

МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
Учреждение образования
«ВИТЕБСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ»
Факультет Конструкторско-технологический
Кафедра «Конструирование и технология одежды»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Курсовой РАБОТЫ
по «САПР швейных изделий»
«Разработка конструкторской документации на новую модель одежды в системе автоматизированного проектирования»
Исполнитель студент группы 5 Шк-161
О.В.Старовойтова
Руководитель м.т.н.,асс. Ю.М.Кукушкина
Допущен к защите «___»_________________________2011г.
Витебск 2011 г.
Содержание
Введение стр.
1 Характеристика процесса и методов выполнения работ при автоматизированном проектировании одежды.
2 Характеристика объекта проектирования.
2.1 Зарисовка и описание внешнего вида модели.
2.2 Информационное задание контуров деталей базовой конструкции модели.
3 Разработка графической конструкторской документации на новую модель заданного изделия.
3.1 Характеристика графических процедур вывода и преобразования базовой конструкции новой модели средствами машинной графики.
3.2 Преобразование контуров деталей и оформление лекал различных видов.
3.3 Подготовка схем градации лекал для промышленной САПР.
3.4 Получение раскладок лекал в промышленных САПР.
4 Разработка текстовой части конструкторской документации на новую модель одежды.
4.1 Разработка форм технического описания на модель средствами текстового редактора WORD и EXCEL.
4.2 Оформление таблицы контрольных измерений на новую модель одежды.
Выводы по работе.
Список используемых источников.
Приложение А.
Введение
На современном этапе развития техники, технологий широкое развитие получают системы автоматизированного проектирования. САПР нужна для создания лекал запланированной модели, размножения, проектирования настила, что необходимо для раскроя и пошива партии одежды. Материальные затраты и затраты по времени на протяжении всего процесса проектирования должны сводится к минимуму. При больших объемах и стабильном сбыте значение издержек на каждом этапе возрастает и мощная САПР помогает минимизировать эти издержки.
С помощью САПР можно эффективно выполнять следующие подготовительные операции швейного производства:
-разработку лекал новых моделей швейных изделий путем модификации имеющихся или конструирования оригинальных моделей;
-ввод геометрии лекал в систему с помощью дигитайзера;
-градацию лекал по ростам-размерам и их контроль;
-хранение комплектов лекал по моделям изделий;
-создание раскладок лекал в интерактивном режиме на экране манитора;
-хранение созданных раскладок;
-вывод на печать созданных лекал и раскладок в натуральную величину или в уменьшенном масштабе [1].
В условиях глобализации рынка швейной продукции для большинства производителей как нельзя остро стоит проблема увеличения темпов сменяемости моделей и сокращения сроков их запуска в производство[2].
Опираясь на общность моделей одной коллекции и используя возможности современных САПР, можно существенно снизить затраты на инженерную подготовку производства коллекции моделей. Это снижение достигается посредством реализации следующих трех положений:
1. Структуризация процессов подготовки производства с выделением двух основных составляющих:
- неформализуемых работ – прежде всего экспериментальных работ, требующих знаний специалистов и являющихся наиболее трудоемкими, малоприятными для автоматизации;
- работ, частично или полностью формализуемых, хорошо приспособленных для автоматизации, с применением средств вычислительной техники.
2. Формирование базы данных приспособленной:
-для многократного использования результатов экспериментальных работ;
-для типизации процедур разработки основных видов конструкторской и технологической документации, осуществляемых на базе ранее построенных модельных конструкций;
-для формирования различной документации, разрабатываемой при подготовке производства на основе единого описания модели.
3. Разработка интегрированной процедуры формирования конструкторской и технологической документации с использованием специально организованной базы данных, содержащей описанные выше единицы хранения, блоки документации [1].
Основные цели автоматизированного проектирования – повышение качества, снижение материальных затрат, сокращение сроков проектирования.
Целью данной курсовой работы является систематизация, закрепление и расширение теоретических знаний, полученных при изучении специальных дисциплин, в частности САПР швейных изделий, и практических навыков, применение их к комплексному решению вопросов проектирования новой модели одежды с использованием средств автоматизации.
Задачей курсового проекта является разработка новой модели женского платья в системе AutoCAD.
1 ХАРАКТЕРИСТИКА ПРОЦЕССА И МЕТОДОВ ВЫПОЛНЕНИЯ РАБОТ ПРИ АВТОМАТИЗИРОВАННОМ ПРОЕКТИРОВАНИИ ОДЕЖДЫ.
1.1 Основные аспекты выбора САПР. Характеристика САПР для автоматизации конструкторской подготовки моделей. Характеристика САПР JULIVI. Анализ работы предприятий швейной промышленности последних лет позволяет сделать вывод, что у руководителей данной отрасли существенно изменилось отношение к автоматизации процесса подготовки производства. Большинство успешных предприятий уже имеют ту или иную систему, остальные же планируют ее приобрести. САПР уже изучают в вузах, молодые специалисты готовы их использовать. Однако все еще существует немалое количество вопросов, встающих перед руководителем, желающим приобрести САПР. В настоящий момент можно насчитать не менее 20 отечественных и зарубежных САПР швейных изделий, представленных на рынке и функционирующих на швейных предприятиях. Как же сориентироваться в этом многообразии, на что обратить внимание и с чего начать? [2]. Во-первых, грамотный специалист должен понимать, что автоматизация должна быть комплексной и охватывать все этапы подготовки производства: проектирование модели, создание лекал, раскладок, технологические расчеты, оформление документации и т. д. Однако не каждому предприятию по силам переоборудовать все производство сразу. На помощь тут может прийти модульный принцип построения САПР, когда автоматизация может осуществляться не только сразу, но и постепенно, от этапа к этапу. При этом сначала автоматизации подлежит тот участок, где затраты времени наибольшие. Как показывает опыт большинства предприятий, наиболее трудоемким является процесс конструкторской подготовки. Во-вторых, при выборе САПР для автоматизации конструкторской подготовки необходимо четко понимать ее цели: кроме сокращения сроков запуска новых моделей, это может быть стремление к увеличению модельного разнообразия, к повышению точности градации лекал, к правильному учету индивидуальных особенностей фигуры. В-третьих, необходимо проанализировать специфику работы конструктора: - количество одновременно запускаемых моделей и частоту их обновления, - методы получения модельного многообразия для выпускаемого ассортимента, - мобильность и креативность персонала (способны ли они воспринимать новое, или им ближе традиционные методы). В процессе проектирования будущей автоматизированной системы на конкретном производстве очень сложно не допустить каких-либо ошибок. Избежать этого позволяет принцип ознакомительного использования программ, когда предприятие может установить программы на время — с целью апробации работы комплекса. Характеристика САПР для автоматизации конструкторской подготовки моделей. На данный момент существует три типа конструкторских программ, реализующих традиционный двумерный подход к созданию лекал: 1) программы «методического» конструирования, основанные на построении конструкции «с нуля» — от базисной сетки, базовой, а затем модельной конструкции до формирования рабочих лекал; 2) программы «промышленного» конструирования, предназначенные для работы с готовыми лекалами, введенными в систему с помощью дигитайзера, сканера или фотодигитайзера; 3) универсальные или гибридные, сочетающие в себе функции и возможности первых двух типов [3]. Для программ первого типа характерно использование какой-либо методики конструирования, наиболее популярными из которых являются «ЕМКО СЭВ», «Мюллер и сын», «ЦОТШЛ» и др., либо создание собственной. Такие программы наиболее подходят для индивидуального производства и для предприятий с частой сменяемостью основ, изготавливающих ассортимент, требующий многообразия конструктивных решений. Они позволяют разнообразить силуэты, объемные формы моделей и имеют доступные средства для выполнения операций технического моделирования. Эффективность использования программ такого типа заключается в автоматическом выполнении созданного алгоритма построения для всей шкалы размеро-ростов, и тем самым в отсутствии такого рутинного процесса, как градация лекал, а также в быстром перестроении лекал после изменения исходных данных: например, введения размерных признаков индивидуальной фигуры, изменения величин конструктивных прибавок. Различие в этих программах разных фирм-разработчиков можно свести к следующему: - некоторые программы реализуют только один алгоритм, заложенный в нее разработчиками, другие — предоставляют пользователю возможность выбора методики конструирования или создание собственной, - в одних программах последовательность действий конструктору необходимо представить самому в виде текста алгоритма, в других — действует принцип визуального программирования, когда конструктор строит что-то на экране, а его действия запоминаются программой (автоматическое формирование алгоритма). При выборе программ такого типа важно учесть специфику персонала: с какой из программ психологически комфортней ему будет работать, такой и следует отдать предпочтение. Опыт показывает, что принцип визуального программирования вызывает меньший психологический дискомфорт при переходе на компьютерное проектирование у опытных конструкторов. Чтобы удовлетворять всем требованиям промышленного производства, программы первого типа должны иметь: - возможность формирования баз данных (размерных признаков типовых и индивидуальных фигур, прибавок, переменных) и их быстрого редактирования, - возможность создания собственных алгоритмов, их редактирования и пересохранения; - возможность формирования многовариантных алгоритмов с использованием нескольких «ветвей» построения в зависимости от изменяющихся условий, - возможность ввода дополнительных исходных данных и элементов чертежа (точек, линий) в любой момент построения в любое место уже созданного алгоритма, - легкость внесения изменений в уже созданный алгоритм. Второй тип программ содержит набор функций, позволяющих вносить изменения в уже отработанные лекала. В таких программах работа с лекалами осуществляется традиционными методами технического моделирования и модификации. Они наиболее подходят для предприятий, специализирующихся на относительно консервативном ассортименте, так как позволяют создавать модельное многообразие на одной отработанной объемной форме. Для обеспечения удобства работы такие программы должны выполнять следующие функции: - изменять параметры лекал (их длину, ширину, форму участков), - воспроизводить изменения, внесенные в базовый размеро-рост, в лекалах других размеро-ростов в пределах всей шкалы, - осуществлять модификации лекал (разрезание, поворот, сдвиг, перенос вытачек и другие методы технического моделирования), - переносить лекала из модели в модель, копировать, объединять, формировать новые из участков других лекал, - осуществлять совмещение и наложение лекал для проверки сопряженности во всех размеро-ростах, - измерять длины срезов и участков лекал, производить с полученными данными математические действия и использовать результаты для корректировки, - иметь функции оформления угловых участков лекал, складок, вытачек и т.д., - формировать базу данных унифицированных лекал, которые могут использоваться сразу в нескольких моделях, - производить построение производных лекал на базе основных с сохранением преемственности, - выводить лекала на печать в любом масштабе на любом этапе работы, - формировать необходимую документацию на модель. Функциональные возможности программ такого типа обусловлены, кроме прочего, способом хранения информации о лекалах. На данный момент существуют 2 способа: 1)хранятся лекала базового размера и величины приращений, с помощью которых строятся остальные размеры; 2)хранятся лекала всех размеро-ростов. Соответственно, в первом случае все действия производятся с базовыми лекалами, остальные размеры пересчитываются по приращениям. Во втором случае действия, производимые конструктором над одним размером (не обязательно базовым), повторяются программой для всех остальных размеро-ростов [2]. Характеристика САПР JULIVI. Системы JULIVI CAD и JULIVI ERP (САПР и интегрированная с ней АСУП) - то наиболее полно представленые программные модули для всех этапов автоматизации подготовки производства и управления ресурсами предприятия: - CAD/САПР программы: «Построение конструкции», «Конструктор», «Раскладчик», «Оптимизатор ISO файлов», «Конвертор», «3-х мерный электронный манекен»; - ERP/АСУП программы: «Тех.описание», «Тех.последовательность», «Схема разделения труда», «Планирование заказа», «Расчет кусков», «Расчет расхода ниток», «Диспетчер», «Склад сырья», «Склад фурнитуры», «Кладовая кроя», «Склад готовой продукции», «Учет труда сдельщиков», «Расчет себестоимости продукции». Преимуществами программного комплекса JULIVI являются: - модульный принцип построения, - возможность работы в сетевом и локальном вариантах, - удобный интерфейс (наличие настроек цветовой гаммы экрана, использование кнопочного и текстового меню, наличие подсказок, раскрывающих как назначение операторов, так и последовательность их выполнения), - наличие средств отмены операций, - свободный обмен данными с другими программами, - возможность подключения любого периферийного оборудования (плоттер, дигитайзер, автоматизированный раскройный комплекс), - обучение, обслуживание, обновление версий, - возможность заказа различных конфигураций в соответствии с потребностями предприятия, - возможность наращивания блоков. Рассмотрим конструкторские программы, представленные в системе JULIVI: «Построение конструкции» работает с алгоритмами, «Конструктор» — с лекалами. Поэтому данный комплекс при условии правильного подбора модулей может использоваться на предприятиях любой мощности с любым ассортиментом. Программа «Построение конструкции» реализует принцип визуального программирования и имеет все необходимые для успешной работы функции, позволяющие осуществлять построение базовых конструкций на все размеро-росты, а также выполнять моделирование и формировать рабочие лекала модели. Программа «Конструктор» предоставляет пользователю весь спектр возможностей программ второго типа, в том числе и возможность работы с лекалами как одного или нескольких размеро-ростов, так и всей шкалы. Кроме того, эти две программы являются взаимодействующими. Возможность первой программы по запоминанию последовательности действий конструктора можно использовать в программе работы с лекалами для записи так называемых макрокоманд — комплексных команд, позволяющих осуществлять выполнение достаточно сложных и длительных действий конструктора за один шаг. Это особенно удобно при построении производных и унифицированных лекал, вспомогательных для наметки и подрезки, выполнения типовых функций модификаций. Конструктор может не только пользоваться уже предоставленными возможностями программы, но и сам записывать те макрокоманды, которые ему нужны, и так, как ему нужно. Таким образом, он может свободно наращивать возможности программы. В случае разработки модели конструктором от базовой основы программа сохраняет всю последовательность работы конструктора с моделью. В дальнейшем конструктор имеет возможность, поменяв исходные данные модели (например, прибавки на свободу облегания), получить автоматически перестроенные лекала своей рабочей модели. Работая же с готовыми лекалами (например, оцифрованными через дигитайзер), конструктор может привязать их к какой-либо методике построения и с помощью размерных баз данных получить параметрическое размножение лекал, не прибегая к использованию приращений, или же выбрать традиционный способ технического размножения. Проанализировав возможности конструкторских программ системы JULIVI, мы можем сделать вывод, что они в совокупности представляют третий, гибридный тип программ. Такие программы позволяют реализовать любые режимы работы, дают возможность конструктору в полной мере проявить творческие способности и могут быть использованы как для промышленного производства любой мощности, так и для проектирования изделий по индивидуальным заказам. Фирма «САПРЛЕГПРОМ» предлагает временную бесплатную установку САПР на предприятии для ознакомления с программами. В системе JULIVI предусмотрена также функциональная разбивка внутри одного программного модуля. Мотивируется это тем, что разным предприятиям необходим разный комплект возможностей программы. Во время апробации комплекса становится понятно, какие из функций программы и программные модули нужны, а какие нет. Кроме того, предприятие имеет возможность за время ознакомительного использования сформировать индивидуальное техническое задание на разработку программ с учетом специфики данного производства. Применение САПР JULIVI при подготовке новых моделей к запуску позволяет в 4 раза повысить производительность труда конструктора, раскладчика — в 7–10 раз и технолога — в 3–4 раза. Это позволяет ускорить процесс проектирования новых изделий и сократить продолжительность времени от идеи создания модели до начала ее производства примерно в 6 раз [4].
|
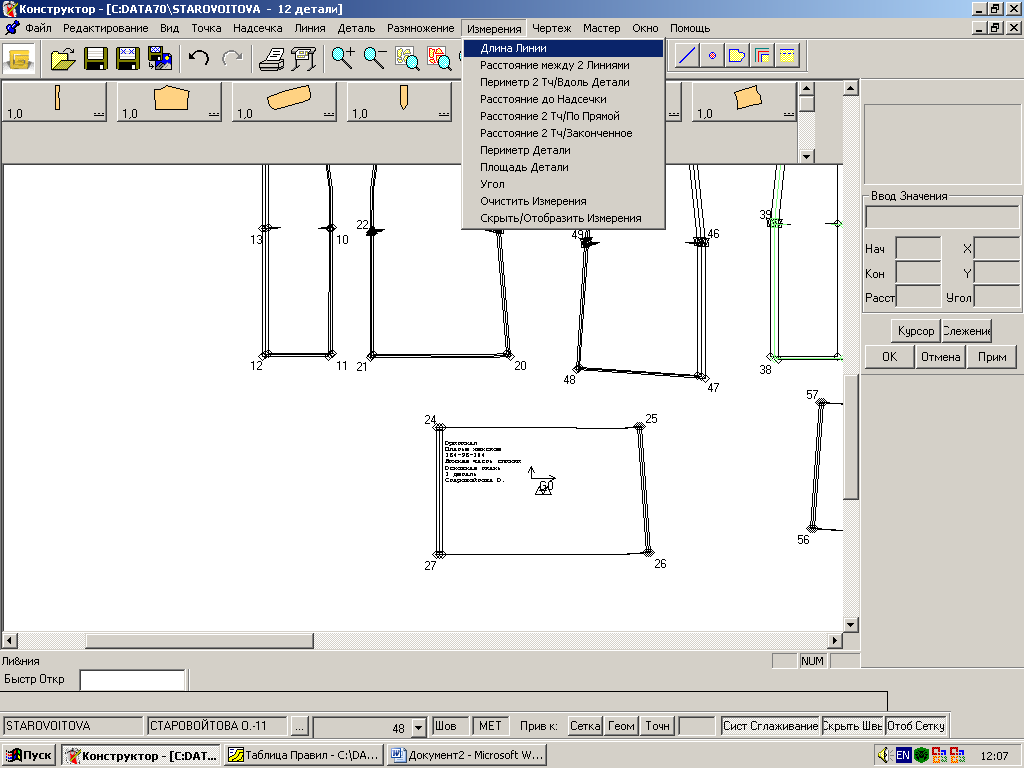
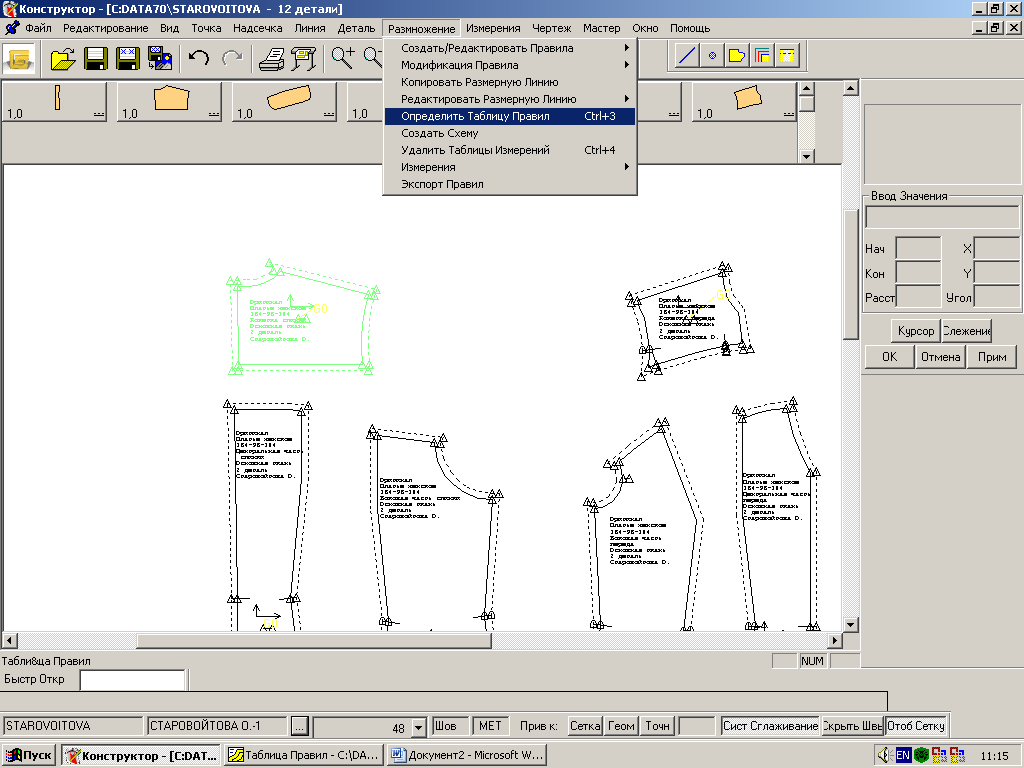
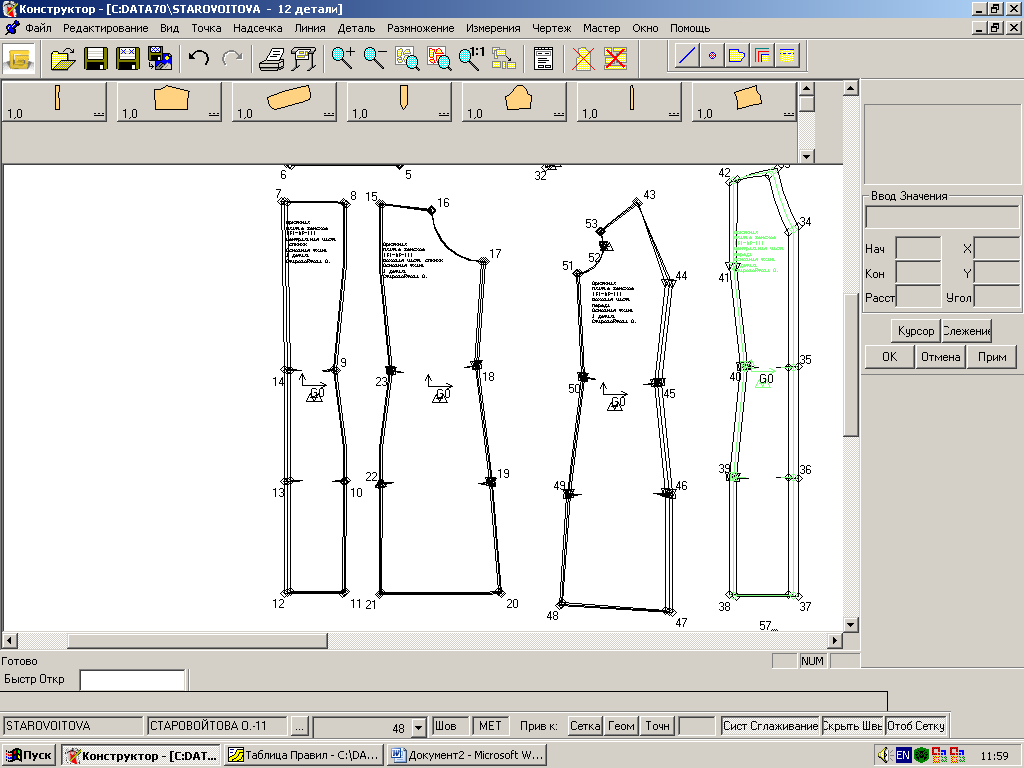
1 Gerber Technology Solutions – американская компания которая занимается разработкой и поставкой технического и программного обеспечения для автоматизированной подготовки производства швейных изделий. Её система является модульной, многоцелевой, многоаспектной. Это означает, что для решения различных задач выделены программные модули, которые просчитываются в центральной ЭВМ или в периферийной малой ЭВМ. При этом данные и результаты работы хранятся в центральной базе данных и доступны всем модулям автоматизированной подготовки производства. Программные модули автоматизированной подготовки производства решают следующие задачи: - ввод базовых основ и их модификация или ввод деталей новой модели, построение всех видов лекал и их градация; - получение раскладок лекал; - подготовка материалов к раскрою; - автоматизированный раскрой материалов; - создание документальных форм для управления деятельностью предприятия; - формирование технологического процесса изготовления одежды. Все модули системы могут работать как в автономном режиме, так и в сети с единой базой данных. Система ориентирована на пользователей, которые требуют различной функциональности систем, то есть приспосабливают её к конкретным условиям своего производства. Система «Аккумарк» объединена с простым и автоматизированным интерфейсом Microsoft Windows. Все функции легко доступны с панелей инструментов, определяемых пользователем. Конструкторская подготовка производства в САПР «Gerber». Конвертирование контуров деталей. Для работы в САПР GERBER нужно сконвертировать контуры деталей модельной конструкции из AUTOCADа . Необходимо в отдельный файл скопировать контуры деталей модельной конструкции предварительно обведенные полилинией, замкнуть и сохранить этот файл с расширением DXF. На стартовой странице выбрать вкладку «Проводник AccuMark,Утилиты» и запустить программу DFX конвектор. В открывшемся окне в строке имя файла выбрать необходимый файл. В следующем окне imporl выбираем единицу измерения в Centimetrs и запускаем конвектор клавишей ОК. В следующем окне появляются сконвектированные детали. Завершаем конвертацию нажатием клавиши ОК. Далее на стартовой странице выбираем вкладку «Обработка лекал, оцифровка» и запускаем программу «Конструктор». В открывшемся окне выбираем вкладку файл – открыть. Открывшиеся детали вытаскиваем в рабочую область экрана. Задание припусков на швы. К контурам деталей дать припуски на швы и подгибы с помощью команды Деталь ̸ Шов ̸ Определить – Добавить шов. При необходимости величину припуска можно изменить в любой момент, используя эту же последовательность действий. Если деталь имеет сгиб, то линию сгиба определяют с помощью команды Деталь ̸ Зеркальная деталь. Чтобы отобразить на экране только половину детали, используется команда Деталь ̸ Сложить зеркальную [5]. Оформление углов. В зависимости от методов обработки, т.е. от того, будут припуски заутюживаться или разутюживаться, необходимо редактировать припуски швов в уголках деталей. Редактирование может выполняться с использованием следующих команд меню Деталь ̸ Шов: Углы линии подгиба, Зеркальный угол, Прямоугольный угол и другие. Расстановка надсечек по срезам деталей. При известном местоположении надсечки её можно поставить с помощью функции Надсечка ̸ Добавить надсечку. Если необходимо поставить надсечку на определенном расстоянии от конкретной точки, используется функция Надсечка ̸ Привязочная надсечка ̸ Добавить. Проверка сопряжения срезов деталей при построении лекал. Сопряжение деталей по срезам можно проверить с помощью функции Установить и повернуть меню Деталь. Проверить длину одноименных срезов деталей можно с помощью функции Длина линии меню Измерения. Оформление лекал. Все необходимые надписи на деталях можно нанести при помощи функции Подписать деталь из меню Деталь. При помощи этой же команды текст надписи можно редактировать: копировать, перемещать, удалять, изменять размер шрифта. Конструкторская подготовка производства в САПР «Gerber»на примере градации деталей спинки. При градации в САПР в условиях производства выполняются следующие виды работ (виды конструкторской подготовки производства), рассмотренные на примере градации деталей спинки: 1) создание таблицы правил; 2) сохранение таблицы правил; 3) определение таблиц правил; 4) присвоение таблицы правил к деталям; 5) присвоение каждой точке номера правила из таблицы правил; 6) просмотр градации; 7) при необходимости редактирование приращения в точке; 8) проверка длины срезов. 1)Таблица правил размножения создаются в системе размножения ̸ раскладки.
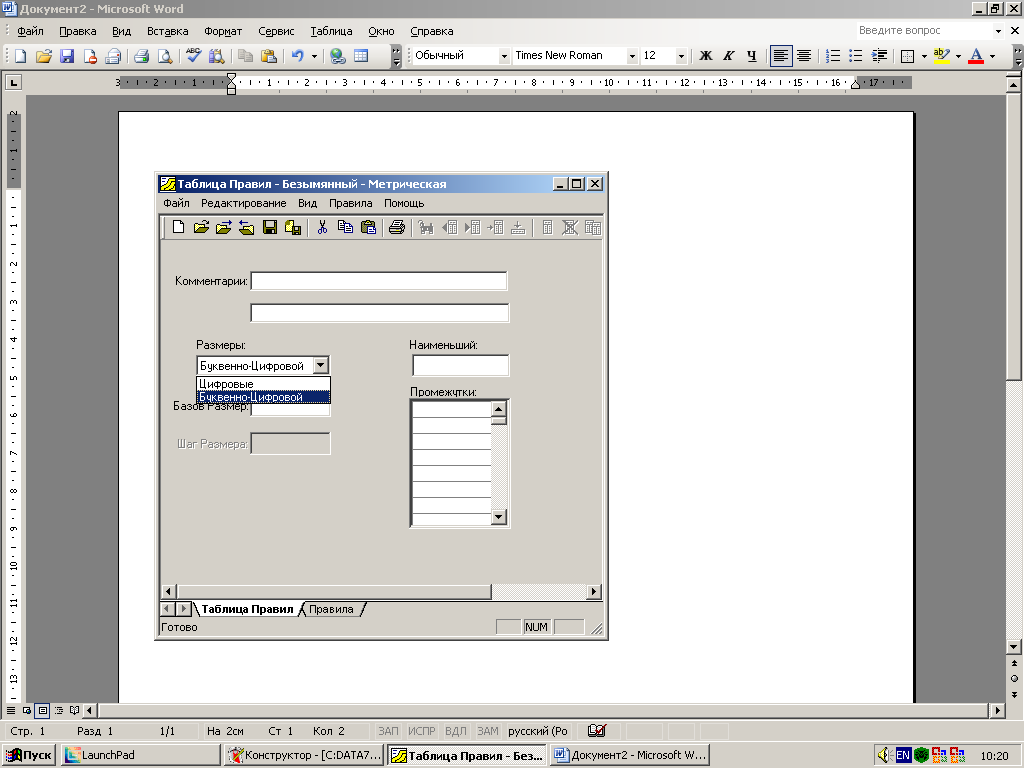
Эта функция из меню Размножение используется для создания и изменения размножения на детали. Под размножением понимается увеличение детали от размера к размеру. В таблицах правил указывается базовый размер ̸ рост эталон и размерная линия для всех деталей. Таблица правил сохраняет все изменения, которые определяют приращения точек на определенных размерах в направлении оси Х и Y относительно соответствующих точек на базовом размере или на наименьшем размере. Значения в таблице правил автоматически определяются фактическим расстоянием и направлением по оси Х и Y между точками в схеме размножения деталей. Выбираются размеры: буквенно-цифровой. Для деталей с буквенно-цифровой размерной линией все размеры считаются промежутками. В таблицах правил указывается базовый размер, размер эталон и размерная линия для всех деталей.
2) Сохранение правил таблицы.
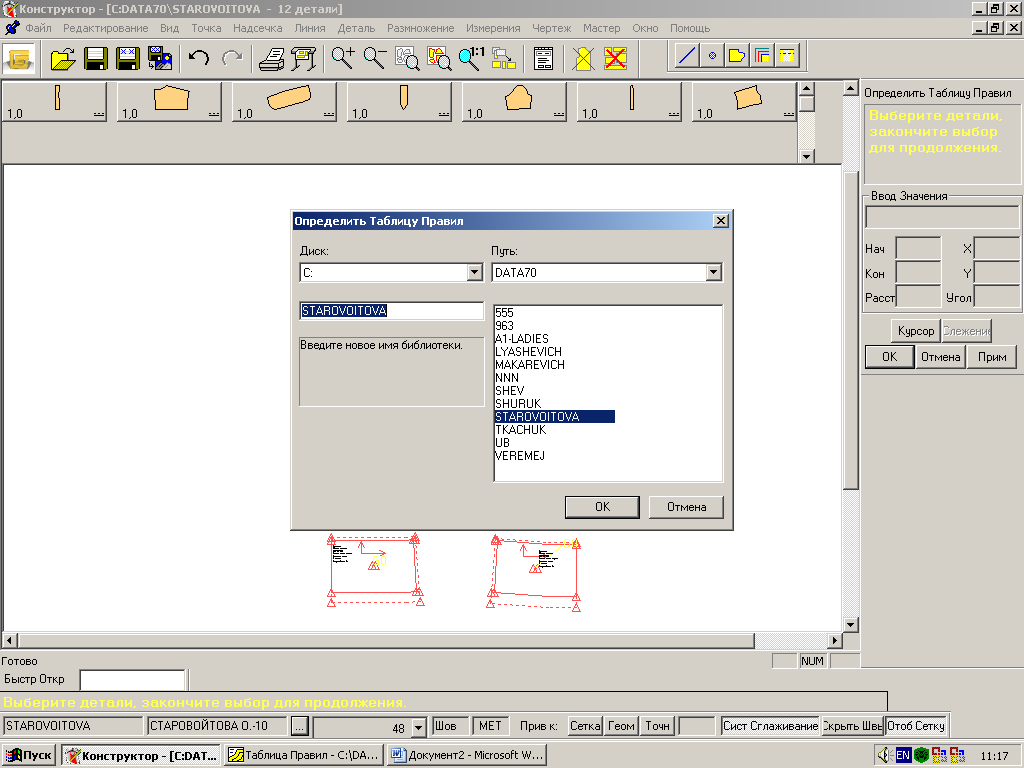
Файл – сохранить таблицу правил – локальный диск С – data 70 – Starovoitova. 3) Определение таблиц правил.
Используется для определения новой таблицы правил размножения к детали. С помощью этой функции присваивается таблица правил: - детали автоматически присваивается базовый размер таблицы правил; - детали присваивается размножение из этой таблицы правил и размерная линия; - если деталь имеет правила размножения не существующие в таблице правил, то этим точкам не присваиваются приращения. 4) Размножение – Модификация Правила Размножения. Используется для копирования или изменения существующего размножения на детали. 5) Размножение – Модификация Правила – Копировать Правило Таблицы. Используется, для того чтобы присвоить детали определенные правила размножения из существующей таблицы правил. Эта функция позволяет системе проверять таблицу правил вместо информации детали. Если правило не может быть найдено, система попросит указать, в какой таблице правил оно находиться. Копировать правило размножения из таблицы правил: 1.Из меню размножения выбираем: Модификация Правила – Копировать Правило Таблицы или нажатием Alt+2;
2.Выбрать точки на детали, которые будут присвоены определенные правила размножения.
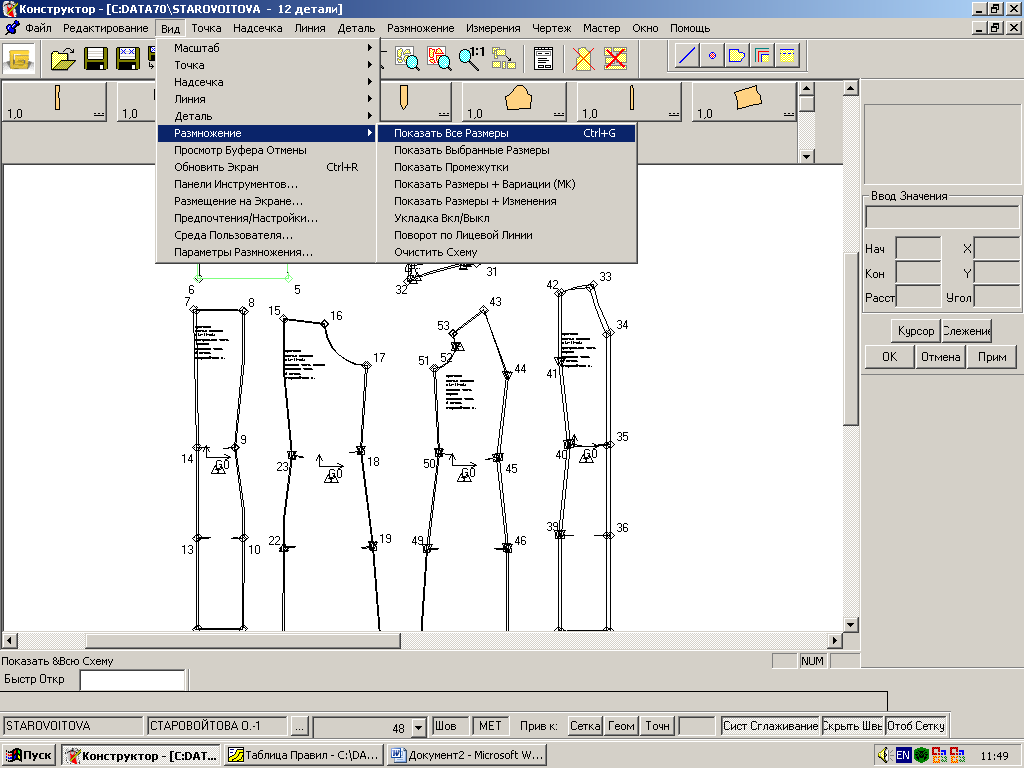
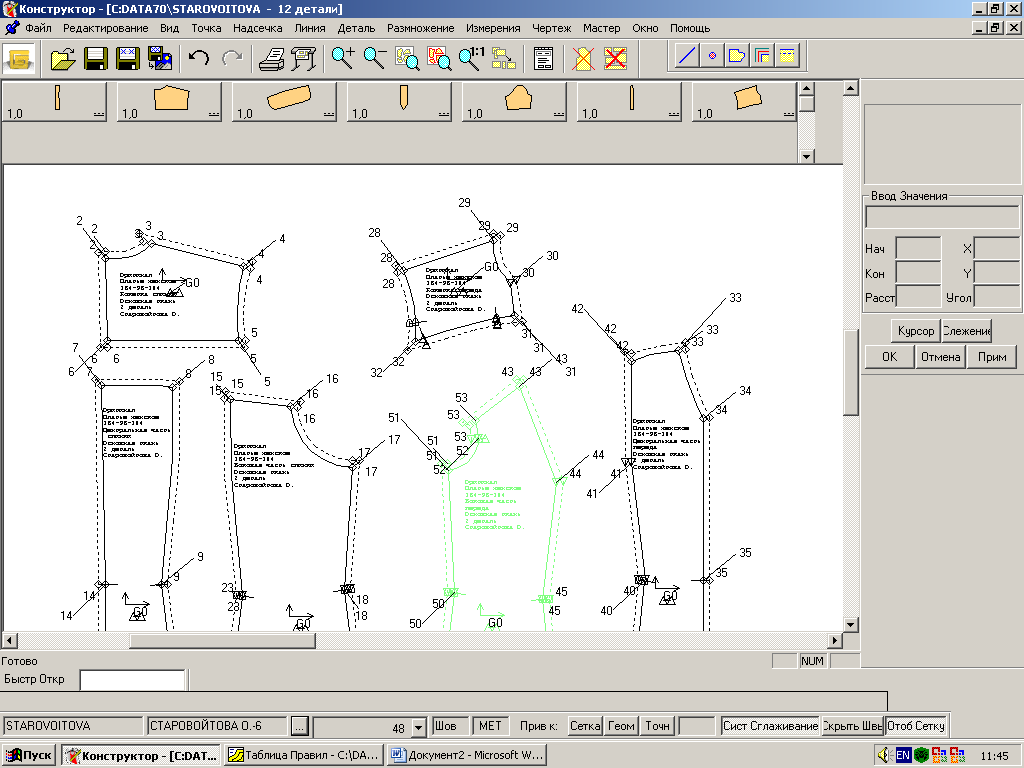
3.Закончить выбор для продолжения. 4.В окне ввода укажите номер правила размножения, который хотим присвоить точкам. Нажмите ОК или Ввод. Система скопирует правила из таблицы и присвоит их выбранным точкам. 5.Закончить выбор для продолжения. Можно использовать функцию для копирования одного или нескольких правил размножения с одной детали на другую. Копировать правило размножения между точками: 1.Из меню размножения выбираем Модификация Правила – Копировать Правило Размножения; 2.Выбрать операцию: - применить правило к конечным точкам – позволяет выборочно применить размножение к обеим конечным точкам линии на пересечении с линией периметра ̸ контура. Выберите: Отдельные, Обе если Одинаковые, Всегда обе. 3.Выбрать исходную точку на детали с правилом размножения, которые необходимо скопировать. 4.Выбрать конечные точки, которым нужно присвоить правило размножения: - в режиме Курсора, расположить курсор на линии, нажмите и удерживайте левую кнопку мыши. Отпустите кнопку мыши в требуемом положении. Закончите выбор для продолжения. - в режиме Значений, укажите положение точки размножения в поле Начало или Конец. После завершения нажать ОК или Ввод. Система скопирует правило размножения с исходной точки на конечную. 5. Закончите выбор для продолжения. 6)Функция Вид ̸ Размножение ̸ Показать Все Размеры Используется для отображения схемы размножения всех размеров выбранной детали. Эти размеры соответствуют размерам таблицы правил для детали. Схема размножения остается на экране при модификации детали. Редактирование производится только на базовом размере. При необходимости удаления размеров схемы с экрана используется функция Вид ̸ Размножение ̸ Очистить схему. Детали со схемой размножения обычно размножаются относительно долевой нити, но можно использовать точку укладки, атрибуты Z и R для смещения схемы размножения относительно общей точки или линии.
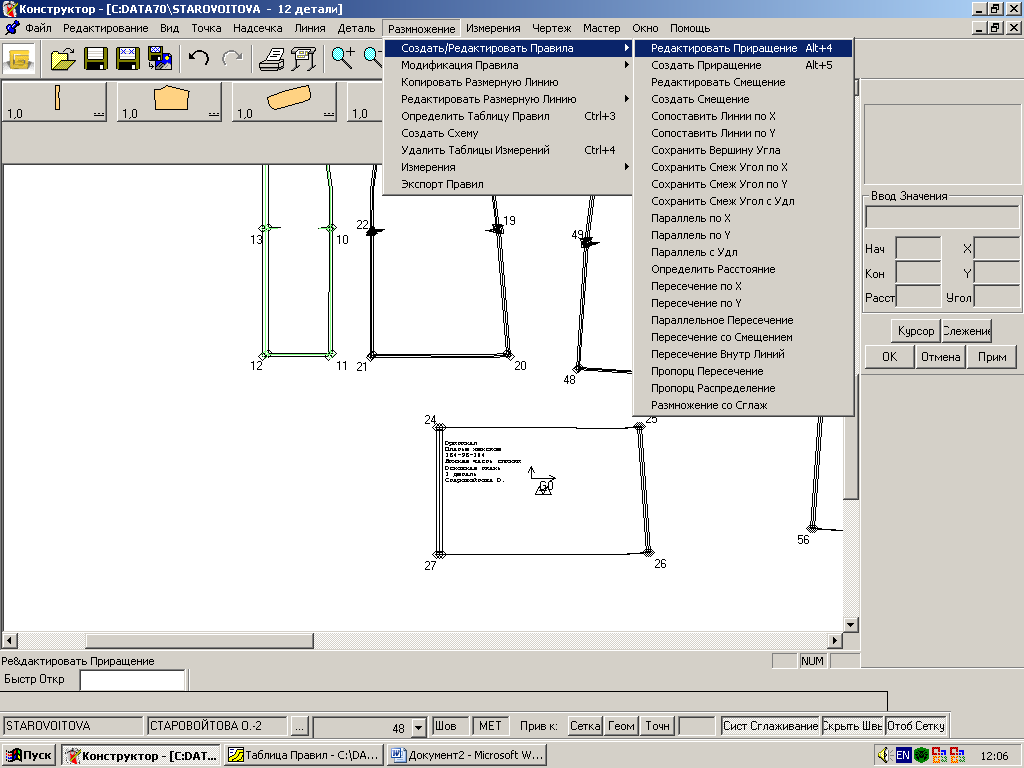
7)Размножение ̸ Создать ̸ Редактировать правила ̸ Редактировать Правила Приращения.
Используется для изменения одного или нескольких промежутков размеров в схеме размножения без изменения размножения других промежутков. Определить приращения, указав изменения по оси Х и Y или используя курсор, вручную переместите точки. Если необходимо сделать много изменений в форме, нажмите клавишу Очистить Х или Очистить Y для удаления всех существующих значений в соответствующих полях. 8))Вид ̸ Точка ̸ Правило размножения. |
 .2
Система «АККУМАРК» фирмы «GERBER».
.2
Система «АККУМАРК» фирмы «GERBER».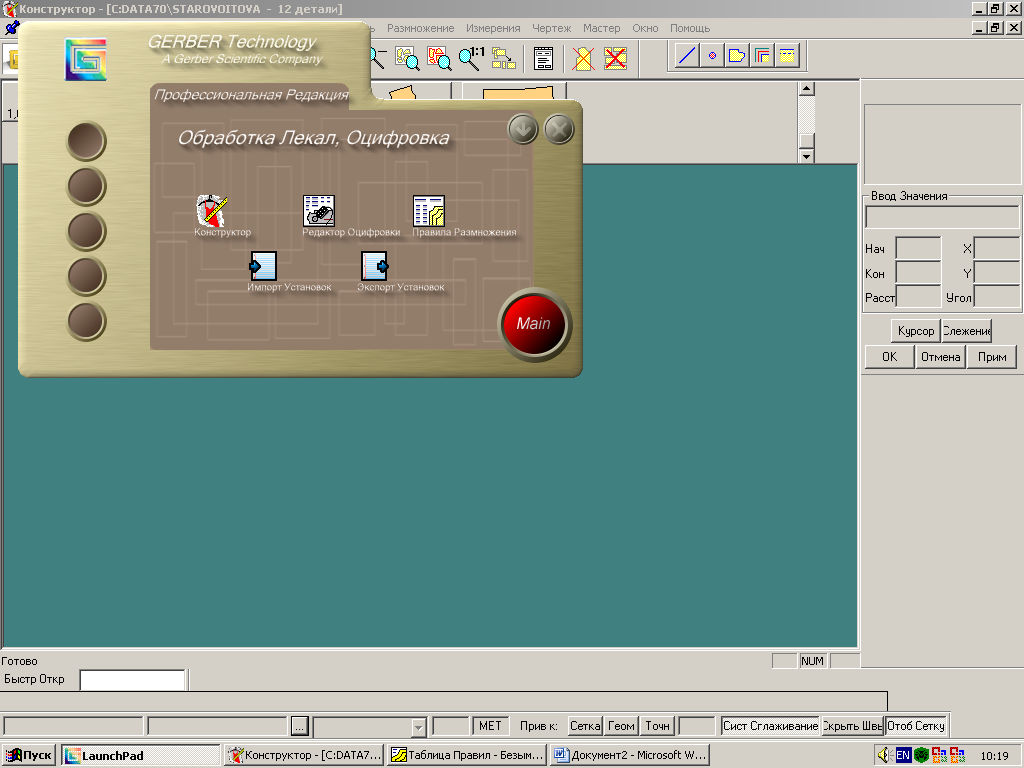
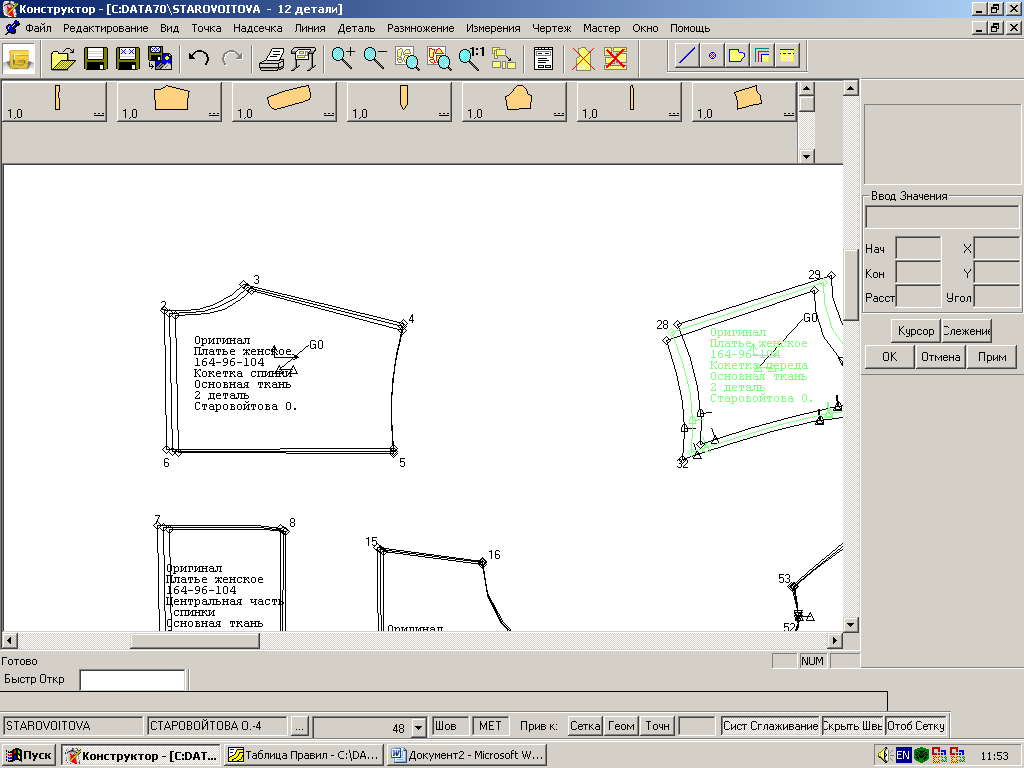

Используем функцию из меню Вид для просмотра номеров правил размножения, присвоенные точкам размножения всех деталей в рабочей области. Если эта функция включена, на каждой детали, перемещенную в рабочую область из меню Деталей, будут отображаться точки размножения.
Просмотр точек размножения на детали:
1.Меню Вид выбираем Точка, затем Правила Размножения или нажать клавиши Ctrl+J.
2.Система отобразит номера правил размножения на всех деталях в рабочей области.
3.Чтобы удалить информацию с экрана, но продолжить работу с функцией, выбираем функцию снова, или нажать правую кнопку мыши и выбрать ОК.
4.После завершения выбираем другую функцию или щелкнуть правой кнопкой мыши и выбрать Отменить.