

3. Электрошлаковое литье.
Сущность электрошлакового литья состоит в переплаве расходуемого электрода в водоохлаждаемой металлической форме (кристаллизаторе). При этом операция расплавления металла, его заливка и выдержка отливки в форме совмещены по месту и времени. В качестве расходуемого электрода используется прокат.
При изготовлении отливок в металлическую форму (кристаллизатор) 6 заливают предварительно расплавленный шлак 4, состоящий из фторида кальция или смеси на его основе и обладающий высоким электросопротивлением (рис.3). При пропускании электрического тока через расходуемый электрод 7, погруженный в шлаковую ванну, и затравку 1 выделяется значительное количество теплоты, за счет которой шлаковая ванна нагревается до температуры 1700 0С, что вызывает оплавление электрода. Капли расплавленного металла проходят через расплавленный шлак и образуют под ним металлическую ванну 3. Ванна расплавленного металла в водоохлаждаемой форме затвердевает последовательно, образуя плотную без усадочных дефектов (раковин и пористости) отливку 2. Внутренняя полость отливки образуется металлической вставкой 5.
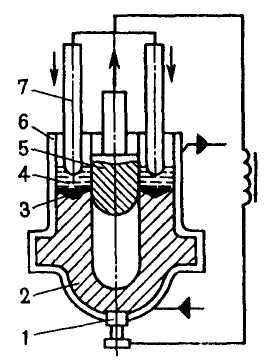
Рис. 3. Схема изготовления отливок электрошлаковым литьем
Рафинирующее действие расплавленного шлака способствует удалению кислорода, снижает содержание серы и неметаллических включений, что обусловливает получение отливок с высокими механическими и эксплуатационными свойствами.
Электрошлаковым литьем изготовляют отливки ответственного назначения массой до 300 т: корпуса клапанов и задвижек атомных и тепловых электростанций, коленчатые валы судовых дизелей, корпуса сосудов сверхвысокого давления, ротора турбогенераторов и другие.
4. Литье вакуумным всасыванием.
Этим методом получают отливки типа втулок, колец, заготовок зубчатых колес, гильз и т.д. Схема процесса приведена на рис. 4. На поверхности расплава, находящегося в металлоприемнике 3, помещают плоское кольцо из огнеупорного материала 2, на которое сверху опускается металлическая водоохлаждаемая форма - кристаллизатор 1. Внутри формы насосом создается разрежение, и расплавленный металл 4 втягивается в форму. Снимая разрежение, в форме, можно удалять из нее расплав и получать полые отливки. За счет направленной кристаллизации от поверхности к центру и подпитки затвердевающей отливки из металлоприемника удается получить плотную отливку без усадочных дефектов и газовой пористости.
Особенностью этого процесса является высокий выход годного металла, так как отсутствует необходимость в литниковой системе и прибылях.
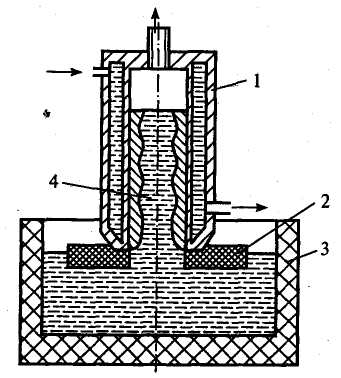
Рис.4. Литье вакуумным всасыванием
5. Другие способы литья.
5.1. Непрерывное литье.
Непрерывное литье - это способ получения протяженных отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки. В зависимости от направления вытягивания различают вертикальное и горизонтальное непрерывное литье. Вертикальное литье обычно применяется для получения слитков и труб. При производстве труб в кристаллизатор устанавливают водоохлаждаемый стержень, который формирует внутреннюю поверхность трубы.
Схема горизонтального литья приведена на рис. 5. Кристаллизатор 2, установленный в металлоприемник 1, изготавливается из меди, графита и, реже, стали. Он имеет внутреннюю полость, профиль которой соответствует поперечному сечению отливки. На выходной части кристаллизатора устанавливается рубашка водяного охлаждения 3. Слиток 6 вытягивается из кристаллизатора тянущими роликами 5 и разделяется на мерные куски с помощью пилы 7 или ломателей. Центральная часть слитка после его выхода из кристаллизатора остается жидкой, поэтому чтобы ускорить затвердевание и исключить прорыв расплава через оболочку твердого металла, устанавливается душирующее устройство 4 для охлаждения водой.
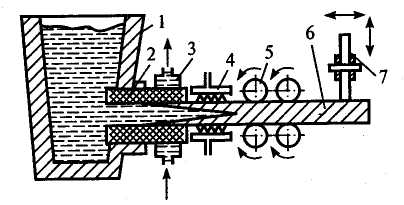
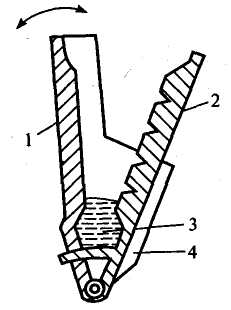
Рис. 5. Непрерывное горизонтальное литье Рис. 6. Литье выжиманием
Высокий градиент температур по сечению отливки в процессе ее затвердевания и подача расплава из металлоприемника в зону кристаллизации создают предпосылки для получения плотных отливок. Непрерывным литьем получают заготовки постоянного сечения в виде круга, полосы или более сложного профиля, как, например, направляющие станин металлорежущих станков. Недостатком этого метода литья является ограниченность номенклатуры отливок, связанная с невозможностью получения сложных по форме заготовок.