

1: Если операция встречается в одной из систем, то другие системы тоже выполнят данную операцию.
Если 6 bits в K22 равно 0, даже если обработка производится стороной 1CTRL, она не влияет на сторону 2CTRL.
Если 6 bits в K22 равно 0, даже если подпрограмма вызвана стороной HEAD1, она не вызывается стороной HEAD2.
Если 6 bits в K22 равно 1, даже если программа вызвана стороной HEAD1, подпрограмма стороны HEAD2 тоже будет вызвана.
Если прерывание со стороны HEAD2 не является эффективным путем, подпрограмма выполняется в тоже время что и команда M94.
Когда используется управление группами, если встречается КРИТИЧЕСКАЯ НАГРУЗКА LOAD ABNORMAL”, возможно произвести смену инструмента на следующий и произвести переобработку.
ПРИМЕР ПРОГРАММЫ
Порядок выполнения программы
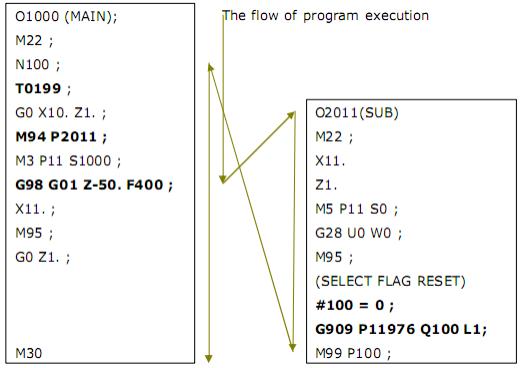
ОПИСАНИЕ
Выбор инструмента из группы номер 1
Производится резка внешнего диаметра.
Установка вызова подпрограммы O2011 при наличии КРИТИЧЕСКОЙ НАГРУЗКИ “LOAD ABNORMAL”.
Если встречается КРИТИЧЕСКАЯ НАГРУЗКА при выполнении резки внешнего диаметра будет выполнена подпрограмма O2011.
В программе O2011 отсутствует инструмент, выполняется остановка оси, возвращение к начальной точке.
Выбор флажка группы инструмента сбрасывается в G909
Имейте ввиду что если не сбросить флажок, будет выбран тот же инструмент.
P адрес G(909) определяет значение «11975+ номера группы». Выставляется значение «11975» если номер группы равен 3.
Q адрес номером макропеременной (macro-variables number). Значения макропеременной определенного здесь обязательно установлено на «0» (Например: #100=0)
L адрес является индикатором ввода\вывода и в случае L1, записывает значение макромеперменной Q адреса в P код переменного значение P адреса.
G909 P11976 Q100 L1 Флажок номера группы №1 сброшен.
Если происходит возврат к основной программе, выбирается следующий инструмент группы инструментов №1, и обработка продолжится.
ОСТОРОЖНО
Использование DNC не предполагает использования пользовательских.
Макрос прерывания не может быть использован в многократно повторяющихся циклах.
Невозможно прервать программу циклической обработки во время ее выполнения.
Прерывание возможно после завершения цикла.
В циклических операциях предусмотрены следующие функции:
Автоматический возврат в исходное положение.
Постоянный цикл
Автоматическое измерение длины инструмента
Снятие фаски / Радиус угла
Интерполирование с помощью экспоненциальной функции
Контроль направления
Цилиндрическая интерполяция, интерполяция режущей кромки.
4 GROUP MANAGEMENT УПРАВЛЕНИЕ ГРУППАМИ
Максимальное количество групп ограничено двенадцатью.
Количество групп можно задать в “SYSTEM SETTING” системного меню “SYSTEM MENU”.
4-1 TOOL SHIFT (CHANGE) СМЕНЕ ИНСТРУМЕНТА (ЗАМЕНА)
Для замены на свободный инструмент зарегистрированном в группе, заданное условие должно быть выбранное из следующих четырех пунктов.
LIFE END LE Когда используемый инструмент вырабатывает свой ресурс.
LOAD WARNING LW При возникновении статуса опасной нагрузки
LOAD ABNORMAL LA При возникновении статуса критической нагрузки
NO USE NU (НЕ ИСПОЛЬЗУЕТСЯ) Когда значение рассматривается как критическое (по данным NG) по данным замера инструмента.
Три условия задаются как начальные.
Эти условия могут быть изменены на экране “GROUP DETAILS”, каждой из групп.
NO USE (НЕ ИСПОЛЬЗУЕТСЯ) условия действует только для станков оборудованных ИЗМЕРИТИЕЛЬНЫМ МОНИТОРОМ (опция).
4-2 TOOL SEARCH MODE РЕЖИ ПОИСКА ИНСТРУМЕНТА
Для поиска инструмента для последующего использования применяются два метода поиска: прямой поиск, режим исследования.
Используемый метод определяется на экране “GROUP DETAILS”ПОДРОБНОСТИ ГРУППЫ для каждой из групп.
Исходное значение может быть найдено прямым поиском.
1. Прямой поиск.
При прямом поиске, инструмент выбирается из группы инструментов установленных под номером один.
В случае если нет в группе нет установленных инструментов или инструментов которые можно использовать, выводится сообщение о необходимость смены инструментов, сообщение или сигнал о о выработке ресурса инструментов, что позволяет своевременно информировать оператора, что требуется смена инструмента.
Последующий выбор инструмента происходит из группы установленной под номером 01 с помощью клавиши [ALLCPL].
2. RESEARCH РЕЖИМ ИССЛЕДОВАНИЯ
В режиме исследования, инструмент выбирается из группы установленной под номером один.
Если инструмент не установлен или нет инструментов, которые можно использовать, происходит дальнейший поиск подходящего инструмента в №1.
Если по прежнему нет инструмента который можно использовать, выводится сообщение о необходимость смены инструментов, сообщение или сигнал о о выработке ресурса инструментов, что позволяет своевременно информировать оператора, что требуется смена инструмента.
Последующий выбор инструмента происходит из группы установленной под номером 01 с помощью клавиши [ALLCPL].
4-3 RESET METHOD OF GROUP LIFE END МЕТОД СБРОСА ПАРАМЕТРА ОКОНЧАНИЯ РЕСУРСА ГРУППЫ
Если все инструменты группы вырабатывают свой ресурс, выводится сообщение о окончании ресурса группы.
В этом случае сбросьте параметр по следующей схеме.
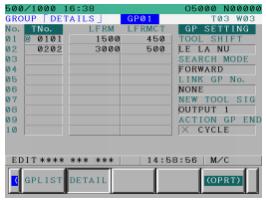
1. Выберите [GROUP] в меню MENU SOFYKEY выберете .
2. На иллюстрации представлен экран списка групп.

1. Нажмите клавишу [(OPRT)].
2. Выделите курсором группу.
3. Нажмите клавишу [ALLCPL].
3. В случае экрана подробности группы.
1. Выберете группу
(Смена номера группы производится клавеше Pg – смена страницы)
2. Нажмите клавишу [(OPRT)].
4. Нажмите клавишу [ALLCPL] .
5 FREE COUNTER СВОБОДНЫЙ СЧЕТЧИК
5-1 PRODUCT CHECK COUNTER СЧЕТЧИК ДЕТАЛЕЙ
1. PRODUCT CHECK COUNTER SETUP УСТАНОВКА СЧЕТЧИКА ДЕТАЛЕЙ
Установка производится на экране информации о работе станка “MACHINE RUN INFORMATION SCREEN” в меню “RUN MENU”,
REQUIRED(ТРЕБУЕМОЕ) Нужное значение
0 RESET(СБРОС) ALARM RESET (СБРОС СИГНАЛА)
M ACTION DON’T START (НЕ ЗАПУСКАТЬ)
(В случае если погрузчик в режиме CYCLE STOP)
Например, когда деталь проверяется каждые двадцать раз, установите расчетное значение равное 20ти.
Когда счетчик отображает 20, выводится сообщение о достижении требуемого значения и кнопка начала цикла становится неактивной до остановки станка.
Работник проверяет обработанные заготовки.
После проверки, необходимо нажать клавишу сброса сигнала.
К этому моменту кнопка начала цикла становится активной и значение счетчика сбрасывается в ноль.
Нажмите клавишу начала цикла для начала обработки следующих заготовок.