

2.8. Подготовка деталей под сварку
При сварке решающее значение имеет чистота поверхности свариваемых кромок металла поэтому перед сваркой требуется тщательная очистка металла от консервационного покрытия, жиров , влаги и других згарязнений. Очистку свариваемых кромок на ширине 15-25 мм производится непосредственно перед сваркой металлической щеткой. Очищение стальной щеткой тщательно вытирают сухой чистой ветошью для удаление порошкообразных веществ.
2.9. Образцы для испытания на прочность
Для проведения эксперимента необходимо сварить не менее 6 образцов на каждом режиме. Образцы должны быть толщиной 3мм, длиной 350мм, и шириной 70мм, как указано на рисунке 4.

Рис.4. Образец для сварки
Для того чтобы определить какой из двух различных режимов одного и того же способа сварки обеспечивает более высокую прочность сварного шва, образцы (рис.5.) подвергаю испытаниям на прочность.
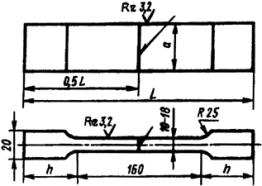
Рис.5. Образец, испытываемый на прочность.
Результаты испытания должны оцениваться в соответствии с нормативно-технической документацией на контролируемое изделие. Образец нагружают постепенно в направлении перпендикулярном к оси сварного шва вплоть до разрушения.
2.10. Выбор разрывной машины
В данной работе выбираем разрывную машину типа ИР 5145-500 (рис.6.).
Машина разрывная ИР 5145-500 с дополнительными приспособлениями предназначена для проведения испытаний металлических образцов и изделий из металла, а также других материалов в пределах технических возможностей машины. Машина может обеспечить проведение физико-механических испытаний на растяжение, сжатие, изгиб и сплющивание при нормальной температуре.

Рис.6. Машина разрывная ИР 5145-500
Машина автоматически рассчитывает следующие параметры:
Максимальная нагрузка, Н
Разрывная нагрузка, Н
Деформация при максимальной нагрузке, измеренная по перемещению активного захвата, мм
Деформация при разрывной нагрузке, измеренная по перемещению активного захвата, мм
Напряжение при максимальной нагрузке, МПа
Напряжение при разрывной нагрузке, МПа
2.11. Условия проведения эксперимента
Эксперимент необходимо проводить в условиях заводской сварочной лаборатории при температуре 20 градусов и влажностью 75%.
2.12. Планирование эксперимента
Общие режимы сварки СТ3:
Толщина металла 3 мм.
Зазор 0-1,5 мм.
Диаметр проволоки 1,2-1,4 мм.
Сила сварочного тока 150-200 А.
Напряжение сварки 23-25 В.
Скорость сварки 25-40 м/ч.
Расход газа 8-11 л/мин.
В ходе проведения эксперимента изменяем только силу сварочного тока и скорость сварки. Исходные данные к планированию эксперимента приведены в таблице 5.
Таблица 5
Параметры сварки |
Выбранные режимы сварки |
|||||
Сварочный ток, А |
150 |
160 |
170 |
180 |
190 |
200 |
Скорость сварки, м/ч |
25 |
28 |
31 |
34 |
37 |
40 |
Необходимо провести ряд опытов на каждом из заданных режимов. Получив результаты измерений прочности сварного соединения, необходимо обработать их, то есть сравнить дисперсии. Рассмотрим сравнение дисперсий по критерию Фишера (F).
Пусть
имеется две выборки с числом элементов
n1
и n2.
Будем считать, что для каждой выборки
найдена дисперсия

 и
и
 ≠
.
Для определенности будем считать, что
>
.
Выдвигается
нулевая гипотеза: различие между
дисперсиями случайно, незначительно.
≠
.
Для определенности будем считать, что
>
.
Выдвигается
нулевая гипотеза: различие между
дисперсиями случайно, незначительно.
Процедура проверки этой гипотезы.
1.Определение степени свободы.
f1=n1-1
f2=n2-1
2. Выбирается уровень значимости р и для этого уровня f1и f2 находится табличное значение критерия Фишера(Fт).
3. Определяется значение Фишера расчетное (Fp).
 .
.
Причем в числителе ставится большая дисперсия из двух.
4. Сравнивая значения Fт и Fp. На основе сравнения делается вывод, используя следующее правило:
Если Fт< Fp, то нулевая гипотеза принимается, т.е разница между и случайна.
Если Fт>Fp, то нулевая гипотеза отвергается и разница их не случайна и значима.
Если в результате такого сравнения получим Fp<Fкр, то для исследования средних используется следующая процедура:
а) определяется средневзвешенное значение дисперсий.
 ,
где
,
где

б) назначают уровень значимости р и для этого уровня значимости находят табличное значение коэффициента Стьюдента.
р→f ; t(p,f)
в)
П= t(p,f)
г) Выполняют сравнение
∆Х=|Х1-Х2| и сравнивают его с полученным параметром П.
Далее делается вывод:
Если ∆Х>П – отвергаем нулевую гипотезу.
Если ∆Х<П – принимаем нулевую гипотезу.
Если при сравнении дисперсий ситуация выглядит таким образом Fп>Fp, тогда сравнение средних выполняется, используя следующие процедуры:
а) Определение степени свободы для каждой выборки.
f1=n1-1
f2=n2-1
б) назначают уровень значимости р и для этого уровня значимости находят табличное значение коэффициента Стьюдента.
t(p1,f1) t(p2,f2)
в) Находят отношение


г)
Находят

д) Выполняют сравнение ∆Х с Т.
Делают выводы:
Если ∆Х<Т – принимаем нулевую гипотезу.
Если ∆Х>Т – отвергаем нулевую гипотезу.