

3.6 Назначение технологических операций штамповки
Для производства технологического процесса штамповки исходя из условий производства и формы изготовляемой детали назначаем следующие технологические операции:
- осадка – изменение формы и размеров заготовки под действием нагрузки;
- штамповка – процесс придания заготовки формы изготовляемой детали;
4. Разработка процесса предварительной термической обработки
4.1 Выбор, обоснование и характеристика необходимых видов термической обработки
Предварительная термическая обработка после процесса штамповки стали, марки 40ХН заключается в отжиге.
Так как по заданию к курсовому проектированию применяется низколегированная сталь, то для неё необходимо применить полный отжиг стали, состоящий из нагрева стали до температуры 830 850 0С, выдержке при этой температуре, медленного охлаждения вместе с печью до температуры 600 0С и дальнейшим охлаждением на воздухе.
4.2 Расчет режимов термической обработки
Время нагрева стальных изделий до заданной температуры зависит главным образом от температуры нагрева, степени легированности и др.
Время на нагрев до необходимой температуры определяем по формуле
![]()
где С – время нагрева на 1мм изделия = 1,28
D – диаметр нагреваемого изделия, мм;
П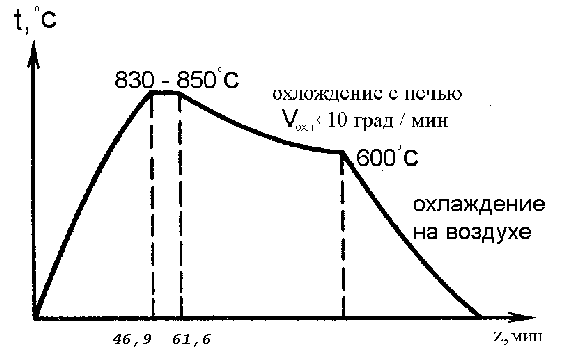 одставляя
значения в формулу определяем время
нагрева заготовки:
одставляя
значения в формулу определяем время
нагрева заготовки:
= 1,28*36,6= 46,848 мин
Продолжительность выдержки изделия при заданной температуре (без нагрева) определяем по формуле:
![]() = 2,5 мин + 36,6/3 = 14,7
мин
= 2,5 мин + 36,6/3 = 14,7
мин
4.3 Механические свойства после предварительной термической обработки
Отжиг – процесс термической обработки, обуславливающий получение равновесных(устойчивых) структур распада аустенита во время охлаждения с определенной температуры нагрева или выше. В процессе отжига происходит изменение дисперсности фаз, изменение формы и размера аустенита; в результате получается равновесная феррито-перлитная структура, снижается твердость, повышается пластичность и вязкость.
Аустенит – твердый раствор внедрения углерода в Fe где углерода содержится 0.45 % с твердостью 180 220НВ.
4.4 Выбор нагревательного устройства
Для проведения процесса предварительной термической обработки – отжига, по задания к курсовому проектированию выбираем отжигательную шахтную печь с подвижным подом периодического действия, т. к. деталь производится мелкосерийным производством
5. Предварительная механическая обработка
Она заключается в:
Отрезке заусенца при помощи обрезного штампа
Правка штампуемой поковки в холодном состоянии
Очистка поковки от окалины травлением в серной кислоте 18-20 % при 55 градусах Цельсия.
6. Разработка процесса окончательной термической обработки
6.1 Выбор, обоснование и характеристика видов термической обработки
Окончательная термическая обработка проводится для упрочнения поверхностного слоя эвольвенты зубчатого колеса и снятия внутренних напряжений после процесса штамповки.
Для проведения процесса окончательной термической обработки применяем следующие режимы
- закалка;
- высокий отпуск.
6.2 Расчет режимов окончательной термической обработки
Для производства процесса закалки время на нагрев изделия определяем по формулам :
= 1,28*36,6= 46,848 мин
Время выдержки рассчитываем по формуле:
= 2,5 мин + 36,6/3 = 14,7 мин
Время на охлаждение изделия в масле исходя из скорости охлаждения определяем по формуле:
![]()
где tн – температура начала охлаждения, 0С;
tохл – температура конца охлаждения, 0С;
Vохл – скорость охлаждения, град/сек.
Подставив значения в формулу определяем время охлаждения в масле:
![]()
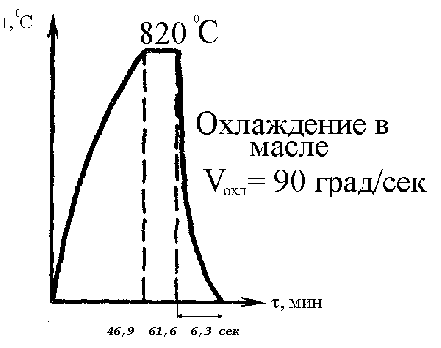
По рассчитанным параметрам закалки строим график характеризующий процесс закалки.
Для осуществления процесса высокого отпуска расчет времени нагрева изделия производим по формуле
= 1,28*36,6= 46,848 мин
Время выдержки при проведении высокого отпуска составляет 75 минут ( из справочной литературы)
Время охлаждения изделия при проведении высокого отпуска определяем исходя из скорости охлаждения по формуле:
![]()
где tн - температура нагрева, 0С;
Vохл - скорость охлаждения, град/сек.
П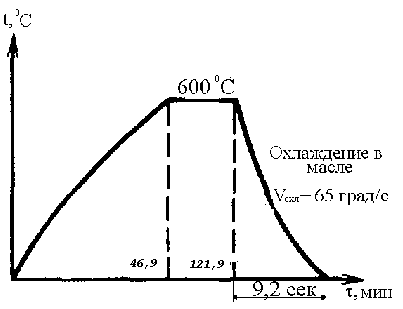 одставив
значения в формулу определяем время
охлаждения:
одставив
значения в формулу определяем время
охлаждения:
![]()