

Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
«Московский Институт Стали и Сплавов»
![]()
 Кафедра
пластической
деформации специальных сплавов
Кафедра
пластической
деформации специальных сплавов
Курсовая работа
Учебный курс: “ Обработка металлов давлением ”
Тема: «Разработка технологического процесса волочения прутков размерами æ 6 мм из заготовки с размерами æ 30,5 мм из стали 25 на цепном волочильном стане»
Выполнила:
студентка гр. МЭ-08-1
Скорикова Юлия
Руководитель:
доц. Лошкарев О.Н.
Москва
2011
Содержание
Теоретическое введение.................................................................…………………….......3
Технология производства прутков……....................……………………………….…......8
Требования ГОСТ к заданному изделию...........................................................................10
Технологическая схема получения прутка Æ 6 мм из заготовки Æ 30,5 мм из стали 25.……………………………………...................................................................................11
Расчётная часть………………………………………………………………….............…12
Выбор оборудования...........................................................................................................17
Расчет производительности…………………………………………………………...….18
Заключение………………………………………………………………………………...20
Список литературы……………………………………………………………………….....21
1. Теоретическое введение.
Волочение — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля (поперечного сечения) протягиваются через отверстие, сечение которого меньше сечения заготовки.
При обработке металлов волочением заготовка протягивается через соответствующее отверстие в волочильном инструменте (волоке, фильере). При этом площадь поперечного сечения исходной заготовки уменьшается, а длина увеличивается (рис. 1).
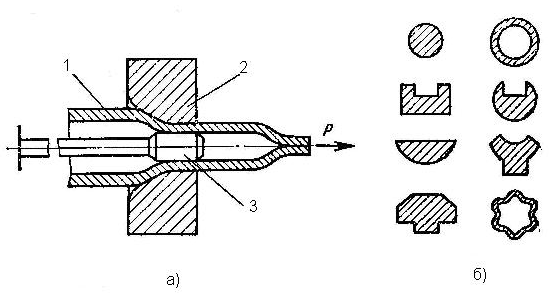
Рис. 1. Схема волочения трубы (а) и примеры профилей,
Получаемых волочением (б)
Волочением обрабатывают стали, медь и ее сплавы, алюминий и его сплавы, как правило, в холодном состоянии.
Волочение широко применяется для производства: проволоки от 0,1 до 8 мм в диаметре; калиброванного металла и точного фасонного профиля; труб повышенной точности от малых диаметров (капилляров) до 200 мм в диаметре, стальных калиброванных прутков диаметром от 3 до 150 мм.
Благодаря неразъемному инструменту (фильере, волоке), волочение обеспечивает более высокую точность размеров, чем прокатка: стальная проволока диаметром 1–1,6 мм имеет допуск на диаметр 0,02 мм.
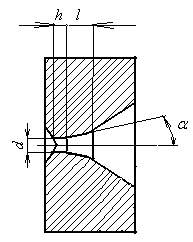
Рис. 2. Фильера (волока)
Для обеспечения высоких требования к износостойкости и прочности матриц волоки изготовляют из углеродистых и легированных инструментальных сталей (У8А–У12, ШХ15, Х12М и др.); вольфрамо-кобальтовых твердых сплавов (ВК2, ВК3, ВК6, ВК8); из технических сортов алмазов для волок малого (до 0,6 мм) диаметра.
Угол
деформирующего конуса назначается с
учетом материала и профиля:
 –
при волочении сплошных профилей и
–
при волочении сплошных профилей и
 – при деформировании труб;
– при деформировании труб;
Отношение диаметров малоуглеродистой стальной проволоки до и после волочения относительно невелико и находится в пределах 1,1–1,3. Однако при этом вследствие малых углов a длина деформирующего конуса примерно на порядок больше разности радиусов проволоки до и после волочения. Так, например, при R=7 мм, r=6,25 мм, и a=5° длина деформирующего конуса должна быть:
 .
.
Ширина калибрующего пояска во избежание повышения температуры и сил назначается небольшой (в данном примере около 0,5– 1,0 мм). Для уменьшения трения, износа и повышения качества поверхности цилиндрическая поверхность калибрующего пояска полируется.