

Операции ковки
Различают ковку предварительную и окончательную. Предварительная (или черновая) ковка представляет собой кузнечную операцию обработки слитка для подготовки его к дальнейшей деформации прокаткой, прессованием и т.п. Окончательная (чистовая ковка) охватывает все методы кузнечной обработки, с помощью которых изделию придают окончательную форму.
Предварительные операции
Биллетирование – превращение слитка в болванку или заготовку: включает сбивку ребер и устранение конусности.
Обжатие при биллетировании составляет 5…20 %. Проковка слитка предназначена для обжатия металла в углах слитка с целью предварительного деформирования литой структуры – дендритов, которые имеют стыки в этих углах. Биллетирование способствует заварке воздушных пузырей и других подкорковых дефектов литой структуры, созданию пластичного поверхностного слоя металла, благоприятно влияющего на дальнейшую деформацию. После биллетирования производят обрубку донной части слитка.
Рубка – применяется для отделения от основной заготовки негодных частей или для разделения заготовки на части.
Рубка производится в холодном и горячем состоянии. В холодном состоянии рубят тонкие и узкие полосы и прутки сечением 15…20 мм. Более толстые заготовки нагревают.
Схема рубки основана на действии деформирующей силы на малую площадь соприкосновения инструмента с заготовкой, а реакция этой силы со стороны нижней части распределена по большой поверхности заготовки, и пластической деформации здесь не возникает.
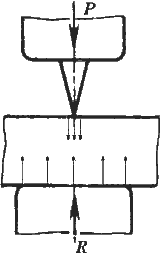
Рис.12.1. Схема рубки
В зависимости от габаритов и формы заготовок используют способы рубки:
с одной стороны – для тонких заготовок;
с двух сторон, сначала осуществляется предварительная надрубка заготовки на 0,5…0,75 высоты, после кантовки на 1800 проводится окончательная рубка;
с трех сторон – для круглых и крупных заготовок, осуществляются две надрубки на глубину 0,4 диаметра заготовки с кантовкой на 1200, после второй кантовки на 1200 проводят окончательную рубку;
с четырех сторон – для крупных заготовок, после надрубки с четырех сторон в центре остается перемычка прямоугольного сечения, по месту которой производят разделение заготовки на части.
Основные операции
Осадка – операция обработки давлением, в результате которой уменьшается высота и одновременно увеличиваются поперечные размеры заготовок (рис. 12.2.а).
Осадку применяют для получения формы поковки, с целью уменьшения глубины прошивки, для обеспечения соответствующего расположения волокон в будущей детали (при изготовлении шестерней обеспечивается повышенная прочность зубьев в результате радиального расположения волокон), как контрольную операцию (из-за значительной деформации по периметру на боковой поверхности вскрываются дефекты).
При выполнении осадки требуется, чтобы инструмент перекрывал заготовку. Вследствие трения боковая поверхность осаживаемой заготовки приобретает бочкообразную форму, это характеризует неравномерность деформации. Повторяя осадку несколько раз с разных сторон, можно привести заготовку к первоначальной форме или близкой к ней, получив при этом более высокое качество металла и одинаковые его свойства по всем направлениям.
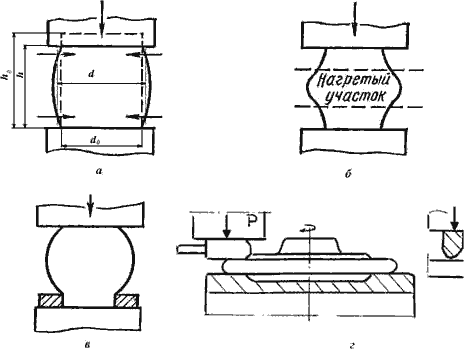
Рис.12.2. Схемы осадки и ее разновидностей
Средний диаметр заготовки определяется по формуле:
![]()
Осадке подвергают заготовки, для которых высота не превышает 2,5…3 диаметра. В противном случае возможен или продольный изгиб заготовки, или образование седлообразности.
Разновидностями осадки являются высадка и осадка разгонкой торца.
Высадка – кузнечная операция, заключающаяся в деформировании части заготовки (концевой части или середины).
Для проведения операции используют местный нагрев, например, в середине заготовки (рис. 12.2.б), или ограничивают деформацию на части заготовки кольцевым инструментом (рис. 12.2.в).
Осадка разгонкой торца позволяет уменьшить высоту и увеличить площадь ренее осаженной заготовки (рис. 12.2.г). Локализация деформации позволяет уменьшить усилие осадки.
Протяжка (вытяжка) – кузнечная операция, в результате которой происходит увеличение длины заготовки за счет уменьшения площади ее поперечного сечения.
Протяжка не только изменяет форму заготовок, но и улучшает качество металла. Операция заключается в нанесении последовательных ударов и перемещении заготовки, при этом между бойками во время удара находится только часть заготовки. После каждого обжатия заготовка продвигается на величину, меньшую, чем длина бойка (рис.12.3.а).
Протягивать можно плоскими (рис. 12.3.а) и вырезными (рис.12.3.б) бойками.
Протяжка на плоских бойках может выполняться двумя способами.
Первый способ. Протяжка выполняется по всей длине слитка или заготовки вначале с одной стороны, а после кантовки на 90 0 – с другой стороны и т.д.
Большие по длине поковки могут изгибаться в бойках концами вниз. Чтобы исправить изгиб, поковки кантуют сначала на 180 0 , а потом на 90 0.
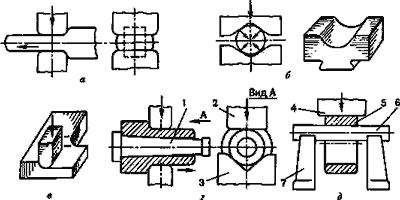
Рис. 12.3. Схемы протяжки и ее разновидностей
Второй способ. Поочередная протяжка на плоских бойках (по винтовой линии) – после каждого обжатия следует кантовка на 90 в одну и ту же сторону, после каждых четырех обжатий следует подача. Способ более трудоемкий, применяется при ковке твердых инструментальных сталей.
При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при проковке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин.
Протяжка в вырезных бойках или в комбинации плоских бойков с вырезными используется при ковке легированных сталей с пониженной пластичностью. Благодаря боковому давлению, создаваемому жесткими стенками инструмента повышаются сжимающие напряжения, увеличивается пластичность металла. Получают поковки более точные по форме и размерам. Возрастает скорость протяжки.
При протяжке с круга на круг в вырезных бойках, силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности возникновения осевых трещин.
Разновидностями протяжки являются разгонка, протяжка с оправкой, раскатка на оправке.
Разгонка (расплющивание) – операция увеличения ширины части заготовки за счет уменьшения ее толщины (рис. 12.3.в).
Операция выполняется за счет перемещения инструмента в направлении, перпендикулярном оси заготовки.
Протяжка на оправке – операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенки и уменьшения наружного диаметра (рис.12.3.г).
Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2) на слегка конической оправке 1. Протягивают в одном направлении – к расширяющемуся концу оправки, что облегчает ее удаление из поковки. Оправку предварительно нагревают до температуры 160…200 0 С.
Раскатка на оправке – операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рис.12.3.д).
Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого обжатия заготовку поворачивают относительно оправки.
Протяжку с оправкой и раскатку на оправке часто применяют совместно. Вначале раскаткой уничтожают бочкообразность предварительно осаженной и прошитой заготовки и доводят ее внутренний диаметр до требуемых размеров. Затем протяжкой с оправкой уменьшают толщину стенок и увеличивают до заданных размеров длину заготовки.
Прошивка – операция получения в заготовке сквозных или глухих отверстий за счет вытеснения металла (рис.12.4).
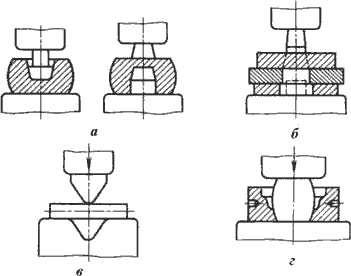
Рис.12.4. Схемы прошивки (а,б), гибки (в), штамповки в подкладных штампах (г)
Инструментом для прошивки служат прошивни сплошные и пустотелые. Пустотелые прошивают отверстия большого диаметра (400…900 мм).
При сквозной прошивке сравнительно тонких поковок применяют подкладные кольца (рис. 12.4.б). Более толстые поковки прошивают с двух сторон без подкладного кольца (рис.12.4.а). Диаметр прошивня выбирают не более половины наружного диаметра заготовки, при большем диаметре прошивня заготовка значительно искажается. Прошивка сопровождается отходом (выдрой).
Гибка – операция придания заготовке или ее части изогнутой формы по заданному контуру (рис.12.4. в).
Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в месте изгиба (утяжка). Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Для избежания этого явления по заданному углу изгиба подбирают соответствующий радиус скругления. Радиус в месте изгиба не должен быть меньше полутора толщин заготовки.
Этой операцией получают угольники, скобы, крючки, кронштейны.
Скручивание – операция, заключающаяся в повороте одной части поковки вокруг общей оси по отношению к другой ее части под определенным углом.
Различают два случая:
поворот на угол до 180 0 – для пространственной ориентации отдельных частей;
многократное скручивание на 360 0 – для придания витого характера (используется как элемент украшения композиций решеток, перил, лестниц и т.д.).
К скручиванию относится и свивание нескольких тонких прутков (проволок) в шнуры.
При изготовлении небольшой партии поковок с относительно сложной конфигурацией применяют штамповку в подкладных штампах (рис.12.4.г). Подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельных участков.
Технологический процесс ковки включает операции: резку исходной заготовки в требуемый размер, нагрев материала до требуемой температуры, формообразующую операцию, очистку заготовок от окалины, контроль поковки.
Точность и производительность резки определяется способом резки.
На практике обычно применяют нагрев в пламенной печи, как способ, не требующий дополнительных затрат.
Основная операция включает переходы: установку – снятие заготовки, формоизменяющую операцию (осадку, вытяжку, прошивку и т.д.).
Очистку поковок от окалины осуществляют в галтовочных барабанах, обдувкой стальной дробью, травлением в водных растворах серной или соляной кислоты.
При контроле поковок выявляют внешние и внутренние дефекты, проверяют соответствие геометрическим и функциональным техническим условиям.