөлшектері бар тез тұнатын суспензияларды ажырату үшін қолданылады. Бірақ оларды шламдарды және кремнегель сияқты қиын сүзілетін заттарды сүзу үшін де қолдануға болады.
Автоматты камерлі фильтр-прессті жұқа дисперсті суспензияларды ажырату үшін пайдаланады.
Әдебиеттер: 2 нег.[153-179]; 9 нег. [4], 12 қос.
Бақылау сұрақтары:
Шаңды ұстау, ауаны шаңсыздандырудың қазіргі уақыттағы 4 тобы.
Шаңұстағыш аппараттардың түрлері, шаңды ұстау әдістері.
Газ тәрізді қоспалардан ауаны тазарту.
Газдарды тазалауға арналған аппараттардың түрлері.
Сұйық-қатты жүйелерін ажырату, қолданылатын қондырғылар.
11– дәріс. Жылу алмастырғыш аппараттары
Жылу алмастырғыш аппараттары технологиялық қондырғыштардың ішіндегі басқа аппараттарға қарағанда сан түрлі болып келеді. Олар тек технологиялық процестерге ғана қатысып қоймай, сонымен қатар жылудың, суықтың, будың және суытатын орта (су, ауа, т.б) шығымдарын азайтады.
Жылу алмастырғыш аппараттары аты айтып тұрғандай екі ағым арасындағы жылу алмастыру процесін орындайды.
Жылытқыш-аппараттары дистиляттарды қыздруға арналған қондырғылар. Бұл аппараттардың негізгі мақсаты қыздыру процесі болып табылады. Жылу ұстағыш заттар балып жоғары қайнағыш мұнай өнімдері саналады.
Конденсаторлар- бұл аппараттар суытылған агентке жылу беру, конденсация және буларды суыту қондырғылары болып табылады.
Тоңазытқыштар -сұйық ағымдарды суыту аппараттары. Егер суыту барысында сұық ағындадан кристаллдар бөлінсе, онда тоңазытқыш кристаллизатор деп аталады. Бұл аппараттардың барлығы суыту мақсатында қолданылады. Ең арзан суытқыш агент бұл су болып табылады. Ауалы суытатын аппараттарда ауа негізгі агент болып табылады. Төмен температурадағы орталарды суыту үшін – аммиак, пропан, этан және т.б. жеңіл газдарды пайдаланады.
Жылу алмастырғыш аппараттары алмастырғыш және беттік болып бөлінеді: біріншіден жылу алмасу орталар арасында араласып өтеді де, екіншіден –беттік болып өтеді (пластина, құбырдың қабырғасы және т.б)
Жылытқыштар -тек керек мөлшердегі сұйықтықтың беткі бөлігін ғана қыздыруға арналған. Әйнекті булау жылытқыштың түбі конус тәріздес жасалынады және бұл құбырдың ең төменіне түсуіне әкеледі. Вакуумдық ағымдарды суытатын барометрлік конденсаторлар бар олар көбінесе бензинді және сулы буды суытады.
Жылытқыштар екі түрлі қозғалғыш және қозғалмайтын болып бөлінеді. Жылу тасмалдағыш ретінде жылытқыштарда қаныққан немесе өңделген бу қолданылады.
Конденсаторлар және тоңазытқыштар
Конденсаторлар-мұнай өнімдерінің буларының конденсациясына арналған құрылғы, физикалық жағы жылу алмасу процесі кезінде бір ағында өзгеріс болады, яғни бу конденсатқа айналады. Сондықтан жылудың берілу жағдайы бірден жылу алмастырғыштың беткі жағына өзгереді(ағынның темературасы, жылу берілудің коэфициенті).Жылу алмастыруды келесі түрде сатыға бөлінеді:
Жылытылған булардың температураға дейін конденсация басында
конденсация процесі
конденсаттың суытылуы
Бірінші сатыда температураның көп мөлшерінің жоғалуына әкеледі және жылу берілудің аз коэфициентімен анықталады. Екінші сатыда температура өзгермейді және жылу берілудің максималды коэфициенті анықталады. Үшінші сатыда процесс кәдімгі екі орта арасындағы сұйықтықтың жылу алмасуындай өтеді.
Конденсаторлар мен тоңазытқыштар құрылымының қарапайымдылығымен ерекшеленеді. Эксплуатация барысында төзімділігімен, бірақ экономикалық және эффективтілігі жағынан басқа аппараттарға жол береді. Олар оралған құбырлы металды және темірбетонды төртбұрышты қорабта болады. Осы қорабқа үздіксіз суытылған су құйылып тұрады. Оралған құбыр арқылы конденцирленген немесе суытылған орта өтеді. Конденсаторларда оралған құбырларға парарллель түрде коллектор арқылы ағындар қосылады.
Тік бұрышты қорабтар Ст0 деп аталатын және Ст 3 (сталь) маркалы емірден жасалынады. Оларды түбі жайпақ жерге орналастырады немесе металл құрылымға орналастырады.
Суытылатын су құбыр арқылы қорабқа еніп түбіне жетіп коллектормен реттеледі. Қарама-қарсы жағынан ол қалташа арқылы төгіледі. Сонымен қатар бұл қалташа қорабтың барлық еніне бойынша жайылған. Қорабтың ішіндегі судың деңгейін ағынды пластинка реттейді. Бұл пластинка қорабтың шетінен темір болт арқылы қыстырылған. Судың деңгейі 5 мм болуы тиіс.
Булы кеңістікті жылытқыштар.Булы кеңістікті жылытқыштар – технологиялық қондырғыштарда кең қолданылады. Жалпы сыртқы пішіні горизонтальді цилиндірлік аппарат болып табылады және түбі шар тәріздес болады. Мұнай өнімі корпусқа келіп түседі де содан құбыр арқылы шығып бумен жылынады.
Берілген қалыпты жағдайларға байланысты жылытқыштардың қабырғаларының қысымы есептелген: 0,8; 1,6; және 2,5 МПа.
Қабырғаларының ішкі диаметрлері: 1400, 1600, 2000, 2400, 3000. Жылытқыштардың жылжымалы қақпақты және U-пішінді құбырлы жылытқыш түрлері бар. Жылжымалы қақпақшалы жылытқыштар бу біріншіден үлкен құбырдан өтеді одан кондентатқа айналып, кішкентай құбырдан өтеді. Құбыр шоқтары өте қатты түрде болады және олар колденең орналасқан құбырлы бөліктерден тұрады оның қалыңдығы 10 мм-ге дейі болады. Шоқты құбырлар цилиндрден төмен орналасқан. Жылытқыштың ішіне қажет сұйықтық реттегіш арқылы орналастырылған. Осы жағдайда сұйықтықтың ішіндегі бос кеңістіктің биіктігі 0,35 Д болуы тиіс. Мұндай жылытқыштың конструкциясы өте үлкен мөлшердегі булануды қамтамасыз етеді. Құбырмен түскен және суытылған су ең тереңіне түсіп коллектормен реттеледі.
Қарама-қарсы жағынан қалта арқылы ағылады, сосын қорабтың барлық бетіне таралады. Шоғырлы құбырлы жылу алмастырғыштардың жүзгіш қақпақшасы жылжымалы торға жалғанған осының арқасында толық беттік көлемін жаба алалды. Жылу алмастырғыштардың беттік көлемі: Қыртысқұбырлы жылу алмастырғыштарда диаметрі 20, 25 және 36 мм және 2, 2.5 және 3,5 мм құбырды пайдаланады. Неғұрлым құбырдың диаметрі аз болса, соғұрлым жылу алмастырғыштың беткі болігі тең көлемді аппараттар болады. Жылу алмастырғыштардың құбырының ұзындығы 3,6 және 9 м. Корпустың ішкі құбырының бөлігі 0,32; 0,4; 0,5; 0,6; 0,8; 1,0 м. т.б.
Жылу алмасуағы бу біріншіден: көп санды құбыр арқылы өтеді де содан кейін конденат пайда болады. Ал конденсант аз санды құбырдан өтеді. Жылытқыштың шоқты құбыры жеткілікті сұйықтықпен қамтымасыз етілген. Жылытқыш қабырғасына клген сұйықтық қайнап болған соң құйылмалы пластинка арқылы ағылады. Кейін сорғыш арқылы тербелінеді.
Сұйықтықтың жоғары қысымда болуы үшін автоматты түрде реттегіш арқылы реттеліп тұрады. Жеткілікті деңгей 0,5 Д болып табылады. Осы жағдайда сорғыш қабылдағыш линиясына бу түспейді. Кей жағдайда бу сорғыштың қабырғасына түспеуі үшін ішке қарай кішкене бүгілген қалпақша арқылы жабылады.
Көпағынды жылу алмастырғыштар «құбырдағы құбыр» өте қолайлы жылу алмастырғыш болып саналады. Мұндай жылу алмастырғыштар заводтарда шығарылып және олар арнайы шартты белгілермен белгіленеді немесе шифрлармен, осы шифрлар арқылы оның қалай жұмыс жасайтынын білуге болады. Әрбір құрылымды жылу алмастырғыш арнайы металл құрылым арқылы жасалған.
Кристаллизаторлар
«Құбырдағы құбыр» жылу алмастырғыштарына түтікті крисстализаторлар жатады. Кристаллизаторлардағы жылу алмасу процесі суытылатын сұйықтықтардан арнаулы өніммен, қатты қалдықтар бөлінеді. Парафиннің кристаллдары құбырдың ішкі бөлігіне түсіп, сақиналы түзу арқылы суытатын орта (сулы ерітінді кальций хлориді, аммиак, пропан және т.б. жатады) өтеді. Жылу алмастырғыштар өзарар салмақтары арқылы және құрлысы арқылы, сонымен қатар жылу берілу коэффициенті арқылы ажыратылады.
Көпағынды жылу алмастырғыштар бұлар эксплуатация кезінде өте ыңғайлы және қолайлы. Олардың сыртқы құбырының көлемі 79/5 мм, ішкі жағы 48/4 мм. Қажетті қысымы 100 0С температурада 4 мПА. Ал қажетті тампературасы 4500С. Температураның жоғарлауымен қысымның көлемі азаяды. Мысалы: 2000С- 3,7 мПА, 3000С-3,2 мПа, 4000С-2,4, 4500С-1,6 Па.
«Құбырдағы құбыр» жылу алмастырғыштары.
Ортаның қозғалу жылдамдығы неғұрлым жоғары болса, соғұрлым жылу берілгіштің коэффициенті тұрақты болады. Жылу асмасатын ағындар өте жоғары температурада жылу берілу коэффициенті едәуір жоғарлайды. Бізге белгілі: ортаның қозғалу жылдамдығы неғұрлым көп болса, кеңістікті жылуалмастырғыштың ластануы соғұрлым төмен болады және бұл жылу берілгіштің коэфициенттің тұрақтылығын қамтамасыз етеді.Мұнайлы өндірістерде «құбырдағы құбыр» жылу алмастырғыштардың бірнеше түрі бар және олар өзара құрылыстарына, схемасына қарап ажыратылады. Сонымен қатар жылу алмастырғыштардың тағы бір жетістігі өзара таза қарама –қарсы токты пайда етеді.
Бірағынды жылу алмастырғыштар.
Олар құрылымды және құрылымсыз болып
бөлінеді. Құрылымсыз жылу алмастырғыштар
негізінен құрылысы өте күрделі болады
және олар сваркаларда қолданылады.
Олардың ішкі құбырын тазалау үшін
ішінде арнайы бөліктер жасалған.
Күрделі құбырлы жылу алмастырғыштар
мысалы : «құбырдағы құбыр» түрі өте
улкен тампературалық қысыммен
қамтамасыз етілген және олар белгілі
формула арқылы есептелінеді.
Температураның әртүрлі кезі
![]() ішкі түтіктердегі қысым 140 мПа деін
пайда болады, ал сваркеленген жерлерінде
одан да көп. Сондықтан күрделі құрлымды
жылу алмастырғыштарда әртүрлі
температураларында 400С-ден
аспайтын температураларда қолданады.
Көп жағдайларда олар төмен температуралы
ағындарда тоңазытқыш ретінде қолданады.
ішкі түтіктердегі қысым 140 мПа деін
пайда болады, ал сваркеленген жерлерінде
одан да көп. Сондықтан күрделі құрлымды
жылу алмастырғыштарда әртүрлі
температураларында 400С-ден
аспайтын температураларда қолданады.
Көп жағдайларда олар төмен температуралы
ағындарда тоңазытқыш ретінде қолданады.
Жылулық есептеу:
Беттік жылу алмастырғыштар аппараттары белгілі мөлшердегі жылудың ыстық ағыннан суық ағынға берілуі кезін есептейді. Егер осы кезде жылу жоғалмаса, яғни идеалды жағдайда бөлінетін Q1 және алынатын Q2
Жылу мөлшерлері тең болуы
тиіс. Практика жүзінде 2-8% шығымы
болады. Сондықтан жылудың теңсіздік
балансы жылу коэфициенті арқылы
жазылады
![]() .
.
Егер Q1 және Q2 орнына қойсақ, онда теңсіздік былай болады:
![]()
![]()
![]() ағынның
шығымы
ағынның
шығымы
![]() ағынның
энтальпиясы
ағынның
энтальпиясы
![]() бастапқы
және соңғы температура
бастапқы
және соңғы температура
![]() ағынның
жылуды қабылдауы.
ағынның
жылуды қабылдауы.
Гидравликалық есептеу:
Конструктелген
беттік жылу алмастырғыш аппаратының
және оның жұмысы үшін, оптималды
режимін анықтау кезінде гидравликалық
есептеу қажет. Жылу алмастыру кезіндегі
толық гидравликалық тартылыс
![]() ны
тартылыс суммасы секілді есептейді.
ны
тартылыс суммасы секілді есептейді.
![]() -барлық жерлік тартылыс.
-барлық жерлік тартылыс.
![]() -
қозғалу барысындағы өзгерістер.
-
қозғалу барысындағы өзгерістер.
Қыртысқұбырлы U- тәрізді жылу алмастырғыштар. Мұндай алмастырғыштар құбырлар ластанған кезде қолданылады және сонымен қатар эксплуатация кезінде құрлысының қарапайымдылығымен ерекшеленеді.Сонымен қатар аппараттар процес барысында құбырлары ластанбайтын немесе ластанған құбырлары оңай сумен және керосинмен шайылатын жағдайларда қолданылады. Осындай жылу алмастырғыштардың негізгі құрылымды мөлшері басқа жылу алмастырғыштарға ұқсас келеді, бірақ жалпы ұзындығына қарағанда кішкене айырмашылық бар олар кішкентай болады. Корпустары, яғни сыртқы пішіні үлкен болады. Барлық қыртыстықұбырлы жылу алмастырғыштардың негізгі жетістіктері-қолайлылығы және жылу алмасу бірлігінде металдң аз шығымы болып саналады. Ал жетіспеушілігі - жылу алмасатын бетінің тезз ластанатыныда. U-тәрізді жылу алмастырғыштарды вертикаль бағытында және горизонталь бағытында орналастыруға болады. U- құрылымды жылу алмастырғыштарда механикалық тазалау жүргізу мүмкін емес. Әрбір құбыр аралықтарға бөлінген. Аралықтардың геометриялық формалары және олардың өзара орналасуы ағынның қандай жағдайда екенін анықтайды. Негізінен жылу алмастырғыштар және конденсаторлар шартты белгілермен белгіленген. Осы белгі арқылы құрылымды ерекшеліктерін білуге болады. Қыртыстың диаметрі (м), аппараттардың түрі, қысымды есеп (кгс/см2) материалды тіркеудің шифры, жылу алмастырғыш құбырының сыртқы диаметрі және оның қабырғасының қалыңдығы, құбырдың ұзындығы (м), құбырдың орналасуы (төртбұрыштың ұшымен немесе үш бұрыштың ұшымен).
Күрделі құрылымды жылу алмастырғыштар. Бұлардың ерекшілігі шоқ құбырлар екі құбырлы решеткаға жиналып жылу алмастырғыштың қабырғасына қатты бекітілген. Бұл жағдай, сонымен қатар басқа жылу алмастырғыштармен салыстырғанда құрылымының қарапайымдылығына және жылу алмасу ауданында аз салмақты бірлікті қамтамасыз ететініне алып келеді. Негізгі жетіспеушіліктерінің бірі – температураны нашар қабылдағышы, бұл оның қабылдау ауданын шектейді. Жылу алмастырғыштар корпусының құрылымы бойынша бірізді болады. Жылудың алмасуы үшін бірнеше құбырлы аралықтарды қондырады да, олар сұйықтық немесе газдың ағынын реттейді. Аралықтар шоқ құбырға үлкен тұрақтылық береді де оның жылу алмасатын құбырлардың түзулігін қамтамасыз етеді және бұл аппараттың эксплуатациясына өте маңызды. Температураның жоғарлауымен оның деформацияға ұшырауы, құбырдың қандай материалдан жасалғанына және температураны қабылдауына байланысты болады.
Конденсаторлар және ауамен суытатын тоңазытқыштар.
Ауамен суытатын аппараттардың мұнай өнеркәсібінде өте қиын тазаланатын сулы бөгендерді ластайтын сулы ресурстар мен ағын суларының санының азаюымен түсіндіріледі. Қойылған тәжірибелер арқылы ауалы конденсаторларды қолдану әлде қайда тиімді екені көрсетті. Ауалы аппараттары ремонты, тазалау барысында және эксплуатация кезінде қолдану өте қолайлы. Мұнда ингибиторлар ретінде аммиакты суды қолданады. Ауалы конденсаторларды қолдану барысында кей жағдайларда суық агент ретінде суды қолданбайды. Электр тогы өшкен кезде бұл аппараттарда 25 %-30% жылу сақталып тұрады. Шығыс региондарда ауалы конденсаторларды қолдану барлық технологиялық ағындарды суытуға тиімді және қолайлы болады. Ал оңтүстік региондарда қайналған ағындарды суыту екі этаптан тұрады: Ауамен 600 С дейін және сумен батырылған немесе қабыршақ түтікті конденсаторларда суытылады. Тәжірибе барысында ауамен суытылатын аппараттарда ең тиімді температура градиенті 10-150 С екені белгілі. Қазіргі жағдайда қолданылатын ауамен суытатын аппараттар құрылымы жағынан құбырлы секцияларына және ауа берілу жағдайына байланысты өзара ерекшеленеді.
Құбырлы секциялары горионтальді, вертикальді, зигзак түрінде орналасуы мүмкін. Ішіндегі секциялары металды рамкалармен қатырылған. Рамкаға коллектор тиелген, осы арқылы вертилятормен ауаны сорады. Вентилятор двигательден бұрышты редуктордан және сегіс пластикалық дөңгелектен құралған.
Қабыршақ түтікшелі жылу алмастырғыштар - мұнай өнеркәсібінде мұндай жылу алмастырғыштар сыртқы пішіні цилиндрлі және оның ішінде құбырлы шоқтар орналасқан. Классификация негізінде олардың температураға байланысы деформациямен анықталады.
Қабыршақ түтікщелі жылу алмастырғыш аппараттарын химиялық, мұнайлы және газды өндірістерде келесі типтері бар.
Н-с қозғалмайтын құбырлы торлар
К-с қабыршақты компенсациялы
П-с жүзбелі
У-с U-пішінді құбырлы жылу алмастырғыштар.
Жүзгіш басы бар жылу алмастырғыштар. Мұндай аппарттарда құбырлы торлардың бірі жылу алмастырғыштардың корпусына жабыспаған, сондықтан температуралық деформациялар құбырлы шоқтар және корпус арқылы беріледі. Жылу алмастырғыштардың осындай құрылымдары мұнай өндіретін өнеркәсіптерінде кең қолданылады. Жылу алмастырғыштар келесі түрде іске қосылады немесе жұмыс атқарады.
Жылу алмасатын ағындардың бірі шгтурец арқылы реттегіш камераға түседі де содан шоқ құбырдың бөлігі торлы құбырдың қозғалмалы қабатына, яғни қозғалмалы қақпағындағы камераға түседі. Камераның көлемі жалпақ тақтай арқылы екі немесе одан да көп бөліктерге бөлінген. Осы бөлік арқылы жылу алмастырғыштарда құбырлы кеңістіктерге екі, төрт немесе одан да көп ағынды пайда етуге болады. Жылу алмастырғыштар осыған байланысты екі, төрт және көпағынды болып бөлінеді.
Басқа жылу алмасатын ағын корпусқа түсіп жылу алмасатын құбырларды шайып сыртқа шығады. Шамамен барлық қозғалмалы қақпағы бар жылу алмастырғыштар бір ағынды болып саналады.
Құбырлы пештер.Құбырлы пештер конструктивті және де технологиялық болып бөлінеді. Зауытта қолданылатын пештердің барлығы делік радиантты-ковекционды болып келеді. Құбырлы змеевиктер радианнты, сонымен қатар конвекционды камераларда да орналасқан.
Жылудың көп бөлігі радиация арқылы радиантты камерада беріледі. Пештер радиантты камералар саны бойынша бір-, екі- және де көпкамералы құбырлы пештер болады.
Технологиялық белгіленуі бойынша пештер қыздырылатын және де реакциялық қыздырылатын болып келеді. Бірінші жағдайда басты мақсат шикізатты берілген температураға дейін қыздыру болса, екіншісінде қыздырудан басқа, құбырылы змеевиктің белгіленген бір бөліктерінде бағытталған реакцияның жүруіне дағдай жасалады (мысалы термиялық крекинг).
Конфигурациясы бойынша құбырлы пештер қорапты (жазық немесе еңкіш сводпен) болады. Сонымен қатар тік цилиндрлі пештер де болады. Пештің конфигурациясы мен камералардың орналасуы, құбырлы экрандардың радиантты камераларда орналасуын алдын ала реттейді. Құбырлар арқылы сводтарды экранирлейді, қабырғалары (бүйірлі, фронтальды және бөгет болады), сонымен қатар пеш асты бөлігі болады. Бір және екі қатарлы экрандар болады. Пештегі түтін газдарының бағытталуы бойынша жоғары, төмен және де горизантальды бағытты болады. Түтін газдары төменгі бағыт бойынша жүретін болса онда «застойная зона» болу мүмкіндігі төмен, осыдан жылуберу эффектісі де әлдеқайда жоғары.
Пештердің жұмыс істеу принципі. Суретте біркамералы, радиантты-конвекциалық пештің сызбасы көрсетілген. Пештің ішкі бөлігі бөгет арқылы екі бөлікке бөлінген, бір-біріне тәуелсіз радиантты және де конвекциалы камералары бар. Камерада жылуберетін құбырлы змеевиктері бар.
Радиантты камерада жылуберу кезінде сәулелі жылу жұтылады, ал ковекционды камерада, жылуберу құбырларды түтін газымен шайу арқылы пайда болады. Радиантты камерада жылудың көп бөлігі радиация арқылы, ал қалған аз бөлігі конвекция арқылы беріледі. Конвекциялы камерада керісінше. Сұйық, газ тірізді отынды радиантты камерада жағады. Жанған өнім (түтін газдары) бөгет қабырғасымен жылжып, конвекциялы камера арқылы өтіп, түтін құбырына кетеді. Қыздырылатын ағын құбырлардан өтіп, конвекционды камераның змеевигі арқыл радиантты камераға келеді.
Пештегі отынның жағылуы нәтижесінде түтін газдарының және ыстық отынның бөлшектері түріндегі жарықтанған факельдің температурасы көтеріледі. Факель 1300-16000С дейін қызғаннан кейін жылуды бөледі. Жылу сәулелері құбырдың сыртқы бетіне және пештің радиантты камера қабырғасының ішкі бетіне түседі. Қыздырылған қабырға беті өз кезегінде жылуды бөледі және бұл жылу радиантты құбырдың бетімен сіңіріледі. Егер қабырғаның клеткасы арқылы жоғалымды ескермесек, онда пештің қалыпты қондырылған жұмысында қабырғаның ішкі беті қанша жылу бөлсе, сонша жылу сіңіреді. Түтін газының құрамындағы үш атомды газдар да ( су буы, көміртегі диоксиді және күкіртті ангидрид) толқын ұзындығының белгілі бір интервалындағы энергияны сіңіріп және бөледі.
Радиантты камераға сіңірілетін жылу сәулелерінің мөлшері факельдің беттік аумағына, оның конфигурациясына және «топканың» экрандану дәрежесіне байланысты. Факельдің беттік көлемінің үлкендігі жылудың құбыр бетіне тікелей берілу эффективтілігін өсіреді. Кладка бетін үлкейту де жылудың радиантты камераға берілу эффективтілігінің өсуіне әкеледі.
Жылудың конвекциялы берілу эффективтілігі ең алдымен конвекция камерасындағы түтін газдарының қозғалу жылдамдығымен талаптандырылады. Бірақ жоғарғы жылдамдыққа ұмтылуы, газдардың қозғалуына рұқсат етілген мәндегі кедергісімен ұсталады. Құбырдың түтін газдарымен тығызырақ ағылуы және түтін газдары ағынының жоғарғы турбу лизациялануы үшін құбырларды конвекционды камераға ережеге сәйкес шахматты ретте орналастырады.
Пештің жұмысының негізгі көрсеткіштері. Құбырлы пештердің жұмысы негізгі үш көрсеткіштермен сипатталады: өнімділігімен, пайдалы жылу түсірілетін күш және ПӘК-імен.
Пештің өнімділігі уақыт бірлігінде (әдетте т/сағ) құбырлы змеевикте қыздырылатын шикізаттың мөлшнрімен көрсетіледі. Ол пештің енгізу қабілетін анықтайды, яғни жұмыстың белгіленген параметрлерінде (шикізаттың пешке кірердегі және одан шығардағы температурасы, шикізаттың қасиеттері және т.б.) змеевик арқылы айдалатын қыздырылатын шикізаттың мөлшері. Осыдан әрбір пеш үшін өнімділік – оның толығырақ сипаттамасы болып табылады.
Пайдалы жылу түсіретін күш – бұл пештің шикізатқа берген жылу мөлшері. Ол жылу қуаттылығына және пештің өлшеміне байланысты. Көптеген эксплуатацияланатын пештердің жылу түсіретін күші 8,3-18,6 кВт болады.жылу түсіретін күші 46-116 кВт және одан да көп, қуаттылығы жоғары пештер перспективті.
Пештің ПӘК – оның эксплуатациялану экономикасын сипаттайды және пайдаға асырылған жылу мөлшерінің жалпы жылу мөлшеріне қатынасымен көрсетіледі.
Пайдаға асырылған деп пеште бумен қайта қыздырылатын және кейбір жағдайларда – ауамен, рекуператорда қыздырылатын (ауақыздырғыштарда) шикізатпен қабылданатын жылуды айтады.
ПӘК-нің мәні отынның толық жануынан және сонымен қалған жылудың пештің «обмуровкасы» арқылы жоғалуына және түтін құбырларына кететін газдар жылуынан байланысты. Қазіргі уақытта заводтарда эксплуатацияланатын құбырлы пештердің ПӘК 0,65-0,85 құрайды. Пештің ПӘК-ң түтін газдар жылуының толығымен пайдалану есебінен өсуі, олардың минимальды температурада анықталатын мәніне дейін болуы мүмкін. Ережеге сәйкес конвекционды камерадан келтірілетін түтін газдарының температурасы қыздырылатын шикізаттың бастапқы температурасынан кем дегенде 1500 С жоғары болу керек.
Пештің жұмысын аталған көрсеткіштерден басқа жылыту бетінің жылу кернеулігі, жағу ауданының жылулық кернеуі, берілген жұмыстағы құбырлы змеевиктегі гидравликалық режим және т.б. сипаттайды.
Осы көрсеткіштердің комплексінен құбырлы ошақтардың жұмыс эфектісі және қызмет ету ұзақтығы байланысты.
ОШАҚТАРДЫҢ КОНСТРУКТИВТІ ЭЛЕМЕНТТЕРІ. Үлгілер, параметрлері және жобаланушы негізгі мөлшерлері құбырлы ошақтардың нақты уақыта алдын ала ескеріліп мөлшермен лайықталанады. ЦИНТИхимнефтемаша каталогі, мына мөлшерге негізделіп құрастырылған, 15-2200 м 2 үлгісі Б, 3, В, Г, Ц, Р құбырлы ошақтар қызу бетімен қарастырылады, (Б – жанудың; 3 – аймақтықпен реттеп жылу қайтарып берудің; В – түтіндік газдардың жоғарғы бұруымен және тік жылан түтік құбырларымен; Г – жіңішкекамералы түтіндік газдардың жоғарғы бұруымен; Ц – цилиндрліктер; Р – көпкамералы;) Конструкциясымен және отынның жағу тәсіліне байланысты Б, 3, Г және Ц ошақ үлгілері екі атқаруда шығарылады – сәйкес ББ1 және ББ2; ЗР және ЗД; ГН және ГС; ЦС және ЦД. Мұндағы екінші әріп отынды өртеу тәсілін көрсетеді ( Р – резервтегі сұйық отынмен; Д – төсенішті ауа дифференциалды жеткізіп салуымен; Н – төсенішті және көлемді төсенішті; Н – жалынды еркін факелді).
Құбырлы ошақтардың конструктивті элементтерінің ерекшеліктері: үлгілердің әр түрлілігімен және көлемі бойынша. Олардың әрдайым жаңа ошақтарының контрукцияларын игеруімен дамытады. Жалпы барлық ошақтардың констуктивті элементтері болып: іргетас, металл қаңқалар, қабырғалар және күмбездер, жылан түтіктер, гарнитура, отын өртеуіне арналған жабдықтау, жүйелер отыны – , ауа – және бу бергіш, сатылар және қызмет етуге және жөндеуді арналған алаң, түтіндіктер және түтіндік құбырлар, буқыздырғыштар және рекуператорлар. Тәжірбеде барлық ошақтардың конструктивті элементтері типті болып келеді.
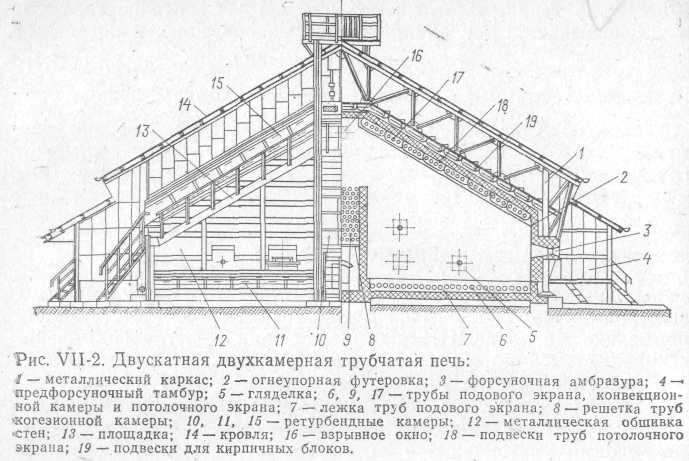

Іргетастар. Құбырлы ошақтардың іргетастары бүтін немесе құрама темірбетоннан орындайды. Олар жерасты суларынан сенімді гидроизоляциямен тиісті қорғалу қажет. 300 – 400 °С температура жанында бетонда цемент кристаллизациялық суды жоғалтиды, және бетон бұзылады, сондықтан іргетастарды жоғары температуралы аймақтардан жылу өткізбейтін жеткілікті қабатпен бөледі, қабатты қарапайым кірпіштен жасалынады.
Металл қаңқалар. Металл қаңқалар кеңістікті рама түрінде болады, ошақ қабырғалары көмкеруші, сондықтан қаңқаның кескін үйлесімі сал ошақтың сыртқы түріне сай болады. Қаңқа жылан түріндегі түтіктердің салмағы, гарнитурлар, аспалы күмбезді, ал жаңа ошақтарда контрукциялардың - және ошақ қабырғаларынан жүктеледі.
 Қаңқа
жалпақ рамалардан немесе фермалардың
тұрады, тік тұрулардың тіреу беттерімен
іргетасқа орналастырады және арқалықтардан
горизонтальдық байланыстармен өзара
байланыстырылады немесе швеллерлердің.
Үлкен көлемді ошақтардың температуралық
деформацияларды еркін қабылдау үшін
тік тұрулардың тіреу жанында бекітіп
тұратын тақталардағы топсаларда
бекітіледі.
Қаңқа
жалпақ рамалардан немесе фермалардың
тұрады, тік тұрулардың тіреу беттерімен
іргетасқа орналастырады және арқалықтардан
горизонтальдық байланыстармен өзара
байланыстырылады немесе швеллерлердің.
Үлкен көлемді ошақтардың температуралық
деформацияларды еркін қабылдау үшін
тік тұрулардың тіреу жанында бекітіп
тұратын тақталардағы топсаларда
бекітіледі.
Фермалардың төменгі белдіктері күмбез үшін – кірпіштерінің және төбелік экран құбырларының ілуге қызмет етеді.

Жоғарғы белдіктерге шатырды қондырады, әдеттегі таскендірден жасалады. Тік тұруларға тіреуіштер арқасында бүйір экрандардың құбырн және қабырғалардың кірпіштері бекітеді.
Құбырлы решоткаларға қос – ретурбендамдар қондырылған ошақ құбырлары екі жағыменде сйенеді. Құбырлы решоткаларға сур чойыннан әзірленеді СЧ 21 – 40 (800 ºС температураға дейін), қызуға шыдамды шойыннан (1000 °С температура аралығында) және қызуға төзімді болаттан (жоғары температураларда). Решоткалар қаңқның элементтеріне сенімді бекітіледі. Конвекциа камерасында решоткалы құбырды бекітуіне арналған бөлек секциялы рамалар ферманың елементтеріне элементеріне пісіріліп орналастырылған. Сонымен бірге, ең төменгі секциялы решотканы іргетасқа орнатылады, соған арнап арнайы табандармен жабдықтайды.
Құбырлы решоткалар құбыр астындағы тіреуішті ұлғайтуға арналған выступ (шошақтары) болады; әрбір құбырдың астындағы тесікте сақиналы саңылау болады, оларды нығыздауға арналған таскендірлі бау салынған.
Решоткалардың бетік жануынна сақтау үшін түтінді газдар мен от келетін жақтанизоляциядық қабатпен қорғайды. Изоляциялық жағылған қабат решоткаларға пісірілген ілгектермен ұсталады. Кейбір зауыттарда тор игерілген шарбақтардың кретированиесі арнайы бөлектеуші ерітіндімен, ұнтақ шамотногосынан құрылушымен, сазбалшықтар және изоляциялы материалдарды қолданылады.
Ретурбентті камералар ашылатын есіктері бар болат қораптар. Жылу шығымын болдырмау үшін және деформацияны болдырмау үшін есіктер ішінен изоляцияланған. Ретурбендті камералардың ені кенет жалын шыққанда сөндіруге арналған ретурбенттер мен құбырлардың оңай орналасуынан үлкен болмау керек.
Қабырғалар пеш және құбырлы пештің камераларының герметизациясын және радиантты құбырлар экранының орналасу беті мен сәулелі энергияның шағылуын қамтамасыз етеді. Қабырғалар жоғары температураға төзімді, жылуөткізгіштікке ие болу керек.
Көне құрылымды пештердің қабырғасы үш қабаттан тұрады: от әрекетіне және түтін газына төзімді кірпіштен қаланған ішкі қабат, орташа қабат оқшауланған кірпіштен, сыртқы қабат кәдімгі кірпіштен қаланған. Қабырғалардың қалыңдығы біршама болғанмен аса төзімділікпен ерекшеленбейді: салыстырмалы жылдам қабаттанады және бұзылады.
Қарапайым және төзімді қабырғалар ол тек қана отқа төзімді кірпіштен қаланған қабырғалар. Қабырғаның герметизациясы үшін оларды сыртынан қалайды немесе металл төсеніштерімен қаптайды.
Қазіргі пештің қабырғалары блокты құрылымнан тұрады, оларды әртүрлі пішінді отқа төзімді кірпіштерден жинайды. Мысалы, екі скатты пештің қабырғасын сексен түрлі және көлемді блоктардан құрайды. Отқа төзімді блоктардың геометриялық пішіні оларды пешке бекітілген балкалар мен стерженьдерден жинауға мүмкіндік береді. Көрші блоктардың айқасқан беті лабиринт құралатындай орналасқан. Пештің ішкі жағында орналасқан блоктардың жиектері тегіс келеді. Мұндай қабырғалар ерітіндісіз жасалады және іргетасқа тірелетін монолитті футеровка алдында жоғары қолдану басымдылығына ие.
Ерітіндінің жоқтығына байланысты әрбір блок-кірпіш жылу деформацияларын оңай қабылдайды және оларды құлып тесіктеріне жібереді. Осыған байланысты төсеніштің өз салмағынан жүктелгені көрінеді. Төсенішке түсетін қсымды пештің металл каркасы көтереді. Кірпіштердің қосылуындағы құлып-лабиринттер төсеніштің берік герметизациясын қамтамасыз етеді, ол қабырға арасындағы жылу шығынын төмендету үшін және пештегі сорылатын ауаның көлемінің азаюына өте маңызды. Қабырғаның қалыңдығының аздығынан блокты төсеніштің көлемі улкен емес (450 мм).
Шағылу қабырғасы бар жалынсыз жану пештерінің тік қабырғалары толық немесе бөлек аймақтарда керамикалық панелдерден құралған. Панелдер қарапайым блок төсеніштермен алмаса алады. Керамикалық панелдер пештің каркасына бекітілген жылытқыштардың құрылымды элементі болып табылады. Бөлек жылытқыштар және жылытқыштар мен төсеніштер арасындағы тығыздану асбестті төсеніш және асбестті шнур арқылы жүзеге асады.
Пештердің төсенішінің техникасында жылуға төзімді бетондардың орау материалы сапасында қолдану тенденциясын ерекшелеген жөн. Пештің темір бетонды қабырғалары қарапайым құрылыммен және арзандығымен сипатталады. Бірақ мұндай қабырғалардың жылуға төзімділігі және температураның кенет ауытқуын көтеру әлі зерттелмеген.
Эксплуатацияда ірі блокты, жылуға төзімді бетондар бар, олардың қабырғалары негізгі. Бұл металл каркасты қажет етпейді. Бетонды блокты қаптамалары бар пештердің және ерітіндіде қарапайым қаптамалары бар пештердің құрылымында шынайы үрлеуін салқындату қабырғаларында ауа каналдары қарастырылған. Төсеніштің жұмыс ұзақтылығы температуралық тігістерді толтыру сапасына қажетті шарттармен қамтамасыз етіледі. Асбестті шнур тігісіне салынатын диаметр 5 мм тігіс енінен үлкен болмау керек. Температуралық тігістердің енін 5-6 мм-дің 1 м төсеніші есебінен алынады.
Қаптаманың жоғары температураға төзімділігіне кейде отқа төзімді жұғындар қолданылады, олар қаптаманың ішкі жағына жағылады. Осындай жұғын орнына спиртті сульфит бард концентрат ерітіндісі қолданылады. Сонымен қатар шамотты ұнтақ, саздан және сұйық әйнектен тұратын жұғын қолданылады. Бірақ жұғынды жағу технологиясы күрделі, сондықтан олар кең қолданыс таппайды.
Қазіргі пештің қабырғалары блокты құрылымнан тұрады, оларды әртүрлі пішінді отқа төзімді кірпіштерден жинайды. Мысалы, екі скатты пештің қабырғасын сексен түрлі және көлемді блоктардан құрайды. Отқа төзімді блоктардың геометриялық пішіні оларды пешке бекітілген балкалар мен стерженьдерден жинауға мүмкіндік береді. Көрші блоктардың айқасқан беті лабиринт құралатындай орналасқан. Пештің ішкі жағында орналасқан блоктардың жиектері тегіс келеді. Мұндай қабырғалар ерітіндісіз жасалады және іргетасқа тірелетін монолитті футеровка алдында жоғары қолдану басымдылығына ие.
Ерітіндінің жоқтығына байланысты әрбір блок-кірпіш жылу деформацияларын оңай қабылдайды және оларды құлып тесіктеріне жібереді. Осыған байланысты төсеніштің өз салмағынан жүктелгені көрінеді. Төсенішке түсетін қсымды пештің металл каркасы көтереді. Кірпіштердің қосылуындағы құлып-лабиринттер төсеніштің берік герметизациясын қамтамасыз етеді, ол қабырға арасындағы жылу шығынын төмендету үшін және пештегі сорылатын ауаның көлемінің азаюына өте маңызды. Қабырғаның қалыңдығының аздығынан блокты төсеніштің көлемі улкен емес (450 мм).
Аса жоғары температуралық жағдайларда қабырғалар қолданылады, сондықтан құрылым жағынан олар берік және ұзақ жұмыс істейтін болу керек. Олардың қалыңдығы контурлы қабырғалардың қалыңдығынан көп.
Аспалы төбелер. Негізгі шарттары узақ жұмыс істеуі және гериетикалылығы. Төбелердің ұзақ жұмыс істеуі кірпіш сапасы мен аспалардың беріктігіне байланысты, оларды ашық жалыннан және түтін газдарының жоғары температурасынан сақтау керек. Герметикалықты температуралық тігістер қамтамасыз етеді.
Жоғары герметикалық және ұзақ жұмыс істеуімен қазіргі кезде қолданылатын аспалы төбелер ерекшеленеді.
Түтікшелі ирек құбырлар. Түтікшелі ирек құбырлар бір бірімен жанасқан әртүрлі құрылмды екіліктерден тұрады.
Пеш құбырлары қиын жағдайда жұмыс істейді; олар екі жақты температура әсеріне төзімді: ішінен жылытылып жатқан шикізаттан бастап және сыртынан түтін газдарынан және сәуллену бетінен. Құбырлардың тозу себебі әртүрлі және олар гидравликалық және жылу техникалық сипаттамаларына қолдану режимінің және шикізат сапасына, технологиялық процесс ерекшелігіне байланысты. Тозу дәрежесі жасау сапасы мен құбыр материалына байланысты. Сонымен қатар көміртекті болаттан жасалған 10 және 20 маркалы тігіссіз құбырлар. Шикізатты жоғары температурада қыздыруына байланысты ыстыққа төзімді болаттар және ыстыққа төзімді қоспалар қолданылады. Жасап шығарушы завод әрбір құбыр ағымын сертификаттайды, онда металл сапасын бағалау үшін барлық мәліметтер берілген. Құбырдың ішкі және сыртқы жағы тегіс болу керек.
Рисканың тереңдігі құбырдың сыртқы бетінде 1 мм-ден, ал екі соңынан 0,5 мм-ден аспауы керек. Құбырдың қалыпты размерлерден ауытқуы МЕСТпен қабылданған шамада болуы тиіс: сыртқы диаметр бойынша 0,5 тен 2,25%; қабырға қалыңдығы бойынша +-12,5%.
Құбырлар змеевиктерге екі әдіспен жалгануы мүмкін: ретурбендпен(ұяшықта құбырдың аяқ жағын кеңейту арқылы) және двойникпен (сваркілеу арқылы). Егер эксплуатация кезінде құбырдың беткі жағын ашудың керегі тумаса (тазалау немесе ревизия үшін), жалғанудың екінші әдісі, яғни сваркілеу қарапайымдылау және тиімді болып келеді. Пештің змеевигі комбинациялы да бола алады: конвекциялы камерада немесе оның бастапқы учаскесінде – сваркіленген, ал қалған учаскілерде - ретурбендтті.
Соңғы кезде пештер ретурбендсіз және ретурбендті камераларсыз шыға бастады. Біріңғай сваркіленген құбырлы змеевик бұндай пештерде камераның ішкі жағында орналасады, және құбырлы тордың орнына, аяқ жақтарында, ара-арасында подвескамен ұсталынады.
Ретурбендтер - құбырды змеевикке қосатын, болаттан құйылған қорап түрінде болады. Олардағы ағынның бағыты керісінше жүреді. Ағынның қозғалу бағытын тура бұрышта өзгертетін бұрышты ретурбендтер болады. Оларды змеевиктің бір камерадан екіншісіне өткен кезінде қолданылады.
Құбырлы змеевиктерді экранның радиантты камераларда бір немесе екі қатар бойынша орналастырады.
Пештердің гарнитурасы. Пештердің гарнитураларына мынадай саймандар жатады: бақылау және предохранительді терезелер, подвескалы төбе және футеровкалы қабырғаның блоктарын жинауға арналған саймандар.
Құбырдың майыспауына арналған саймандар температуралы режиммен, құбырдың салмағы және ұзындығыменен, экранның орналасу жағдайымен ерекшеленеді. Төбелі экранның құбырларына подвескілер, шеттегі қабырлғаларға кронштейндер, жерде жататытын құбырларға лежактар, конвекциялы камераларға арналған құбырларға торлар қолданылады. Осы саймандар қатарының саны құбырдың ұзындығы мен салмағына, жұмыс істеу жағдайына байланысты. Есептеу кезінде құбырдың шикізатпен бірге салмағы, және құбырдың өзінің салмағы есепке алынады. Есептеу учаскесінің ұзындығын көбінесе 4,5 м. алады.
Подвескілермен кройнштейндерді каркастың элементтеріне бекітеді, ал лежак пен конвекциялық торларды – осы мақсатта әдейі жасалынған пештің фундаментіне бекітеді.
Бақылау терезелері жұмыс процессі кезінде пеш құбырларының жағдайы мен форсункалардың жұмысын (жалынның өлшеміменен жарықтылығы) бақылауға арналған. Оларды шойыннан жасайды, және металконструкциялы пештің кладкасының сырт жағына болттармен бекітеді. Бақылау терезелерін орнататын участкелерде бақылау аймағын кеңейту үшін, пеш қабырғасында ішіне қарай кеңейіп келетін тесік жасайды.
Сақтандырғыш (предохранитель) терезелер – бақылағыштан (гляделка) немесе бақылау терезелерінен үлкен размермен ерекшеленеді. Олар қалыпты жағдайдың бұзылуы кезінде пеш ішіндегі жарылыс дыбысының күшін азайту үшін қолданылады. Жөндеу жұмыстары кезінде осы сақтандырғыш терезелер арқылы жұмыскерлер пештің ішіне кіреді. Бақылағышпен сақтандырғаш терезелердің қақпақтары жұмыс жағдайында өзінің салмағының әсерінен корпусқа қатты жабысып тұруы керек. Ол үшін олардың әсер ету беттері вертикальға қарай еңкейген. Жылудың жоғалуы және деформациядан қорғауы үшін сақтандырғыш терезелердің қақпағын ішінен изоляциямен қаптайды.
Отынды жағуға арналған арнайы жабдық. Мұнай өңдеу зауыттарының құбырлы пештеріне отын ретінде сұйық мұнай отыны және табиғи газ қолданылады. Қолданылатын отынның түрі арнайы жабдықтың құрылымының ерекшелігін анықтайды.
Отынды жағу үрдісін жалпы бірнеше этаптарға бөлуге болады: алдын ала отынды жылыту, оны майда дисперсті түрде шашырату, ауамен араластыру, жалын пайда болу температурасына дейін отын ауалы қоспаны қыздыру, пирогенді айырылып бөліну және жағу.
Отынды алдын ала жылытуды отын сақтайтын ыдыста, арнайы жылу алмастырғышта, және форсунканың өзінде өткізеді. Алдын ала жылыту жоғары тұтқырлы отындарға аса қажет. Жылытудың максималды температурасын экономика жағынан қарастырып белгілейді, және де форсунканың каналындағы кокстың пайда болмауы үшін.
Отынды майда дисперсті жағдайға келтіру үшін, оны форсункада шашыратады. Осы кезде оның ауамен ығысуы және толық жанып кету жылдамдығы өседі, және жеңілдей түседі.
Құбырлы пештердің көбісінде сұйық отынға су буын шашыратып, әсер етеді, ауамен шашыратуды аз қолданады. Булы форсунканың конструкциясы қарапайым, бірақ оларда будың шығымы көбірек. Ауалы форсункалар экономика жағынан тиімді, және ауадан желдеткішпен жұмыс істейді, яғни ауаның напоры төмен. Шашырамалы отынның ауамен араласуы кезінде, немесе одан кейін форсункалы амброзурадағы жылу арқылы қыздырылады, және топкада жалынның пайда болу температурасына дейін. Осы кезде ол буланады да, пирогенді бөлінеді. Соңғы этап ретінде отынды қоспаның толық жанып кетуі болып саналады.
Газ түріндегі отынның жану үрдісінің айырмашылығы этаптар санының аздығында: форсункада немесе топканың басында газ ауамен араласады, одан кейін отынды ауалы қоспа жалын пайда болу температурасына дейін қыздырылады да, жанып кетеді. Сонымен, газдың жану сапасы – оның ауамен араласу дәрежесіне және қоспаны қыздыру жылдамдығына байланысты. Біріншісі форсункалы амбразурада бірқалыпты орналасқан, газдың майда ағындарға бөлінуі нәтижесінде жүзеге асады, екіншісі – тунельдің арнайы құрылымындағы, ортаның жылуы арқылы отынды ауалы қоспа, жалынның пайда болу температурасына дейін үлкен жылдамдықпен қыздырылады. Газ түріндегі отынды жағу үшін құбырлы пештердің көбісінде қарапайым құрылымды газды горелкалар қолданылады. Оларда форсункалы амбразурада бірқалыпты орналасқан, шығуға арналған көптеген калибрлі соплалардан тұратын, шеңберлі құбырлы коллекторлар болады. Форсункада ауа ағынының айналмалы қозғалысын туғызатын арнайы құйындатқыш болады.
Отынның ауамен шашырауы сабы (рукоятка) арқылы ашылатын 3 тежегішпен басқарылып отырады; сондықтан құйындатқыш пен форсунканың корпусы арасында сақиналы тесік жасалынады. Сұйық отынның берілуі 5 булы-сулы камерада 6 вентильмен басқарылып отырады. Форсунканың газды жағуға арналған бөлігі 10 наконечникпен оралған 9 сақиналы газды коллектордан тұрады. Газды жағу үшін ауа форсунка корпусында орналасқан 8 регистрмен жабылатын 7 терезе арқылы беріледі.
Кейбір құбырлы пештерде бұрыштық саңылаулы форсунка деп аталатын, настильное алау шығаруға қабілетті, яғни пештің бір қабырғасына ілінетін жазық факель. Аталған форсунканың артықшылығы қысқа алау.
Газды қысқа алаулы жану проблемасы газды және ауаны алдын ала араластыруға толық жететін алаусыз жану пештерінде толықтай шешімін тапты. Сондықтан инжекциалы қоспаларды қолданудың нәтижесінде ауаның артықшылық коэффициенті 1,05-1,10 кезінде отынның толық жануына жетуге болады. Ұқыпты араластырылған және балқу температурасына дейін қыздырылған газ және ауа қоспасы жайменен білінбей жанып кетеді, сондықтан қарастырылған пештердің жылытқыштарында жану ұзақтығы қоспаны көрсетілген температураға дейін қыздыру үшін қажетті уақытпен анықтайды.
Отынмен қамтамамыз ету жүйесі. Форсунканы бірқалыпты және тоқтаусыз отынмен қамтамасыз ету отынмен қамтамасыз ету жүйесінде арнайы жұмыстар өткізумен қарастырылады.
Алдын ала арнайы дайындықты қажет етпейтіні газ тәрізді отынды берудің барынша қарапайым түрі. Табиғи газ пеш фронтына қондырғы арасындағы газ сымдарынан беріледі. Газды магистралдың басында газдан конденсатты айыратын қарапайым бір немесе екі сатылы сепаратор орналасқан.Себебі конденсаты бар газды жағу қондырғының жұмысын бұзады.
Форсунканың фронты бойынша орналасқан әрбір құбырлы пештің газды коллекторын магистралға шығын регуляторы және терморегулятор арқылы қосылады. Әрбір форсунка екі жабық қондырғымен қамтамасыз етілген (қозғалтқыш және крандар) және газ айдағыш құбыр-свеча арасында орналасқан. Форсункаға әсер етпейтін кезде свеча ашық болу керек; ол жабық қондырғы арқылы газдың топкаға түсуін тоқтатады.Егер барлық форсунка жұмыс жасаса немесе бір уақытта тоқтаса, онда оларды жалпы свечаға қосуға болады.
Құбырлы пештер үшін сұйық отынның орнына негізінен мұнайды өңдеуден қалған ауыр қалдықтар пайдаланылады, сонымен қатар майлағыш майлар дистиллятарын тазалағаннан қалған экстракт. Іс жүзінде сұйық отынның сапасын бәрінен бұрын оның тұтқырлығымен анықталады. Отынның тұтқырлығы қаншалықты жоғары, соншалықты оны жағу қиын және алдын ала дайындықты көп қажет етеді.
Отын коллекторларын пештердегі форсунка алдындағы канал-лотоктарымен жүргізеді. Коллекторда тұрақты қысымды ұстап тұратын арнайы отындық насос қолданылады, ол форсунканың тұрақты жұмысы үшін өте маңызды. Отындық коллекторда тоқырау аумағы болмау керек. Мұндай аймақтар уақыт өте қалдықтармен және лас заттармен бітеліп қалуы мүмкін. Сондықтан отынның бір бөлігі коллектор – қабылдағыш насос –коллектор схемасы бойынша айналып отырады.
Барлық отын сымдарын сенімді жылу изоляциясымен қаптайды, ал жылыту үшін булы қаптамамен немесе булы спутникпен қамтамасыз етеді.
Түтінді құбырлар және түтін жүруші. Түтінді газдар пештен түтін жүруші және түтінді құбырлар арқылы атмосфераға лақтырылады.
Түтін құбырлары құбырлы пештердің жұмысына қажетті тарту күшін қажет етеді. Түтін құбырларының диаметрі онда газдың қозғалу жылдамдығы шетік мәнінен (4-6 м/с) жоғарылап кететіндей болмау керек. Пештегі газдық трактының қажет ететін тарту күші атмосфералық ауаның және түтінді газдардың тығыздықтарының әртүрлілігіне тәуелді.
Түтінді құбыр түзетін табиғи тарту күші құбырдың биіктігіне, түтінді газдың температурасына және атмосфералық ауаның температурасына байланысты.
Қазіргі уақытта көбіне эксплуатацияланатын түтін құбырлары болат 3-тен дайындалады. Оларды іргетасқа іргетас болтымен бекітеді, немесе пештің металл каркасының жоғарғы белдігіне орнатады (конвекциялық камераның жоғары орналасқан жағдайында).
Түтінді құбырдың төменгі бөлігінің ішін отқа төзімді кірпішпен футирлейді.Футировканың биіктігі түтінді газдың температурасына тәуелді және әдетте 10-15метрден кем болмайды. Футировка болат құбырдың қозғалуының тоқтап қалмауына әсер етеді, сондықтан ұқыпты өндіреді, оның тері шлакпен немесе инфузорлы жер арасындағы тесікті толтыру болады.Құбырдың барлық биіктігі бойынша жақсылап футирлеу расчелка жасамауға да болады.
Түтін құбырларының эксплуатациясы, олардың мүмкін болатын жіңішке түтін газдарының коррозиясымен анықталады. Егер пеш құбырларының немесе күйенің жанып кетуі – жоғары температураның қыздырылуы. Қазіргі кезде эксплутацияға жылуға тұрақты темір бетон құбырлары қолданылады.
Газ тазартудың эффектісін жоғарылату үшін, егер оның жылдамдығы төмен жағдайда батарейлі циклон қолданылады. Циклон – бірнеше параллельді жұмыс істейтін аппараттардан тұрады, бұл аппараттардың диаметрі үлкен емес, жалпы корпуста құрастырылған. Газдардың кіші дисперсті шаңдардан жоғары дәрежеде тазалануы электрофильтрлерде жүзеге асады.
Әдебиеттер: 6, 7, 8 нег.; 6 қос.
Бақылау сұрақтары:
Ұсақталатын материалдардың қасиеттері.
Ұсақтағыштар, олардың жұмыс істеу принціпі және ұсақтау ірілігі бойынша ажыратылуы.
Кинематикалық ерекшеліктеріне байланысты беттіғ ұсақтағыштардың тобы.
Конусты ұсақтағыштардың түрі мен сипаты.
Белдік ұсақтағыштардың, соққы әрекетті ұсақтағыштардың, барабанды шар тәрізді диірмендердің классификациясы, жалпы мәліметтері.
Жұмыс мүшелері қозғалысының жоғарғы жылдамдықты, ерекше жұмсақ ұсақтауға арналған диірмендердің жалпы мәліметтері.
Іріктеу үрдісінің негізі мен тағайындалуы.
12 дәріс. Ректификациялық колонна
Ректификациялық колонна деп – қажетті концентрацияда алынатын өнімді екі өзара еритін сұйық қоспаларды бөліп алуға арналған тік цилиндірлі аппараттарды атайды. Бұндай бөліп алу процесі ректификация процесінде іске асады, мұнда массаалмасу екі жақты жүреді, біреуі бу екінші сұйық .
Бөлінудің диффузиялық процесі сұйықтың диффузиялық процесі сұйықтың ректификациясы өсіп сұйықтың қайнау температурасы әртүрлі болған жағдайда жүреді. Будың диффузиясы жүру үшін сұйықтар өзара жақсы әрекеттесуі керек. Ректификация колоннада бір-біріне қарама-қарсы жылжып сұйық өз салмағынша жоғарыдан төмен, бу фазасы жоғары әсерлесу нәтижесінде бу фазасы төмен қайнайтын компоненттермен баиды, ал сұйық жоғары қайнайтындармен. Тепе-теңдік жүйесінің қасйетінен білетініміз, тепе-теңсіздіктегі бу және сұйық фаза әрекеттескенде массаалмасу және жылуалмасу нәтижесінде тепе-теңдікке ұмтылады. Сонымен қатар ректификатция жүру үшін әрекеттесуші сұйық және бу қысымдары теңсіздік күйде болуы қажет. Басқаша айтқанда сұйық температурасы бу температурасынан төмен болуы керек. Фазалар жақсы әрекеттесу үшін ректификациялық колонналар ішкі қалыпта жабдықталған қондырғы арқылы тағы үздіксіз немесе сатылы жүреді.
Насадкалы колонналар. Конструкциясы қарапайым насадкалы ректификациялық колонна цилиндрлі тік аппараттан тұрады, белгілі өлшемді инертті материалдан тұратын насадкалармен толтырылған.
Насадка сұйықтық пен бу ағынының жанасу бетін үлкейту және олардың араласуын жақсарту үшін пайдаланылады. Насадкалы колонналарда фазалар арасындағы жанасу мен масса алмасу насадка толтырылған аппараттың барлық учаскелерінде үздіксіз жүріп отырады. Насадкалы аппараттың табақшалы аппараттан айырмашылығы осыда.
Насадкалы колоннада іс-жүзінде сұйықтық аппараттың барлық көлденең қималары бойынша біркелкі таралуы мүмкін емес. Әсіресе колонна диаметрінің өлшемі үлкен болған жағдайда сұйықтық әркелкі таралады. Фазалар жанасуы жеткіліксіз болуы себебінен нақты бөліну қиын жүреді.
Қазір ректификациялық насадкаларды сирек қолданады, олардытабақшалы колонналарға ауыстырды. Табақшалы колонналар абсорбция, экстракция, т.б. процестерінде жиі пайдаланылады. Бірақ қоспаның бөлінуі көп табақша санын қажет ететін жағдайда, насадкалы ректификациялық колонналар пайдалану тиімдірек. Практикада бір немесе екі табақшасы-насадкалы болып келген табақшалы ректификациялық колонналар кездеседі. Мұндай насадкалы табақшалар отбойниктің қызметін атқарады, бірақ олардың да бетінде ректификация жүреді.
Насадкалы колонналардың жұмысының сапалығы олардың аз гидравликалық кедергісіне байланысты. Осының арқасында вакуумда қайнау температурасы жоғары сұйықтықтың ректификациясына жақсы жағдай туындайды.
V-2 суретте гудроннан дистиллятты цилиндрлі май алу үшін жоғары вакуумды қондырғының насадкалы ректификациялық колоннасының сызбасы корсетілген. Колонна- тік цилиндрлі аппарат, жоғарғы және төменгі эллиптикалық түптері бар, биіктігі бойынша ішкі құралдармен бірнеше секцияға бөлінген.
2 арнайы шашыратқыштармен жабдықталған 1 құбырлы коллектор арқылы алдын-ала белгілі температураға дейін қыздырылған шикізат су буымен қоса колоннаға жіберіледі. Коллекторлар және шашыратұыштар колоннаның бүкіл көлденең қимасы бойынша бірдей және бір қалыпты күш түсіру үшін арналған.
3 Насадкалардың бірінші қабатының биіктігі 0,75-1,20м, шикізат пен су буының кіретін жерінің жоғарғы жағында орналасқан, фазалардың жанасуы және жоғарыға бағытталатын (сұйықтық) шикізат ағынынан колоннаның төменгі бөлігіне түсетін ауыр сұйыұтық тамшыларын бөлу үшін, яғни отбойник қызметін атқарады.
Бірнеше 5 өтпелі құбырлармен жабдықталған 4 жинағыш табақшадағы 3 және 6 насадкалы қабаттарында ректификация нәтижесінде пайда болған мақсатты май дистиллятының конденсацияланған булары сораппен айдалады.
Мұнай өнімдерінің жеңіл булары су буларымен бірге жоғары көтеріліп, 7және 8 насадкалар қабатынан өтеді. 9 табақшадан алынатын сұйықтық жылуалмастырғыштар және тоңазытқыштарда суытылып, сораппен қайтадан колоннаға 11бүріккіш арқылы беріледі. Бүрку көлемін өзгертіп, колоннаның жоғарғы жағының температуралық режимін реттейді және жоғары қайнайтын компоненттердің колоннадан шығуын болдырмайды. Конденсацияланған жеңіл компоненттердің бір бөлігі 9 жинағыш табақшадан дайын дистиллят түрінде айдалынып, қалған бөлігі одан төмен ағып кетеді. Конденсацияланбаған булар колоннаның жоғарғы бөлігіндегі 12 шлем құбыры арқылы барометрлік конденсаторға түседі, онда олар жартылай конденсацияланады, ал жартылай вакуумтүшуші құралдармен сорылады. Колоннаның түбінен айдаудың қалдығы (гудрон) сораппен резервуарға жіберіледі.
Насадкалы колонналардың диаметрін анықтауда әдетте булардың колонна бойынша және насадка каналында рұқсат етілген жылдамдықтарын жетекке алады. Булардың жылдамдығы сұйықтың насадкамен ақпайтын кезегі жылдамдығынан төмен болуы және сұйық насадка астынан үстіне қозғалатын бу ағынының күшімен жұту режимін түзіп, ысырылуы керек.
Жұту режимі булардың қозғалысына кедергі жасайды, яғни қысым пайда болады. Сондықтан берілген өнімділікте колонна диаметрі- булардың жылдамдығы сұйық және бу фазалардың үздіксіз қарама- қарсы ағымын бұзбайтындай болуы қажет.
Бірақ булардың тым төмен жылдамдығы жақсы масса алмасуды қамтамасыз етпейді. Колоннаның өнімділігін кемітсе, ректификация процесінің тиімділігі бірден төмендейді.
Сөйтіп насадкалы колоннаның ең жақсы жұмыс режимі болып- жұтудан кейінгі режимі саналады.
Бұл режим «іліну» режимі деп аталады. Іліну режимінде сұйықтықтың төменгі қозғалысы газ ағынының әсерінен тежеледі, содан газ сұйықтық арқылы барботирлей бастайды. Режим басына сәйкес келетін бу жылдамдығы-бу мен сұйықтық тығыздығына, насадка диаметріне тағы басқа байланысты эмпирикалық формула арқылы анықталады. Белгіленген будың (газдың) оптимальды жылдамдығы бойынша колоннаның көлденең қимасының диаметрін табады, (бос қима) насадка мен онымен ағатын сұйықтықтан бос қима кішкентай болатынын ескеру керек.
Іс жүзінде «іліну» және «жұту» режимдерін насадканың үстіңгі және астынғы қысымдарын салыстырумен бірге анықтайды.
Масса алмасу интенсивтілігі және қозғалушы бу ағыны мен сұйықтық кедергісі қолданылатын насадкаға байланысты. Насадка биіктігі мен оның элементтерінің өлшемдерін тәжірибелік мәліметтерден алып тағайындайды. Кішкентай өлшемді және күрделі конфигурациялы насадкалар үлкен жанасу бетін түзеді, бірақ жоғарғы кедергі түзеді. Сонымен, насадка таңдағанда, майда насадканың беріктігі төмен болатынын және қатты қалдықтармен (кокс, т.б.) бітелуін білу керек.
Ректификациялық колоннада керамикалық 50X50 X8; 80 X80 X8;
100 X100 X10 өлшемді насадкалар жеткілікті беріктік және коррозияға, эррозияға тұрақтылық көрсететіні белгілі.
Насадкаларды перфорирленген, металл және пластинкалық торлардан тұратын табақшада қондырылған колосникалық торға тәртіпсіз орналастырады. Колосниктер берік және ұзақ мерзімді болу керек.
Насадкалы колонналар қолданылуы күрделі емес. Оптимальды температуралық режим, бу жылдамдығын ұстап тұру қажет, сонымен қатар насадкалардың әсіресе шикізат енгізердегі насадка қабатының кокстенбеуін қамтамасыз ету керек. Жөндеу кезінде кокстелген насадканы колоннадан шығарып, жаңасына ауыстырады. Бұл өте қиын операция, сондықтан насадканың жұмыс қабілеттілігін ұзаққа жеткізуге тырысады.
Табақшалы колонналар. Табақшалы колонналардың принципиалды қондырғысы ондағы ректификация процесі көп рет сатылап жүретін бу және сұйық фазалардың жанасуына негізделген. Осы мақсатта ол арнайы табақшалармен жабдықталған; масса алмасу негізінен осы табақшаларда өтеді.
Табақшалар колоннаның ішінде көлденең орналастырады. Конструкциялық жағынан (ерекшеленеді) және элементтер құрамымен ерекшеленетін түрлі табақшалар кездеседі. Жиі қолданылатын табақшалар үшін сәйкес МЕСТ немесе ТШ бар.
Жай колонна. Ректификациямен қоспаны екі фракцияға бөлуге арналған жай табақшалы колоннаның жұмысының схемасы V-4 суретте көрсетілген. Шикізатты алдын- ала белгілі температураға дейін арнайы қоздырғыш аппараттарда қоздырады, содан кейін сұйықтық, бу немесе булы-сұйық түрде колоннаның қоректендіру секциясына жібереді.
Қоректендіру секциясы колоннаның шартты түрде екіге бөледі: жоғарғы бөлігі-қаныққан, концентрациялық төменгісі-айдау.
Концентрациялық және айдау секцияларында қажетті табақшалар саны орнатылады, оларды төменнен көтерілетін бу және жоғарыдан төмен ағатын сұйықтықтың жанасуы жүреді. Бу мен сұйықтықтың қарама-қарсы қозғалысы керекті температурамен бақыланып тұрады. Жұмыс істеп тұратын ректификациялық табақшалар беті-төмен ағатын сұйықтыққа толтырылып тұрады.
Табақшалардағы артық сұйықтық одан төмен орналасқан табақшаға ағып отырады. Табақшадағы сұйық (флегма) қоспаның екі компонентінен тұрады. Табақшадағы компоненттердің сандық қатынасы-оның қоректендіру секциясына және басқа табақшаларға қатысты орналасуына байланысты. Бөлінетін компоненттер түрлі қайнау температуралы болуы керек.
Температура айырымы жоғары болған сайын қоспаның бөлінуі оңай жүреді. Бөлінетін компоненттерді шартты түрде жоғары қайнаушы (ауыр) және төмен қайнаушы (жеңіл) деп атайды.
Ректификация нәтежесінде колоннада екі өнім алынады; құрамында төмен қайнайтын компоненттері бар бу түріндегі өнім колоннаның жоғарғы жағынан, ал сұйық түріндегі жоғары компоненттер құрайтын өнім колоннаның төменгі жағынан шығарылады.
Қоспаның жоғары қайнаушы және төмен қайнаушы компоненттерге бөлінуі былай жүреді.
Сұйық және бу фазаларының масса алмасуы нәтежесінде төмен және жоғары қайнаушы компоненттер концентрациялары колонна бойынша үздіксіз өзгеріп отырады. Колоннаның астынан көрінетін булар табақшадағы сұйық қабаты арқылы өтіп, оған жылуының бір бөлігін береді. Осыдан сұйық температурасы жоғарылайды және ол жартылай буланады, бу фазасында қосылады. Сонымен бірге, бу фазасы әрбір табақшада суық сумен араласып, суиды да, жартылай конденсацияланады, сонымен қатар сұйықтықта (флегма) жоғары қайнаушы компоненттер қалып қояды. Бұл өз кезегінде, сұйық фазада жоғары қайнаушы компоненттер, ал бу фазасында – төмен қайнаушы компоненттер концентрациясының жоғарлауына әсер етеді.
Осылай, бу және сұйық фазалардың масса алмасуы нәтежесінде әр табақшада сұйықтық жартылай булануы және булардың конденсациясы үздіксіз өтеді, бұл сұйық және бу фазаларының компоненттер концентрациясының белгілі өзгерісін қамтамасыз етеді. Булар төменнен жоғары қозғалады, және әр келесі табақша сайын төменқайнаушы фракцияның концентрациясы арта береді, ал жоғары қайнаушы компоненттер концентрациясы азаяды. Ал сұйық жоғарыдан төмен түскен сайын жоғары қайнаушы компоненттермен қанығады.
Ректификация процесін жүргізуде колонна температурасын табақшадан табақшаға бу қозғалысы бойынша төмендетіп отырады, және сұйық қозғалысы бойынша жоғарлатып отырады. Ол үшін колоннаның жоғары жағында парциалды конденсатор қондырады, онда булар жылуы алынып, олардың жартысы конденсацияланады, бұл табақшадан табақшаға сұйықтық үздіксіз қозғалыс ағынын қамтамасыз етеді. Қазіргі кезде жылудың алынуы үшін өткір буландыру қолданады. Дайын өнім ретіндегі колоннаны жоғары бөлігінен будың жартысы – арнайы конденсатор-тоңазытқышта суығаннан кейін колоннаның жоғарғы табақшасына қайта оралады. Жоғарғы табақша -- өткір, буландыру, біріншіден, колоннаның жоғарғы жағындағы температураны төмендетеді, бұдан будың жартысы конденсацияланады; екіншіден, сұйыққа қосылып, қажетті флегма мөлшерін түзеді.
Коланнаның төменгі жағындағы температураны оған белгілі көлемде жылу беру арқылы реттеп отырады. Ол үшін айдау бөлімінде арнайы кайнатқыш орнатады немесе су буын жібереді, ол ректификациялық колоннасын эксплуатациялауда қажетті режимді ұстап тұру үшін керек.
Колоннаның айдау бөліміне ағатын сұйықтық жылуы арқасында, жоғарлайтын бу ағынына қосылатын төменқайнаушы компоненттер буланады.
Күрделі колонна. V-4 суретте көрсетілген жай колоннада қоспаны тек екі бөлікке бөлуге болады. Мұнай өңдеу көмірсутектер қоспасын қайнау температуралары әртүрлі фракцияларға бөлу жиі кездеседі. Мысалы, мұнайды айдау процесінде көмірсутектерді бензин, лигроин, керосин, соляр майы және мазут фракцияларына бөлу керек. Мұндайды жай колоннада іске асыру мүмкін емес. Ол үшін кезекпен жұмыс істейтін бірнеше табақшалы жай колонналар керек. Олардың саны мақсаты фракциялар санынан 1-ге кем болуы керек, өйткені әрбір жай колоннада қоспа тек екі компонентке бөлінеді. Мұндай қондырғы ыңғайсыз және үлкен, сондықтан мұнай шикізатын үш және одан да көп фракцияларға бөлу бір күрделі колоннада жүргізіледі. Ол бір қорапқа біріктірілген, бірінің үстінде бірі орналасқан бірнеше жай колонналардан тұрады.
V-5 суретте қоспаны төрт компонентке бөлетін күрделі табақшалы колоннаның принципиалды схемасы көрсетілген. Ол кезекпен байланысқан бірінің үстінде бірі орналасқан үш жай колоннадан тұрады. Бұл колоннаның жетістігі бөлек тұрған үш жай колонналарға қарағанда үш есе аз ауданды алады және ондағы ашты орошение (острое орошение) тек ең жоғарғы табақшаға ғана түседі, сол кезде әр жай колоннаға аз орашениесі түседі.
Күрделі колоннада қақпалап шығару секциясы бар, оның саны бөлінетін компонент санынан бір санға кем. Негізгі жағдайда қақпалап шығарғыш секциялар бір корпуста біріккен және жай колонналар сияқты бірінің астына бірі орналасқан. Секцияларын біріктірілген колонналарды зауытта ст -колонна деп атайды. Олар өте үлкен диаметрлі емес және негізгі ректификациялық колонна қасына жай қондырылған. Әр секция бірнеше ректификациялық колоннамен жабдықталған. Күрделі колоннада қоспаны фракцияға бөлу процесі келесі түрде жүреді. Керекті температураға дейін қыздырылған қоспа бірінші (төменгі) жай колоннаның бу ағыны фракциядан бірінші колоннада бөлінеді де, колонна төменгі жағынан жоғарықайнаушы ретінде көтеріліп келесі екінші фракция бөлінеді. Бұнда қоспадан қалдық түрінде екі фракция бөлінеді. Құрамында екінші фракция бөлігі бар бу үшінші колоннаға түседі, осында қалдық түрінде үшінші фракция қалады да, бу күйінде төртінші фракция жоғары кетеді.
Колоннаның жоғары жағында парциялды конденсатор бу жылуын алады. Бұдан бу бөлігі конденсацияланып флегма түзеді де, күрделі колоннаның жоғары жағынан үшінші (ең жоғарғы) жай колоннаның барлық табақшадан ағады. Осы колоннаның соңғы табақшасынан флегманың бөлігі стриппинг-секцияға булануға өтеді, ал қалған бөлігі флегма-орашение ретінде екінші колоннаға ағады. Аналогтық процесс екінші колоннада да жүреді.
Әр жай колоннаның соңғы табақшасынан алынған фракциялар құрамында аздаған шекаралық фракция болады. Тапсырылған фракцияны алу үшін жекеленген табақшадан алынған флегманы стриппинг-секцияда булайды. Әр секцияның төменінен берілетін су буымен сол буды жүзеге асырады. Флегмадан буланған төменқайнаушы булар су буымен бірге флегманы, көзделген өнім ретінде әр стриппинг-секция төменінен әкетеді.
Негізгі колоннаның төменгі бөлігіндегі қалдықты жай колоннадай булайды т.с.с. шығару секциясыз колоннаның төменгі бөлігіне үздіксіз бу беру арқылы.
Әдебиеттер: 6, 7, 8 нег.; 6 қос.
Бақылау сұрақтары:
Ұсақталатын материалдардың қасиеттері.
Ұсақтағыштар, олардың жұмыс істеу принціпі және ұсақтау ірілігі бойынша ажыратылуы.
Кинематикалық ерекшеліктеріне байланысты беттіғ ұсақтағыштардың тобы.
Конусты ұсақтағыштардың түрі мен сипаты.
Белдік ұсақтағыштардың, соққы әрекетті ұсақтағыштардың, барабанды шар тәрізді диірмендердің классификациясы, жалпы мәліметтері.
Жұмыс мүшелері қозғалысының жоғарғы жылдамдықты, ерекше жұмсақ ұсақтауға арналған диірмендердің жалпы мәліметтері.
Іріктеу үрдісінің негізі мен тағайындалуы.
12 – дәріс. Реакциялық аппараттар.
Шикізат.
Каталитикалық крекингтің ең негізгі
шикізаты 200-500![]() С арасында қайнайтұғын болып саналады,
көбінесе қолданатыны алғашқы айдаудың
вакуум фракциясы (350-500
С)
және кокстеудің, термиялық крекингтің
және гидрокрекингтің газойлдері. Жеңіл
шикізаттарды (керосин газойл фракциясын
және т.б.) базалы ұшақ бензинінің
компонентін алуда, ал ауырлауын автобензин
компонентін өндіруде пайдаланады. Қоспа
шикізатты да (225-490
С.
265-500
С)
автобензин өндіруде пайдаланады.
С арасында қайнайтұғын болып саналады,
көбінесе қолданатыны алғашқы айдаудың
вакуум фракциясы (350-500
С)
және кокстеудің, термиялық крекингтің
және гидрокрекингтің газойлдері. Жеңіл
шикізаттарды (керосин газойл фракциясын
және т.б.) базалы ұшақ бензинінің
компонентін алуда, ал ауырлауын автобензин
компонентін өндіруде пайдаланады. Қоспа
шикізатты да (225-490
С.
265-500
С)
автобензин өндіруде пайдаланады.
Бастапқы шикізаттың сапасы катализатор жұмысына үлкен әсер етеді. Шикізатта қанықпаған және көп сақиналы арендердің көп болуы немесе фракциялық құрамының ауырлауы кокс түзілуді үдетеді де катализатор тез активтігін жоғалтады. Осы себептен кокстеу мен термиялық крекинг газойлдердің (20-25% көп емес) тура айдаумен алынған шикізатқа қарағанда күрделілеу. Шикізатқа шайыр,-күкірт,-азот және металдар қосылыстарының болуы тағы да катализатордың активтігі мен талғамдылығын төмендетеді. Сондықтан, тіптен тура айдаумен шайырлы және күкіртті мұнайлардан алынған газойлдерді де крекинктегенде, шикі заттың соңғы қайнау температурасын 480-490 С шектеуге тура келеді.
Алдын-ала гидротазалаудан өткен шикізатты крекинктеудің нәтижесі жақсы болады. Гидротазалауда шикізаттағы күкірттің, азоттың және металлдардың мөлшері көп төмендейді, сонымен қабат оның кокстенуі де азаяды. Осылай дайындаған шикізатты крекингтеу кокс пен газ шығымын азайтып, бензин шығынын өсіреді. Алынған өнімдер сапасы жақсарады: бензиннің октан саны өседі, крекингтің сұйық өнімдерінде күкірт мөлшері күрт азаяды, сондықтан оларды әрі қарай тазалау қажет болмайды. Қалдық шикізаттан шайыр-асфальтен заттарын бензинмен немесе сұйытылған пропанмен алдын-ала асфальтсыздандыру оң эффект береді.
Технологиялық сызба нұсқаның сипаттамасы.
Катализатордың қайнау қабатындағы каталитикалық крекингтің технологиялық схемасы төмендегідей сипатталады.
Н-1 пешіне шикізат Ж-1, Ж-2, Ж-3, Ж-4 жылуөткізгіштері арқылы П-1 пешіне беріледі. Жылытылған шикізат ректификациялық калонна түбінен келетін циркуляцияланатын газойлмен араласады. Шикізат қоспасы катализаторсымдарының көтергіш стоягымен беріледі. Оның бойымен катализатор, шикізат және рециркулят Р-1 реакторға көтеріледі. Каталитикалық крекингтеу процесі стоякта басталып, реактордың қайнау қабатында аяқталады.
Реакция өнімдерінің буы және су буы, реактордың буландырғыш зонасына берілетін суланған бу реактордың жоғарғы штуцері арқылы өтіп, К-1 ректификациялық колоннаның төменгі жағына өтеді. К-1 колоннасының үстінен газ, бензин буы және суланған бу ТК-1 конденсатор - тоңазытқышқа өтеді, ол жерден конденсациядан кейін С-1 сепараторына өтіп, онда су қабаты, бензин қабаты және газға бөлінеді. Газ ПК-1 компрессорымен газдануға беріліп, бензин Н-1 насосымен бөлек - бөлек К-1 калоннасының үстіне суландыруға жіберіледі, баланстық бөлім стабилизацияға жіберіледі. К-1 балансының жанындағы погондар (195 С-350 С және 350 С-тан жоғары фракциялары ) К-2 калоннасының тиесілі буландырғыш секцияларына өтіп, онда су буымен буландырады. 195-350 С фракциясы Н-1 насосымен алынып, Ж-1 шикізаттық жылуалмастырғышта Т-1 мұздатылып, қондырғыдан шығарылады. 350 С тан жоғары фракция Н-4 насосымен алынып, Ж-3 шикізаттың жылу алмастырғыш пен Т-2 тоңазытқышында мұздатылады және құрлымнан шығарылады. К-2 түбінен Н-5 насосымен Р-1 реокторына шлам-катализаторлық шаң өлшенген ауыр газойыл жіберіледі.
Реактордың қайнау қабатынан катализатор баяу буландырғыш зонасына түсіріліп, ол жерге су буы жіберіледі. Катализатор үстімен адсорбталған мұнай буы су буымен жойылады. Одан кейін катализатор катализаторсымына түседі. Ауа желісі катализаторды Р-2 регенераторына көтереді. Коксты жандыруға қажетті ауаның негізгі бөлігі регенераторға жіберіледі. Коксты өртеу кезінде пайда болған түтіндік газдар А-1 утилизатор қазанына өтіп, өз жылуын беріп, А-2 электрофильтріне катализаторлық шаңды ұстау үшін жіберіледі, содан кейін түтіндік газдар атмосфераға шығарылады. Ауаны жылыту үшін қысыммен П-2 оттығы пайдаланылады.
Процестің негізгі аппараттары.
Реактор-ішкі қорғаныс
футерофкасы бар көміртектік болаттан
жасалған цилиндірлік аппарат. Реактордың
үш негізгі зонасы бар: реакциялық,
буландырғыш, тұндырғыш. Реакциялық зона
биіктігі 5-6 м және тығыздығы 400-450 кг/м![]() катализатордың жалған сұйытылған
қабатымен толтырылған.
катализатордың жалған сұйытылған
қабатымен толтырылған.
Қайнау қабатының қалыптасуы үшін секцияның төменгі бөлігінде үйлестіруші тор орналасқан.
Буландырғыш секциясы қайнау қабатынан төмен орналасқан, диаметрі реактор диаметрінен кіші, бу мен катализатор байланысын жақсарту мақсатымнен шахматты тәртіпте орналасқан бөлгіш бұрыштары бар. Катализатордың буландырғыш секциясында болу уақыты 3 минут. Буландырғыш секциясы алынбалы болу мүмкін.
Тұндырғыш секциясы қайнау қабатынан жоғары орналасқан. Мұнда өнім буының катализатордан бөлінуі өтеді. Тұндырғыш зонаның жоғарғы бөлігінде циклондық сепараторлар орналасқан. Реактордан шыққан крекинг өнімдерінің буы циклондық сепаратордан өтіп, толықтай катализатордан босайды. Циклондардан шыққан катализатор қайнау қабатына оралады.
Регенератор-диаметрі 12 м, биіктігі 33 м, корпустық түбі бар цилиндрлік аппарат. Пайдалы көлемі-680м .Қайнау қабатының биіктігі 6 м .Корпустың іші отқа берік кірпішпен футерленген.
Катализатор бетінен жанып шығатын кокстың әр килограммына регенераторда 12-15 кг ауа шығындалады. Ауаның шамамен 20% катализатормен бірге пневмокөтергішпен беріледі, кокстың жануына қажетті қалған ауа тікелей қайнау қабатының торының астына беріледі. Коксты өртеу ауа жетімсіздігімен іске асырылғандықтан түтінді газдарда көміртегі қышқылының көлемі үлкен. Бұл амал өртеу жылдамдығын ұлғайтуғу, регенераторға берілетін ауаны қысқартуға, кокстың жануы кезіндегі жылудың бөлінуін төмендетуге, артық жылуды бұруды жақсарту және аппараттың көлденең кесігінің алабын кішірейту мүмкіндігін береді.
Жану үрдісі қайнау қабатында өтіп, 5-7 минутта аяқталады. Коксосъем көлемі 1 сағатта 1 т катализаторға 20-45 кг коксты құрайды.
Қайнау қабатынгың үстінде
циклондары бар тұндырғыш зона орналасқан.
Түтіндік газдар циклондар арқылы өтіп,
катализатордан босайды. Түтіндік газдар
жылуы және СО - СО![]() дейінгі
жануы нәтижесінде алынған жылу суланған
бу алу мақсатымен утилизатор қазанда
пайдаланылады.
дейінгі
жануы нәтижесінде алынған жылу суланған
бу алу мақсатымен утилизатор қазанда
пайдаланылады.
Ректификациялық калоннаның буландырғыш зонасы жоқ. Калоннаның төменгі бөлігінде каскадтық тарелкалар орналасқан. Каскадтық тарелкалардың астындағы калоннаға өтетін реактор буы мұздап, катализатордан ауыр газойлмен жуылады. Калоннаның төменгі бөлігінде катализатордың ауыр газойлдегі өлшемдері құрылымның шикізатымен бірге реакторға қайтарылатын шлам жинақталады. Артық жылу циркуляцияланатын суландыру желілері көмегімен калоннадан шығарылады.
Әдебиеттер: 6, 7, 8 нег.; 6 қос.
Бақылау сұрақтары:
Ұсақталатын материалдардың қасиеттері.
Ұсақтағыштар, олардың жұмыс істеу принціпі және ұсақтау ірілігі бойынша ажыратылуы.
Кинематикалық ерекшеліктеріне байланысты беттіғ ұсақтағыштардың тобы.
Конусты ұсақтағыштардың түрі мен сипаты.
Белдік ұсақтағыштардың, соққы әрекетті ұсақтағыштардың, барабанды шар тәрізді диірмендердің классификациясы, жалпы мәліметтері.
Жұмыс мүшелері қозғалысының жоғарғы жылдамдықты, ерекше жұмсақ ұсақтауға арналған диірмендердің жалпы мәліметтері.
Іріктеу үрдісінің негізі мен тағайындалуы.