

Электрофизические и электрохимические методы обработки (эфэх) Характеристика электрофизических и электрохимических методов обработки
Эти методы предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов.
Эти методы имеют следующие преимущества:
– отсутствует силовое воздействие инструмента на заготовку (или очень мало и не влияет на суммарную погрешность обработки);
– позволяют менять форму поверхности заготовки и влияют на состояние поверхностного слоя: наклеп обработанной поверхности не образуется, дефектный слой незначителен; повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхности;
– можно обрабатывать очень сложные наружные и внутренние поверхности заготовок.
ЭФЭХ методы обработки являются универсальными и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности. Эти методы внедряются в различных отраслях промышленности.
Электроэрозионные методы обработки
Эти методы основаны на явлении эрозии электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока.
Разряд между электродами происходит в газовой среде или при заполнении межэлектродного пространства диэлектрической жидкостью – керосин, минеральное масло.
При наличии разности потенциалов на электродах происходит ионизация межэлектродного пространства. При определенном значении разности потенциалов – образуется канал проводимости, по которому устремляется электроэнергия в виде импульсного искрового или дугового разряда.
На поверхности заготовки температура возрастает до 10000…12000 0C. Происходит мгновенное оплавление и испарение элементарного объема металла и на обрабатываемой поверхности образуется лунка.
Удаленный металл застывает в диэлектрической жидкости в виде гранул диаметром 0,01…0,005 мм.
При непрерывном подведении к электродам импульсного тока процесс эрозии продолжается до тех пор, пока не будет удален весь металл, находящийся между электродами на расстоянии, при котором возможен электрический пробой (0,01…0,05 мм) при заданном напряжении.
Для продолжения процесса необходимо сблизить электроды до указанного расстояния. Электроды сближаются автоматически с помощью следящих систем.
Электроискровая обработка
Схема электроискровой обработки представлена на рис. 21.1.
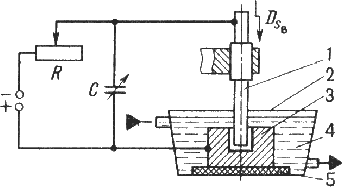
Рис.21.1. Схема электроискрового станка:
1 – электрод-инструмент; 2 – ванна; 3 – заготовка-электрод; 4 – диэлектрическая жидкость; 5 – изолятор
При электроискровой обработке – используют импульсные искровые разряды между
электродами ( обрабатываемая заготовка (анод) – инструмент (катод)).
Конденсатор
![]() заряжается
через резистор
заряжается
через резистор
![]() от
источника постоянного тока напряжением
100…200 В. Когда напряжение на электродах
1 и 3 достигает пробойного образуется
канал, через который осуществляется
искровой разряд энергии, накопленной
конденсатором.
от
источника постоянного тока напряжением
100…200 В. Когда напряжение на электродах
1 и 3 достигает пробойного образуется
канал, через который осуществляется
искровой разряд энергии, накопленной
конденсатором.
Продолжительность импульса 20…200 мкс.
Точность
обработки до 0,002 мм,
![]() 0,63…0,16
мкм.
0,63…0,16
мкм.
Для обеспечения непрерывности процесса ( зазор =const) станки снабжаются следящей системой и системой автоматической подачи инструмента.
Получают сквозные отверстия любой формы поперечного сечения, глухие отверстия и полости, отверстия с криволинейными осями, вырезают заготовки из листа, выполняют плоское, круглое и внутреннее шлифование.
Изготовляют штампы и пресс-формы, фильеры, режущий инструмент.
Схемы электроискровой обработки представлены на рис. 21.2.
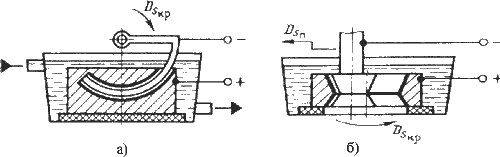
Рис. 21.2. Схемы электроискровой обработки:
а – прошивание отверстия с криволинейной осью; б – шлифование внутренней поверхности фильеры
Электроискровую обработку применяют для упрочнения поверхностного слоя металла. На поверхность изделия наносят тонкий слой металла или композиционного материала. Подобные покрытия повышают твердость, износостойкость, жаростойкость, эрозионную стойкость и так далее.