3 Выбор способа зажима Далее рассматривается процедура выбора способа зажима наружного диаметра или внутреннего диаметра заготовки.
ВНИМАНИЕ! |
Способ зажима не может быть изменен во время вращения шпинделя. |
1. Выбор режима MDI
|
Осуществляется при нажатии на [Переключатель выбора режима MDI] из [Переключателей выбора режима]. Этот переключатель выбирается при написании простой программы на ЖК-дисплее с панелью MDI и автоматическом режиме работы станка. Этот переключатель используется при проведении испытаний. После своего выполнения эта программа удаляется. |

2. ЖК-дисплей
|
Нажмите функциональную клавишу [PROG], а затем нажмите программируемую клавишу [MDI]. |

3. Программирование на MDI
|
Подготовьте программу работы при помощи [Адресных/Цифровых клавиш]. Нажмите функциональную клавишу [EOB] в конце каждого кадра. В конце кадра будет ставиться точка с запятой (;). Выбор способа зажима осуществляется путем назначения М-функции в ходе программы. Способ зажима поверхности внешнего диаметра: M88; Способ зажима поверхности внутреннего диаметра: M89;
|
|
После написания программы следует нажать клавишу [INSERT], чтобы сохранить способ зажима. |


ПРЕДУПРЕЖДЕНИЕ |
В работе с памятью, ни в коем случае не допускается сохранение программы, в которой фигурируют и M88, и M89. Имеется опасность получения травм из-за вылета заготовки при ослаблении зажимного патрона. |
4. Исполнение программы
|
При нажатии на [Пусковой переключатель цикла] загорается индикаторная лампа и начинается выполнение программы. При автоматическом режиме работы (обращение к памяти, работа с MDI), этот переключатель служит для запуска работы в автоматическом режиме. При нажатии на этот переключатель загорается индикаторная лампа. При нажатии на этот переключатель программа может осуществить автоматическое управление. |
5. Сброс
|
При нажатии кнопки [RESET] [Пусковой переключатель цикла] гаснет. |

6. Проверка зажима/разжима кулачков патрона
|
Нажмите на [Ножной переключатель зажима/разжима кулачков зажимного патрона], чтобы проверить зажим внешнего диаметра/зажим внутреннего диаметра кулачками патрона. |
|
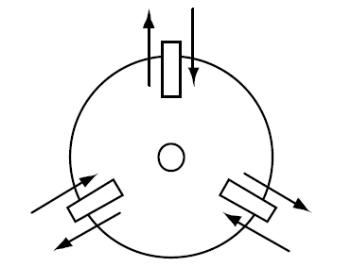
< Способ зажима поверхности внешнего диаметра > Кулачки перемещаются по направлению внутрь и загорается [Индикаторная лампа зажима патрона]. Когда кулачки перемещаются наружу, лампа гаснет. |
|
< Способ зажима поверхности внутреннего диаметра > Кулачки перемещаются по направлению наружу и загорается [Индикаторная лампа зажима патрона]. Когда кулачки перемещаются внутрь, лампа гаснет. |