

Приспособление для закрепления заготовки
Детали при обработке на станках должны быть закреплены надежно, так чтобы их не вырвало при обработке из патрона. Для закрепления деталей применяются патроны разных конструкций, оправки, специальные приспособления.
Патроны.
Патроны применяют для закрепления сравнительно коротких деталей. Различают самоцентрирующие и несамоцентрирующие патроны. У не самоцентрирующих патронов обычно имеется четыре кулачка, каждый из которых можно перемещать независимо друг от друга для закрепления деталей несимметричной формы. У самоцентрирующих патронов имеется, как правило, три кулачка, которые сдвигаются и раздвигаются одновременно.
Универсальный трёхкулачковый самоцентрирующий токарный патрон (Рис. 3) имеет три кулачка, которые одновременно сходятся к центру или расходятся от него.
а — общий вид;
б — детали патрона;
1— коническое зубчатое колесо;
2 — кулачки;
3 — корпус;
4 — диск, с одной стороны которого спиральная нарезка, с другой — зубья.
а) б)
Рис. 3 Универсальный трехкулачковый самоцентрирующий патрон
Кулачки обеспечивают точное центрирование заготовки (совпадение оси заготовки с осью вращения шпинделя). Кулачки 2 движутся в радиальных пазах корпуса 3 патрона (рис. 1 а), В корпусе располагается диск, с одной стороны которого имеется спиральная резьба, а с другой — нарезаны зубья. Кулачки своими выступами на подошве входят в канавки спиральной резьбы. Диск 4 (рис. 1 б) приводится во вращение ключом, вводимым в гнездо одного из сопряженных с ним малых зубчатых колес 1. Кулачки патрона движутся к центру или от центра, закрепляя или освобождая заготовку. Рабочие поверхности кулачков самоцентрирующего патрона изнашиваются неравномерно, поэтому их периодически растачивают или шлифуют.
Оправки.
Оправки применяются для закрепления заготовок по отверстию. Они могут быть гладкими, цилиндрическими, коническими, цанговыми, гидропластиковыми.
Контрольно – измерительные инструменты
Измерительный инструмент - это специальные устройства, применяемые для точного определения размеров и других геометрических характеристик предметов.
Для контроля изготовления деталей, сборки и ремонта механизмов и машин используют различные измерительные средства - инструменты и приборы. К наиболее распространенным инструментам для измерения линейных величин при обработке металлов относятся измерительные металлические линейки, штангенинструменты, микрометрические инструменты. Измерительные металлические линейки применяются для грубых измерений. Они изготовляются с верхними пределами измерения до 150; 300; 500; 1000 мм. Цена деления может составлять 0,5 или 1 мм. Погрешность измерения 0,5 мм. Штангенинструменты применяются для более точных измерений. Микрометрические инструменты позволяют производить измерения с погрешностью до 0,01 мм.
Штангенциркуль
Штангенциркуль (Рис.4) - универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
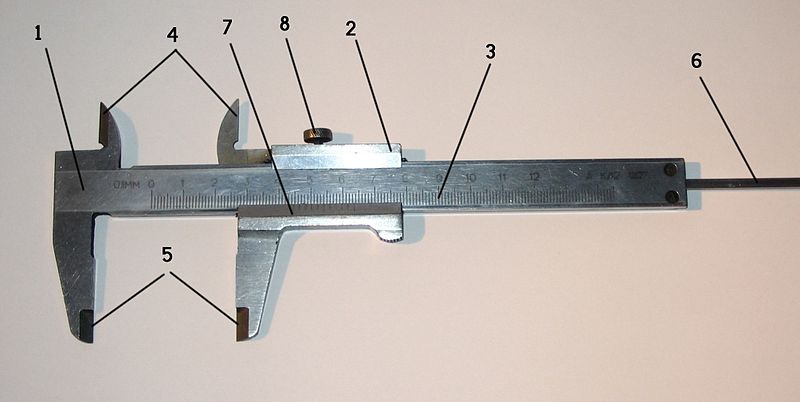
Рис. 4 Штангенциркуль
1 - штанга; 2 - подвижная рамка; 3 - шкала штанги; 4 - губки для внутренних измерений; 5 -губки для наружных измерений; 6 - линейка глубиномера; 7 - нониус; 8 - винт для зажима рамки.
2. Микрометрический глубиномер
Микрометрический глубиномер (Рис. 5) - прибор, предназначенный для измерения глубины пазов, отверстий, высоты уступов, принцип действия, которого основан на использовании микрометрической пары.
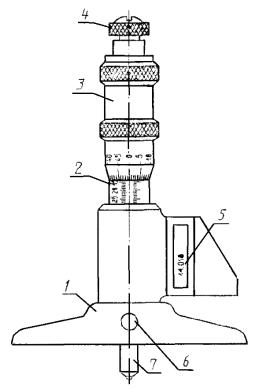
1 - основание;
2 - стебель;
3 - барабан;
4 - трещотка (фрикцион);
5 - табло цифрового устройства;
6 - стопор;
7 - измерительный стержень.
Рис. 5 Глубиномер микрометрический
РЕЖУЩИЕ ИНСТРУМЕНТЫ
Резец - режущий инструмент, предназначенный для обработки деталей различных размеров, форм, точности и материалов. Резцедержатели служат для установки и закрепления резцов. Установку резцов следует производить точно, а закрепление их достаточно жестко и быстро.
Основные резцы, необходимые для изготовления поршня: подрезной, проходной, проходной упорный, расточной, канавочный. Так же используется сверло.
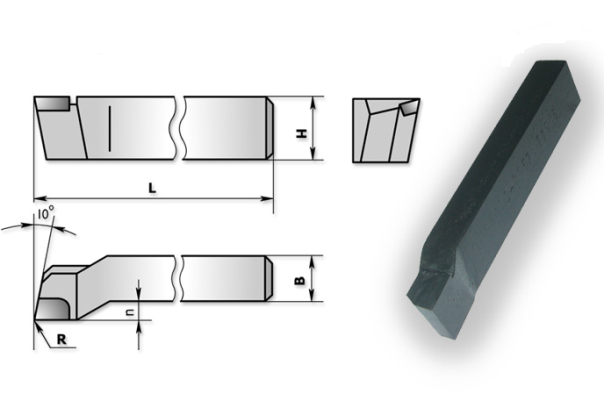
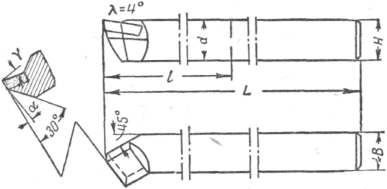
- Подрезной резец (Рис.6) служит для подрезания торцовых поверхностей изделий. Они бывают правые и левые, отогнутые и изогнутые.
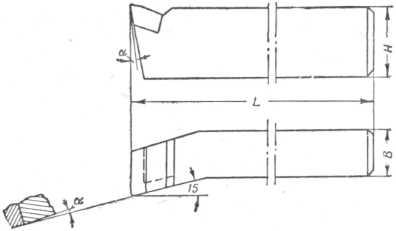

а) б)
Рис.6 а)Подрезной резец; б) Схема обработки детали подрезным резцом
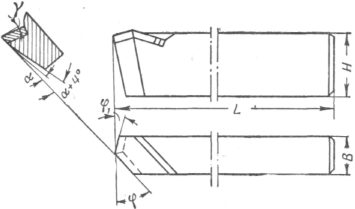
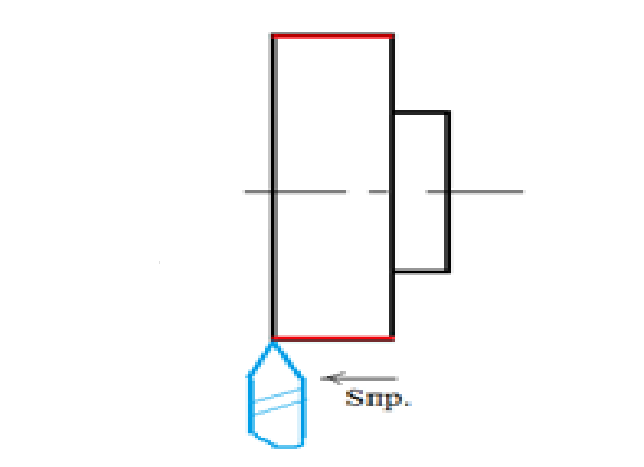
- Проходной резец служит для обработки
наружных цилиндрических поверхностей.
Могут быть прямыми и отогнутыми. Так же
проходные резцы бывают проходными (Рис.
7а) и проходными – упорными (Рис. 7б).
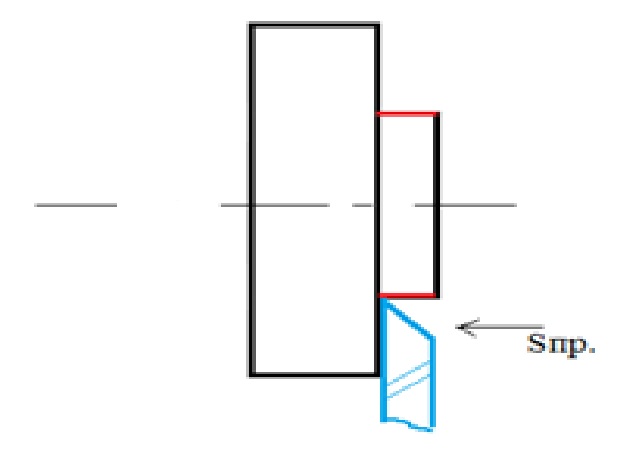
Проходные упорные резцы применяют при
обтачивании ступенчатых валиков и при
обработке жестких деталей.
Проходной резец служит для обработки
наружных цилиндрических поверхностей.
Могут быть прямыми и отогнутыми. Так же
проходные резцы бывают проходными (Рис.
7а) и проходными – упорными (Рис. 7б).
Проходные упорные резцы применяют при
обтачивании ступенчатых валиков и при
обработке жестких деталей.
а) б)
в) г)
Рис. 7 а) проходной резец; б) проходной – упорный резец; в) схема обработки детали проходным резцом; г) схема обработки детали проходным – упорным резцом
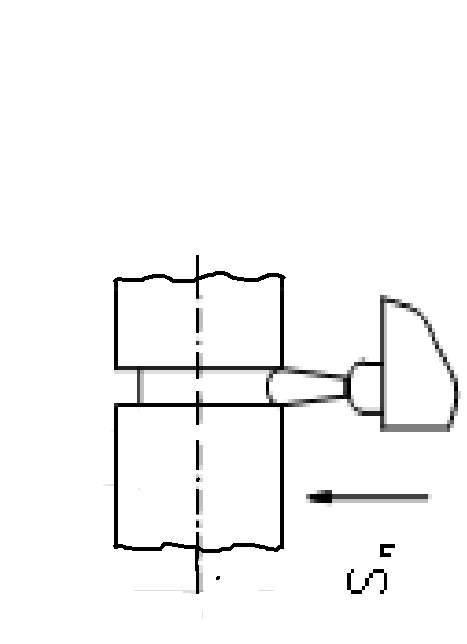
- Сверло (Рис. 8а) - предназначен для сверления отверстий.

а) б)
Рис. 8 а) Сверло; б) Схема обработки детали сверлом
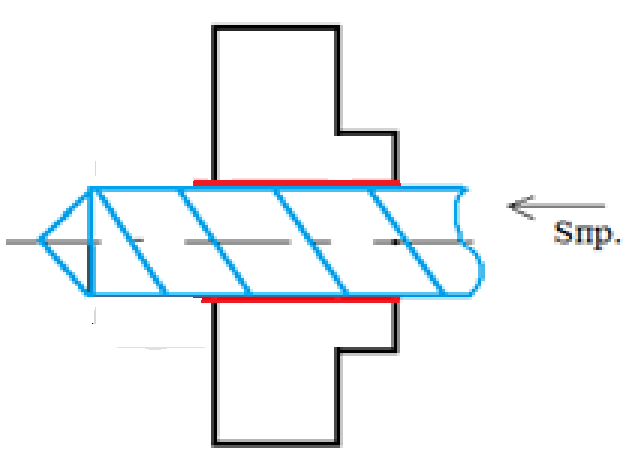
- Расточной резец (Рис. 9) служит для растачивания отверстий в деталях.
![]()
а) б) Рис. 9 а) расточной резец; б) схема обработки детали расточным резцом
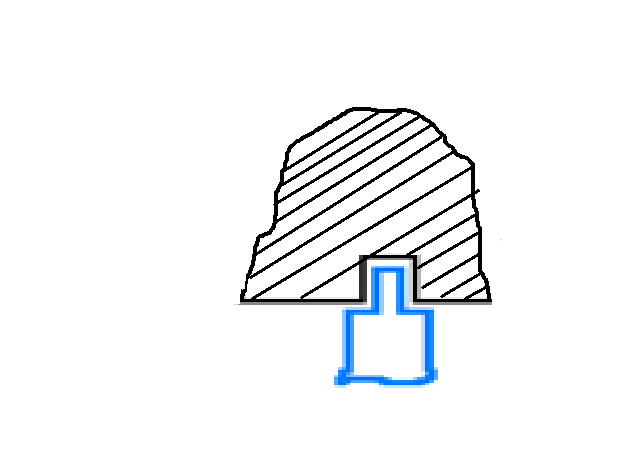
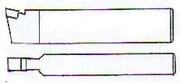
- Канавочный резец (Рис. 10) предназначен
для обработки внутренних канавок, в том
числе для канавок очень малых размеров.
Канавочный резец (Рис. 10) предназначен
для обработки внутренних канавок, в том
числе для канавок очень малых размеров.
а) б)
Рис 10 а) канавочный резец; б) схема обработки детали канавочным резцом
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. Изд. 3-е, перераб. и доп. учебник для машиностроительных техников. М., «Машиностроение», 1976. 410 С. с ил.
Базаров Б.М. основы технологии машиностроения: Учебник для вузов. М.: Машиностроение, 2005. – 736 С.: ил.
Справочник технолога – машиностроителя. В2-х т. С74 Т. 2/Под ред. А.Г. Косиловой и Р.К.Мещерякова. – 4-е изд., перераб. И доп. – М.: Машиностроение, 1985. 496 С., ил.
Чернов Н.Н. Металлорежущие станки : Учебник для техников по специальности «Обработка металлов резанием». – 4-е изд., перераб. И доп. – М.: Машиностроение, 1988, - 416с., ил.