

2. Клавиши управления
(1) КЛАВИША СМЕНЫ СОХРАНЕННЫХ ЗНАЧЕНИЙ СМЕЩЕНИЯ O
![]()
[GEON] Отображает значение смещения геометрии износа.
[WEAR] Отображается значения параметра износа.
(2) EDIT SOFTKEY КЛАВИША РЕДАКТИРОВАНИЯ
![]()
[ALL->2] Выделенная курсором строка, сохраненных значений смещения координатной системы-1, копируется в память координатной системы-2.
[ COPY ] Значение отмеченное курсором копируется в буффер обмена.
[PASTE] Вставка значения из буфера обмена в позицию отмеченную курсором.
[1<-ALL] Выделенная курсором строка, сохраненных значений смещения координатной системы-2, копируется в память координатной системы-1.

[1X->2X] Значение смещения X координатной системы -1 копируется в значение Х координатной системы-2.
[1X->2Z] Значение смещения X координатной системы -1 копируется в значение Z координатной системы-2.
Устанавливается половина значения X параметра смещения.
![]()
[1Z->2X] Значение смещения Z координатной системы -1 копируется в значение X координатной системы-2.
Устанавливается половина значения Z параметра смещения.
[![]() 1Z->2Z]
Значение смещения Z
координатной системы -1 копируется в
значение Z координатной
системы-2.
1Z->2Z]
Значение смещения Z
координатной системы -1 копируется в
значение Z координатной
системы-2.
[1R->2R] Значение смещения R координатной системы -1 копируется в значение R координатной системы-2.
![]()
[1X<-2X] Значение смещения X координатной системы -2 копируется в значение Х координатной системы-1.
[1Z<-2X]Значение смещения X координатной системы -2 копируется в значение Z координатной системы-1.
Устанавливается половина значения X параметра смещения.
![]()
[1X<-2Z]Значение смещения Z координатной системы -2 копируется в значение X координатной системы-1.
Устанавливается половина значения Z параметра смещения.
[1Z<-2Z] Значение смещения Z координатной системы -2 копируется в значение Z координатной системы-1.
![]()
[1R<-2R] Значение смещения R координатной системы -2 копируется в значение R координатной системы-1.
8 IN/OUT MENU. МЕНЮ ВВОДА ВВЫВОДА
8-1 ЭКРАНА ВВОДА/ ВЫВОДА ДАННЫХ

Экран 8,4 дюйма
Экран 10,4 дюйма
ВАЖНО!
Экран может работать когда ЧПУ находится в EDIT режиме редактирования.
Кроме того, пожалуйста, установите канала ввода / вывода I/O на № 4.
(1) INPUT/OUTPUT SETTING ITEMS УСТАНОВКА ПАРМЕТРОВ ВВОДА/ВЫВОДА
I/O DEVICE
Выбор носителя “MEMORY CARD”'КАРТА ПАМЯТИ' (ATA Slot) или “PROGRAM” (ЗУ магнитная лента)
FUNCTION ФУНКЦИИ
Выбор “WRITE”ЗАПИСЬ или “READ” ЧТЕНИЕ
“ЧТЕНИЕ” не может быть выбрано в случае если устройство ввода\ввода программируется в данные момент.
DATA KIND ТИП ДАННЫХ
При ЗАПИСИ (”WRITE) на КАРТУ ПАМЯТИ (“MEMORY CARD”), можно выбрать “TOOL
SETTING- НАСТРОЙКА ИНСТРУМЕНТА”, “SYSTEM SETTING-НАСТРОЙКА СИСТЕМЫ, “CP1 CALC. & DATA” ДАННЫЕ О РАБОЧЕЙ ПРОИЗВОДИТЕЛЬНОСТИ, “CP2 CALC. & DATA”, “MACHIE RUN INFO-ИНФОРМАЦИЯ О РАБОТЕ СТАНКА ”, “LOAD MAX HIS1~2” - МАКСИМАЛЬНАЯ НАГРУЗКА, “TOOL CSV DATA”.
При выборе ЗАПИСЬ ”WRITE” в ПРОГРАММУ-PROGRAM”,происходит выбор из НАСТРОЙКИ ИНСТРУМЕНТА “TOOL SETTING” и НАСТРОЙКИ СИСТЕМЫ“SYSTEM SETTING”.
При ЧТЕНИИ ”READ” с КАРТЫ ПАМЯТИ “MEMORY CARD”, происходит выбор из НАСТРОЕК ИНСТРУМСЕНТА“TOOL
SETTING” и НАСТРОЕК СИСТЕМЫ “SYSTEM SETTING”.
FILE NAME, FILE NO., PROGRAM NO. (ИМЯ ФАЙЛА, НОМЕР ФАЙЛА, НОМЕР ПРОГРАММЫ)
При ЗАПИСИ “WRITE” на КАРТУ ПАМЯТИ “MEMORY CARD”, указывается имя файле(не более чем 8 знаков)
При ЧТЕНИИ “READ” С КАРТЫ ПАМЯТИ “MEMORY CARD”, указывается номер файла.
При ЗАПИСИ “WRITE” в ПРОГРАММУ“PROGRAM”, указывается номер программы.
(2) MEMORY CARD FILE LIST ПЕРЕЧЕНЬ ФАЙЛОВ НА КАРТЕ ПАМЯТИ
Отображается список файлов(включая номер файла, имя файла и его размер ) сохраненных на карте.
Когда ЧПУ находится в режиме редактирования, отображается сообщение,что нажата клавиша [F LIST] – [СПИСОК ФАЛОВ].
2. КЛАВИШИ УПРАВЛЕНИЯ
(1) IN/OUT SOFTKEY КЛАВИШИ ВВОДА\ВВЫВОДА
10+2 клавиши
![]()
5+2 клавиши
![]()
[F LIST] Отображается список файлов сохраненных на карте памяти(включая номер файла, имя файла и его размер ).
Список не отображается в случае если ЧПУ находится в режиме редактирования.
(2) I/O DEVICE SOFTKEY УПАРВЛЕНИЕ УСТРОЙСТВОМ ВВОДА/ВВЫВОДА
10+2 клавиши
![]()
5+2 клавиши
![]()
[M CARD] Установка карты памяти, в качестве устройства для функций ввода\вывода.
[PROG] Установка магнитной лента, в качестве устройства для функций ввода\вывода.
(3) FUNCTION SOFTKEY ФУНКЦИОНАЛЬНЫЕ КЛАВИШИ
10+2 клавиши
![]()
5+2 клавиши
![]()
[WRITE] Данные записываются на устройство ввода\вывода.
[READ] Данные считываются с устройства ввода\вывода.
(4) DATA KIND SOFTKEY КАЛВИШИ УПРАВЛЕНИЯ ТИПОМ ДАННЫХ
10+2 клавиши
![]()
5+2 клавиши
[TOOL] TOOL SETTING DATA ИНФОРМАЦИЯ О НАСТРОЙКЕ ИНСТРУМЕНТА (*.RMD)
[SYSTEM] SYSTEM SETTING DATA ДАННЫЕ О НАСТРОЙКЕ СИСТЕМЫ (*.RMS)
[CP *] CP* CALC. & DATA (*.CSV) Вычисление данных о производительности (только вывод)
[MC RUN] MACHINE RUN INFO DATA ДАННЫЕ О РАБОТЕ СТАНКА(*.CSV) (только вывод)
[REPO.1] PROGRAM COUNTER DATA OF THIS MONTH ДАННЫЕ ПРОГРАМНОГО СЧЕТЧИКА ЗА ЭТОТ МЕСЯЦ (*.CSV) (только вывод)
[REPO.2] LAST MONTH’s PROGRAM COUNTER DATA ДАНЫЕ ПРОГРАМНОГО СЧЕТЧИКА ЗА ПЕРДЫДУЩИЙ МЕСЯЦ(*.CSV) (только вывод)
[LDHIS*] LOAD MAX VALUE HISTORY ИСТОРИЯ ЗНАЧЕНИЙ МАКСИМАЛЬНОЙ НАГРУЗКИ (*.CSV) (только вывод)
[T DATA] TOOL SETTING DATA (*.CSV) (только вывод )
(5) FILE NAME SOFTKEY ИМЯ ФАЙЛА
10+2 клавиши
![]()
5+2 клавиши
![]()
[CLEAR] Очистка данных
[EXEC] Выполнение операции ввода\вывода
9 MESSAGE MENU МЕНЮ СООБЩЕНИЙ
9-1 MESSAGE [LIST] SCREEN ЭКРАН СПИСКА СООБЩЕНИЙ
1. Краткое пояснение экрана

Экран 8,4 дюйма
Экран 10,4 дюйма
2. КЛАВИШИ УПРАВЛЕНИЯ
10+2 клавиши
![]()
5+2 клавиши
![]()
[JUMP] При возникновении сообщения на дисплее отображается клавиша [JUMP ] - [ПЕРЕЙТИ]
При нажатии клавиши [JUMP], происходит переход на экран имеющий прямое отоношение к тексту сообщения.
9-2 MESSAGE [HISTORY] SCREEN ЭКРАН ИСТОРИИ СООБЩЕНИЙ
1. Краткое пояснение экрана

Экран 8,4 дюйма
Экран 10,4 дюйма
2. КЛАВИШИ УПРАВЛЕНИЯ
10+2 клавиши
![]()
5+2 клавиши
![]()
[CLEAR] Клавиша очищения истории сообщений.
10 СИСТЕМНОЕ МЕНЮ
10-1 СИСТЕМНОЕ МЕНЮ [LOAD] НАГРУЗКА
1. Краткое пояснение экрана

Экран 8,4 дюйма
Экран 8,4 дюйма
Экран 10,4 дюйма
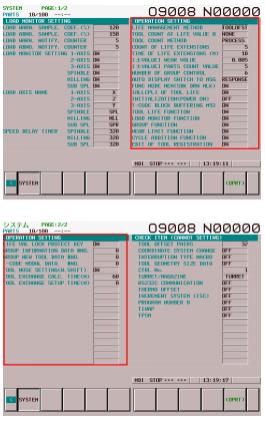
(1) LOAD WARN. SAMPLE. COEF. (%) ОПАСНАЯ НАГРУЗКА КОЭФФИЦЕНТ ВЫБОРКИ
После пробного замера(выборки), полученный коэффициент умножается на значение максимальной нагрузки, после чего устанавливается значение опасной нагрузки.
(2) LOAD ABNO. SAMPLE. COEF. (%) КРИТИЧЕСКАЯ НАГРУЗКА КОЭФФИЦЕНТ ВЫБОРКИ
После пробного замера(выборки), полученный коэффициент умножается на значение максимальной нагрузки, после чего устанавливается значение критической нагрузки.
(3) LOAD WARN. NOTIFY. COUNTER ПЕРДУПРЕЖДЕНИЕ ОБ ОПАСНОЙ НАГРУЗКИ
Устанавливаются настройки предупреждающего индикатора: сколько должно превышаться значение, чтобы быть быть определенным как опасное.
Если значения нагрузки превышается непрерывно на заданную величину, выводится сообщение об опасной нагрузке.
The notification counter, until the load value becomes warning value
exceeding the warning value, is set.
When the value exceeds the warning value continuously by the load
warning notify counter, the load warning occurs.
(4) LOAD ABNO. NOTIFY. COUNTER ПЕРДУПРЕЖДЕНИЕ О КРИТИЧЕСКОЙ НАГРУЗКЕ
Устанавливаются настройки предупреждающего индикатора: сколько должно превышаться значение, чтобы быть быть определенным как критическое.
Если значение нагрузки превышается непрерывно на заданную величину, выводится сообщение об критической нагрузке.
(5) LOAD MONITOR SETTING НАСТРОЙКА УКАЗАТЕЛЯ НАГРУЗКИ
Возможность установки применения указателя нагрузки для каждой из осей VALID (ON\ВКЛ) или INVALID (OFF/ВЫКЛ). Устанавливаемые значения варируются в зависимости от типа станка.
(6) LOAD AXIS NAME ВВОД ИМЕНИ ОСИ
Настройки имени оси (3 знака)
(7) SPEED DELAY TIMER ТАЙМЕР ЗАДЕРЖКИ СКОРОСТИ
Установка времени происходит при достижении необходимой скорости.
Обработка нагрузки после определенного времени.
По умолчанию:320msec
Это происходит в связи с тем, что значение нагрузки во время набора скорости не учитывается.
10-2 СИСТЕМНОЕ МЕНЮ [OPERATE]УПРАВЛЕНИЕ
1. Краткое пояснение экрана
Э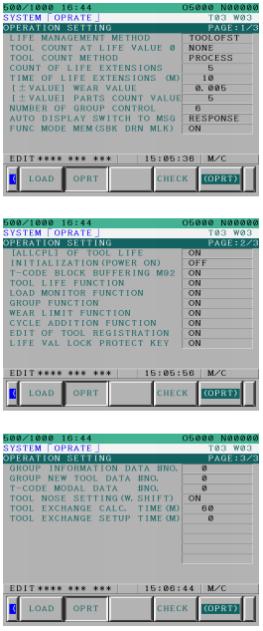 кран
8,4 дюйма
кран
8,4 дюйма
Экран 8,4 дюйма
Экран 8,4 дюйма
Экран 10,4 дюйма
Экран 10,4 дюйма
(1) LIFE MANAGEMENT METHOD МЕТОД ОПРЕДЕЛЕНИЯ СРОКА СЛУЖБА
Вне зависимости осуществляется управление с помощью инструмента и значения коррекция или управление осуществляется с помощью номера инструмента.
Инструмент не может быть установлен используя только номер инструмента.
(2) TOOL COUNT AT LIFE VALUE 0 РАБОТА СЧЕТЧИКА ПРИ ЗНАЧЕНИИ ИЗНОСА РАВНОМ НУЛЮ (0)
Функция позволяет установить осуществляет ли подсчет счетчик, если значение износа инструмента равно нулю(0)
(3) TOOL COUNT METHOD МЕТОД ПОДСЧЕТА
Устанавливается осуществляет ли подсчет счетчик каждую процедуру или команду.
(4) COUNT OF LIFE EXTENSIONS УВЕЛИЧЕНИЕ СРОКА СЛУЖБЫ
При нажатии клавиши [LIFEXT], устанавливается значение которое добавляется к ресурсу инструмента.
(5) TIME OF LIFE EXTENSIONS (M) ВРЕМЯ УВЕЛИЧЕНИЯ СРОКА СЛУЖБЫ
При нажатии клавиши[LIFEXT],устанавливаемое значение добавляется к временному ресурсу резки инструмента.
(6) [+/-VALUE] WEAR VALUE ЗАНЧЕНИЕ ИЗНОСА
При нажатии клавиш [+VALUE], [-VALUE] , значения можно увеличивать(плюс) или уменьшать(минус).
(7) [+/-VALUE] PARTS COUNT VALUE ЗАНЧЕНИЕ СЧЕТЧИКА ДЕТАЛЕЙ
При нажатии клавиш [+VALUE], [-VALUE] , значения можно увеличивать(плюс) или уменьшать(минус).
(8) NUMBER OF GROUP CONTROL УПРАВЛЕНИЕ КОЛ-ВОМ ГРУПП
Устанавливается количество управляемых групп.
(МАКСИМАЛЬНО12 групп)
(9) AUTO DISPLAY SWITCH TO MSG АВТОМАТИЧЕСКОЕ ПЕРЕКЛЮЧЕНИЕ ДИСПЛЕЯ В РЕЖИМ MSG
При отображении любое сообщение связанного с RAKURAKU MONITOR 3, можно настроить будет ли происходить принудительная смен а режима работы дисплея или нет.
(10) FUNC MODE MEM (SBK DRN MLK)
Когда счетчик устанавливается в позицию VALID (ON\ВКЛ), работа счетчика происходит по следующему сценарию:
Подсчет осуществляется: НЕ ПОКАДРОВЫЙ РЕЖИМ, НЕ ХОЛОСТОЙ ПРОГОН, БЛОКИРОВКА СТАНКА НЕ АКТИВИРОВАНА.
В случае если счетчик установлен в позицию VALID (OFF\ВЫКЛ), счетчик считает не зависимо от режима ЧПУ и настроек станка.
(11) [ALLCPL] OF TOOL LIFE (РЕСУРС ИНСТРУМЕНТА)
ВКЛ/ВКЛ клавиши [ALLCPL] инструмента управлением ресурсом на “GENERAL SCREEN” ЭКРАНЕ ГЛАВНОГО МЕНЮ.
(12) INITIALIZATION (POWER ON) ИНИЦИИРОВАНИЕ (ПИТАНИЕ ВКЛ,)
Устанавливается необходимо ли загрузить исходные данные при включении питания.
(13) T-CODE BLOCK BUFFERING M92
Осуществляется используется ли команда M92, которая установка аннулирует буферизацию.
(14) TOOL LIFE FUNCTION ФУНКЦИИ РЕСУРСА ИНСТРУМЕНТА
Установка ВКЛ. / ВЫКЛ функции ресурса инструмента.
(15) LOAD MONITOR FUNCTION ФУНКЦИЯ УКАЗАТЕЛЯ НАГРУЗКИ
Установка ВКЛ. / ВЫКЛ функции указателя нагрузки.
(16) GROUP FUNCTION ФУНКЦИИ ГРУПП
Включение и выключение функций управления группами.
(17) WEAR LIMIT FUNCTION ФУНКЦИИ ЛИМИТА РЕСУРСА
Включение и выключение функций управлением лимитом ресурса.
(18) CYCLE ADDITION FUNCTION ФУНКЦИЯ ДОБАВЛЕНИЯ ЦИКЛА
Включение и выключение функцией добавления цикла.
(19) EDIT OF TOOL REGISTRATION РЕДАКТИРОВАНИЕ УСТАНОВКОЙ ИНСТРУМЕНТОВ
Операции включения и выключения осуществляются на экране TOOL REGISTRATION SCREEN (ЭКРАН УСТАНОВКИ ИНСТРУМЕНТА)
(20) LIFE VAL LOCK PROTECT KEY
С помощью ключа защиты осуществляется настройка того блокируется ли ввод значения ресурса.
(21) GROUP INFORMATION DATA #NO. ИНФОРМАЦИЯ ПО ГРУППЕ
При добавлении нового инструмента в группы выдается номер группы, номер инструмента, значение износа для установки в макропеременную.
GROUP×1000000 + TOOL×1000 + OFFSET ГРУППА×1000000 + ИНСТРУМЕНТ×1000 + СМЕЩЕНИЕ
(22) GROUP NEW TOOL DATA #NO. ДАННЫЕ НОВОГО ИНСТРУМЕНТЫ ГРУППЫ
При добавлении нового инструмента в группы выдается номер инструмента, значение износа для установки в макропеременную.
TOOL×1000 + OFFSET ИНСТРУМЕНТ ×1000 + СМЕЩЕНИ
(23) TOOL NOSE SETTING (W.SHIFT) УСТАНОВКА РЕЖУЩЕЙ КРОМКИ ИНСТРУМЕНТА
Производится настройка, EXEC / NONE ВЫПОЛНЯТЬ/ НЕ ВЫПОЛНЯТЬ смену системы координат заготовки.
В Случае NONE (не выполнении смены координат заготовки), не могут быть использованы настройка режущей кромки инструмента, предназначенного для обработки наружного диаметра стандартным инструментом, и настройки режущей кромки для обработки внутреннего диаметра стандартным инструментом.
(24) TOOL EXCHANGE CALC. TIME (M) ВЫЧИСЛЕНИЕ ВРЕМЕНИ СМЕНЫ ИНСТРУМЕНТА
При подходе времени выработки ресурса инструмента, данная информация отображается на экране смены инструмента.
(25) TOOL EXCHANGE SETUP TIME (M) НАСТРОЙКА ВРЕМЕНИ СМЕНЫ ИНСТРУМЕНТА
При расчете времени смены, данное время добавляется и вычисляется во время цикла.
ВАЖНО!
Когда ЧПУ установлен в режим MEM, системное меню недоступно.
Ключ (клавиша) защиты обеспечивает защиту от вмешательства в системное меню.
При работе с системным меню, разблокируйте защитный ключ.
10-3 SYSTEM [CHECK] SCREEN СИСТЕМНЫЙ ЭКРАН[CHECK-ПРОВЕРКА]
На данном экране осуществляется проверка настроек. Смена настроек не доступна.
1. Краткое пояснение экрана.

Экран 8,4 дюйма
Экран 10,4 дюйма
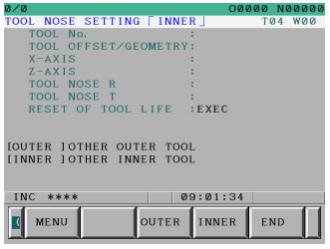
11 МЕНЮ УСТАНОВКИ НАСТРОЕК РЕЖУЩЕЙ КРОМКИ
Настройка режущей кромки осуществляется по инструкциям отображаемых на дисплее.
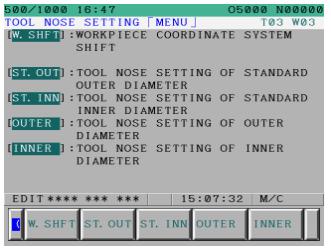
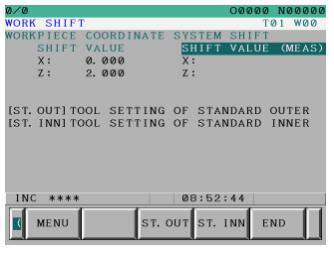
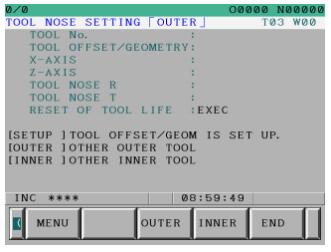
11-1 TOOL NOSE SETTING MENU SCREEN ЭКРАН МЕНЮ УСТАНОВКИ РЕЖУЩЕЙ КРОМКИ
1. Дисплей
2. КЛАВИШИ УПРАВЛЕНИЯ
10+2 клавиши
![]()
5+2 клавиши
![]()
[W.SHFT] Отображается экран смены системы координат заготовки.
[ST.OUT] Отображается экран настройки режущей кромки для стандартного внешнего диаметра.
[ST.INN] Отображается экран настройки режущей кромки для стандартного внутреннего диаметра.
[OUTER] Отображается экран настройки режущей кромки для внешнего диаметра..
[INNER] Отображается экран настройки режущей кромки для внутреннего диаметра.
11-2 WORK SHIFT SCREEN ЭКРАН СМЕНЫ ЗАГОТОВКИ
Смена координат заготовки производится согласно инструкциям выводимых на экране.
1. STANDARD OUTER DIAMETER TOOL SELECTION ВЫБОР ИНСТРУМЕНТА ДЛЯ СТАНДАРТНОГО ВНЕШЕНЕГО ДИАМЕТРА
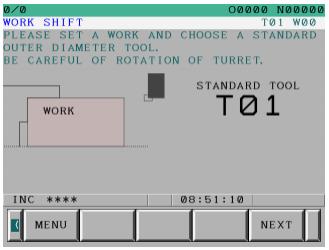
Револьверная головка поворачивается и выбирается инструмент для стандартного внешнего диаметра.
После выбора нажмите [NEXT] [ДАЛЕЕ]
2. END FACE CUTTING ОКОНЧАНИЕ РЕЗКИ ТОРЦА
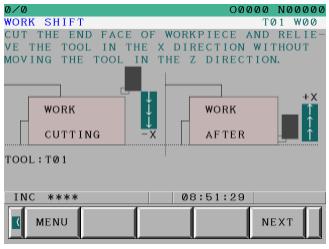
Завершена резка торца заготовки.
После резки нажмите [NEXT] [ДАЛЕЕ]
3. MEASUREMENT ЗАМЕРЫ
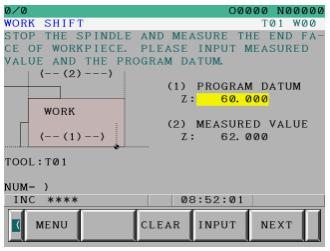
Вводятся данные заданные программой и измеряемые параметры заготовки.
После введения нажмите [NEXT] [ДАЛЕЕ].На данном этапе вычисляется значение перемещения shift value (смены координат).
4. SETUP OF WORKPIECE COORDINATE SYSTEM SHIFT УСТАНОВКА СМЕНЫ СИСТЕМЫ КООРДИНАТ ЗАГОТОВКИ
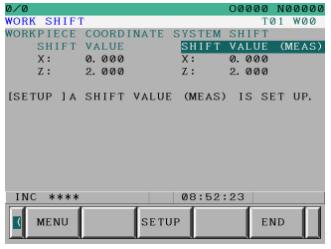
Нажмите на клавишу [SETUP][УСТАНОВКА] для смены системы координат заготовки.
5. END ЗАВЕРШЕНИЕ
Нажатие на клавишу [ST.OUT] отображает экран настройки режущей кромки инструмента для стандартного внешнего диаметра.
Нажатие на клавишу [ST.INN] отображает экран настройки режущей кромки инструмента для стандартного внутреннего диаметра.
Завершение операции происходит при нажатии клавиши [END].
11-3 TOOL NOSE SETTING OF STANDARD OUTER DIAMETER TOOL
УСТАНОВКА РЕЖУЩЕЙ КРОМКИ ИСТРУМЕНТА ДЛЯ СТАНДАРТНОГО ВНЕШНЕГО ДИАМЕТРА.
1. STANDARD OUTER DIAMETER TOOL SELECTION ВЫБОР ИНСТРУМЕНТА ДЛЯ СТАНДАРТНОГО ВНЕШНЕГО ДИАМЕТРА
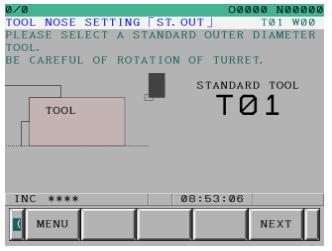
Револьверная головка поворачивается и выбирается инструмент для стандартного внешнего диаметра.
Инструмент для обработки стандартного внешнего диаметра должен выбрать инструмент в соответствии с установленными параметрами смены систем координат заготовки.
После выбора нажмите [NEXT] [ДАЛЕЕ]
2. OUTER DIAMETER CUTTING РЕЗКА ВНЕШНЕГО ДИАМЕТРА
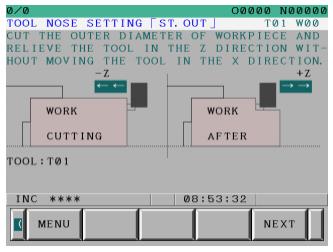
Осуществляется резка внешнего диаметра заготовки.
После резки нажмите [NEXT][ДАЛЕЕ].
3. MEASUREMENT ЗАМЕРЫ
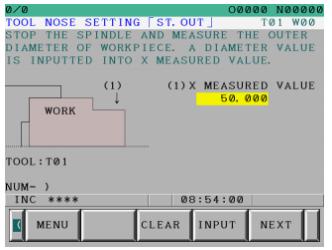
Измеряется и вводится диаметр заготовки.
После введения данных нажмите [NEXT][ДАЛЕЕ]. На данном этапе вычисляется значение оси X TOOL OFFSET / GEOMETRY СМЕЩЕНИЕ\ГЕОМЕТРИЯ ИНСТРУМЕНТА
4. SETUP OF TOOL OFFSET / GEOMETRY УСТАНОВКА СМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА
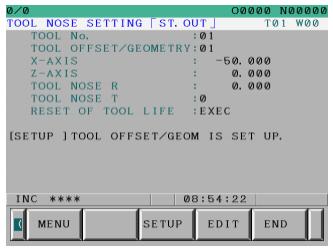
Значение оси Z установлено на 0.
При нажатии клавиши [EDIT] [РЕДАКТИРОВАНИЕ] отображается курсор и появляется возможность смены значения.
При нажатии [SETUP]устанавливается значении TOOL OFFSET /GEOMETRYСМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА
При установке "EXEC" управления сроком службы инструмента, проводится та же процедура, как и в окончании замены инструмента.
5. END ЗАВЕРШЕНИЕ
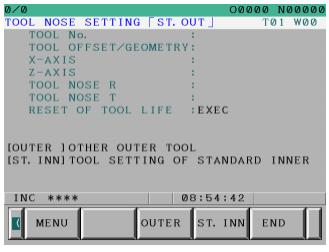
Нажатие на клавишу [OUTER] отображает экран настройки режущей кромки инструмента для внешнего диаметра.
Нажатие на клавишу [ST.INN] отображает экран настройки режущей кромки инструмента для стандартного внутреннего диаметра.
Завершение операции происходит при нажатии клавиши [END].
11-4 TOOL NOSE SETTING OF STANDARD INNER DIAMETER TOOL
УСТАНОВКА РЕЖУЩЕЙ КРОМКИ ИСТРУМЕНТА ДЛЯ СТАНДАРТНОГО ВНУТРЕННЕГО ДИАМЕТРА.
1. STANDARD INNER DIAMETER TOOL SELECTION
ВЫБОР ИНСТРУМЕНТА ДЛЯ СТАНДАРТНОГО ВНЕШНЕГО ДИАМЕТРА
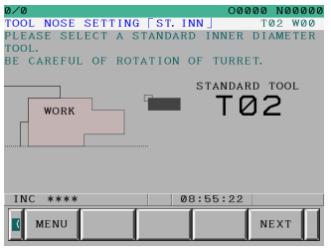
Револьверная головка поворачивается и выбирается инструмент для стандартного внутреннего диаметра.
После выбора нажмите [NEXT] [ДАЛЕЕ]
2. РЕЗКА ВНУТРЕННЕГО ДИАМЕТРА
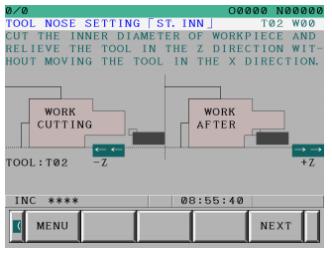
Осуществляется резка внутреннего диаметра заготовки.
После резки нажмите [NEXT][ДАЛЕЕ].
3. MEASUREMENT ЗАМЕРЫ
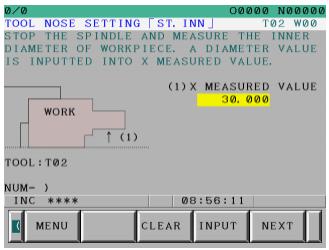
Измеряется и вводится внутренний диаметр заготовки.
После введения данных нажмите [NEXT][ДАЛЕЕ]. На данном этапе вычисляется значение оси X TOOL OFFSET / GEOMETRY СМЕЩЕНИЕ\ГЕОМЕТРИЯ ИНСТРУМЕНТА
4. TOOL NOSE SETTING OF THE Z-AXIS НАСТРОЙКА РЕЖУЩЕЙ КРОМКИ ОСИ Z
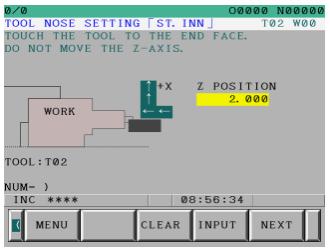
Отображается значение на основании которого определена Z позиция смещения системы координат заготовки.
Переместите инструмент к торцу.
После настройки режущей кромки нажмите [NEXT]ДАЛЕЕ. На данном этапе вычисляется значение оси Z TOOL OFFSET / GEOMETRY СМЕЩЕНИЕ\ГЕОМЕТРИЯ ИНСТРУМЕНТА.
5. SETUP OF TOOL OFFSET / GEOMETRY УСТАНОВКА СМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА
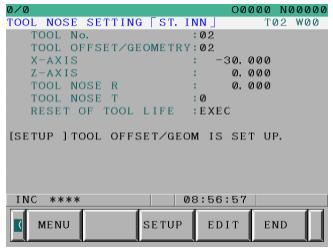
При нажатии клавиши [EDIT] [РЕДАКТИРОВАНИЕ] отображается курсор и появляется возможность смены значения.
При нажатии [SETUP]устанавливается значении TOOL OFFSET /GEOMETRYСМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА
При установке "EXEC" управления сроком службы инструмента, проводится та же процедура, как и в окончании замены инструмента.
5. END ЗАВЕРШЕНИЕ
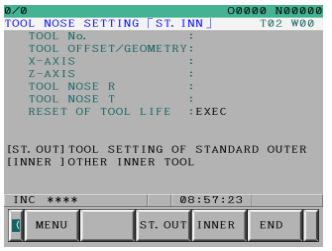
Нажатие на клавишу [ST.OUT] отображает экран настройки режущей кромки инструмента для стандартного внешнего диаметра.
Нажатие на клавишу [INNER] отображает экран настройки режущей кромки инструмента для внутреннего диаметра.
Завершение операции происходит при нажатии клавиши [END].
11-5 TOOL NOSE SETTING OF OUTER DIAMETER TOOL
УСТАНОВКА РЕЖУЩЕЙ КРОМКИ ИСТРУМЕНТА ДЛЯ ВНЕШНЕГО ДИАМЕТРА.
1. OUTER DIAMETER TOOL SELECTION ВЫБОР ИНСТРУМЕНТА ДЛЯ НЕШНЕГО ДИАМЕТРА
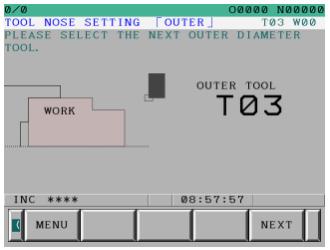
Револьверная головка поворачивается и выбирается инструмент для внешнего диаметра.
После выбора нажмите [NEXT] [ДАЛЕЕ]
2. TOOL NOSE SETTING OF THE X-AXIS НАСТРОЙКА РЕЖУЩЕЙ КРОМКИ ОСИ X
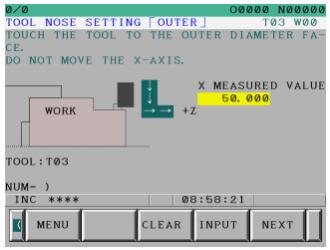
Отображается измеряемое значение настройки режущей кромки инструмента для стандартного диаметра.
Переместите инструмент к торцу внешнего диаметра.
После настройки режущей кромки нажмите [NEXT]ДАЛЕЕ. На данном этапе вычисляется значение оси-X TOOL OFFSET / GEOMETRY СМЕЩЕНИЕ\ГЕОМЕТРИЯ ИНСТРУМЕНТА.
3. TOOL NOSE SETTING OF THE Z-AXIS НАСТРОЙКА РЕЖУЩЕЙ КРОМКИ ОСИ Z
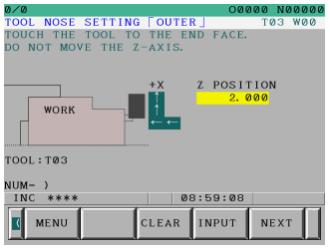
Отображается значение на основании которого определена Z позиция смещения системы координат заготовки.
Переместите инструмент к торцу.
После настройки режущей кромки нажмите [NEXT]ДАЛЕЕ. На данном этапе вычисляется значение оси-Z TOOL OFFSET / GEOMETRY СМЕЩЕНИЕ\ГЕОМЕТРИЯ ИНСТРУМЕНТА.
4. SETUP OF TOOL OFFSET / GEOMETRY УСТАНОВКА СМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА
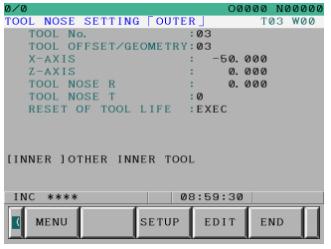
При нажатии клавиши [EDIT] [РЕДАКТИРОВАНИЕ] отображается курсор и появляется возможность смены значения.
При нажатии [SETUP]устанавливается значении TOOL OFFSET /GEOMETRYСМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА
При установке "EXEC" управления сроком службы инструмента, проводится та же процедура, как и в окончании замены инструмента.
5. END ЗАВЕРШЕНИЕ
Нажатие на клавишу [OUTER] отображает экран настройки режущей кромки инструмента для внешнего диаметра.
Нажатие на клавишу [INNER] отображает экран настройки режущей кромки инструмента для внутреннего диаметра.
Завершение операции происходит при нажатии клавиши [END].
11-6 TOOL NOSE SETTING OF INNER DIAMETER TOOL
УСТАНОВКА РЕЖУЩЕЙ КРОМКИ ИСТРУМЕНТА ДЛЯ ВНУТРЕННЕГО ДИАМЕТРА.
1. INNER DIAMETER TOOL SELECTION ВЫБОР ИНСТРУМЕНТА ДЛЯ ВНУТРЕННЕГО ДИАМЕТРА
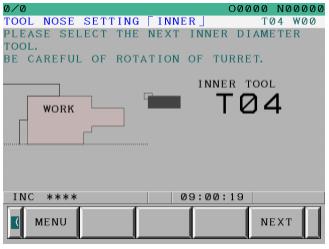
Револьверная головка поворачивается и выбирается инструмент для внутреннего диаметра.
После выбора нажмите [NEXT] [ДАЛЕЕ]
2. TOOL NOSE SETTING OF THE X-AXIS НАСТРОЙКА РЕЖУЩЕЙ КРОМКИ ОСИ X
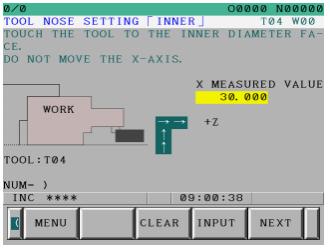
Отображается замеряемое значение настройки режущей кромки инструмента для стандартного внутреннего диаметра.
Переместите инструмент к торцу внутреннего диаметра.
После настройки режущей кромки нажмите [NEXT]ДАЛЕЕ. На данном этапе вычисляется значение оси-X TOOL OFFSET / GEOMETRY СМЕЩЕНИЕ\ГЕОМЕТРИЯ ИНСТРУМЕНТА.
3. TOOL NOSE SETTING OF THE Z-AXIS НАСТРОЙКА РЕЖУЩЕЙ КРОМКИ ОСИ Z
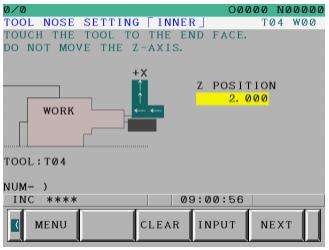
Отображается значение на основании которого определена Z позиция смещения системы координат заготовки.
Переместите инструмент к торцу.
После настройки режущей кромки нажмите [NEXT]ДАЛЕЕ. На данном этапе вычисляется значение оси Z TOOL OFFSET / GEOMETRY СМЕЩЕНИЕ\ГЕОМЕТРИЯ ИНСТРУМЕНТА.
4. SETUP OF TOOL OFFSET / GEOMETRY УСТАНОВКА СМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА

При нажатии клавиши [EDIT] [РЕДАКТИРОВАНИЕ] отображается курсор и появляется возможность смены значения.
При нажатии [SETUP]устанавливается значении TOOL OFFSET /GEOMETRYСМЕЩЕНИЯ/ГЕОМЕТРИИ ИНСТРУМЕНТА
При установке "EXEC" управления сроком службы инструмента, проводится та же процедура, как и в окончании замены инструмента.
5 END ЗАВЕРШЕНИЕ
Нажатие на клавишу [OUTER] отображает экран настройки режущей кромки инструмента для внешнего диаметра.
Нажатие на клавишу [INNER] отображает экран настройки режущей кромки инструмента для внутреннего диаметра.
Завершение операции происходит при нажатии клавиши [END].
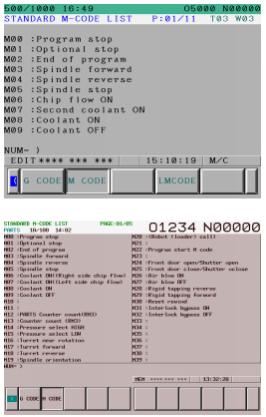
12 GM CODE MENU МЕНЮ КОДОВ G и M
12-1 G-CODE LIST SCREEN ЭКРАН СПИСКА G-кодов
На экране отображается список G-кодов
1. Краткое пояснение экрана

Экран 8,4 дюйма
Экран 10,4 дюйма
Здесь используется синий цвет (представлен внешний вид экрана).
12-2 M-CODE LIST SCREEN ЭКРАН СПИСКА М-кодов
На экране отображается список М-кодов
1. Краткое пояснение экрана
Экран 8,4 дюйма
Экран 10,4 дюйма
В АЖНО!
На данном экране отображается список только стандартных M — кодов.
Иные М-коды не отображается.
Также не возможна их дополнительная установка.
13 МЕНЮ ДИАГНОСТИКИ СТАНКА
Здесь отображается диагностические сообщения.

Экран 8,4 дюйма
Экран 10,4 дюйма
На экране отображается та же информация что и на экране FANUC.
13-3 MACHINE ALARM MESSAGE SEARCH SCREEN ЭКРАН ПОИСКА АВАРИЙНЫХ СООБЩЕНИЙ СТАНКА
Введение номера EX, приводит к отображению соответствующего EX сообщения.
1. Краткое описание экрана

Экран 8,4 дюйма
Экран 10,4 дюйма
Введение номера EX выводит соответствующую причину и меры решения аварийного сообщения EX.
З. ПРИЛОЖЕНИЕ
Ниже приводится подробное описание функций и сообщений.
СОДЕРЖАНИЕ
1 ИНСТРУМЕНТ...................................................................................................................................Z-4
1-1 УКАЗАТЕЛЬ СОСТОЯНИЯ ИНСТРУМЕНТА TOOL STATE MARK....................................................................................................................................................Z-4
1-2 СЧЕТЧИК ИНСТРУМЕНТА............................................................................................................Z-4
1-3 РЕЖУЩИЙ ИНСТРУМЕНТ И ФРЕЙЗЕРНЫЙ ИНСТРУМЕНТ.....................................................Z-6
1-4 ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ .....................................................................................................Z-6
2 ДОБАВЛЕНИЕ ЦИКЛА СМЕЩЕНИЯ................................................................................................Z-7
2-1 ПРОДОЛЖЕНИЕ ОБРАБОТКИ .....................................................................................................Z-7
3 УКАЗАТЕЛЬ НАГРУЗКИ ....................................................................................................................Z-8
3-1 ЗНАЧЕНИЕ НАГРУЗКИ...................................................................................................................Z-8
3-2 УКАЗАТЕЛЬ НАГРУЗКИ РЕЗКИ.....................................................................................................Z-8
3-3 ЗНАЧЕНИЕ ОПАСНОЙ И КРИТИЧЕСКОЙ НАГРУЗКИ ...............................................................Z-9
3-4 ВЫБОРКА ......................................................................................................................................Z-10
3-5 УКАЗЕТЛЬ НАГРУЗКИ ШПИНДЕЛЯ.............................................................................................Z-10
3-6 О ТАЙМЕРЕ ЗАДЕРЖКИ ДО ЗАДАННОЙ СКОРОСТИ ............................................................Z-10
3-7 О ПРЕРВАНЫХ МАКРО ПРОГРАММАХ (ОПЦИЯ ЧПУ).............................................................Z-11
4 УПРАВЛЕНИЕ ГРУППАМИ..............................................................................................................Z-15
4-1 СМЕНА ИНСТРУМЕНТА (CHANGE)............................................................................................Z-15
4-2 РЕЖИМ ПОИСКА ИНСТРУМЕНТА..............................................................................................Z-15
4-3 МЕТОД СБРОСА ЗАВЕРШЕНИЯ СРОКА СЛУЖБЫ ГРУППЫ..................................................Z-16
5 СВОБОДНЫЙ СЧЕТЧИК.................................................................................................................Z-18
5-1 ПРОВЕРКА ПАРАМЕТРОВ ИЗДЕЛИЯ........................................................................................Z-18
6 СООБЩЕНИЕ О РЕЖИМЕ РАБОТЫ СТАНКА...............................................................................Z-19
7 СООБЩЕНИЯ...................................................................................................................................Z-20
7-1 MESSAGES TO REQUIRE SETTING CHANGE...........................................................................Z-20
7-2 СПИСОК СООБЩЕНИЙ...............................................................................................................Z-21
7-3 SYSTEM ALARM ПЕРДУПРЕЖДЕНИЯ СИСТЕМЫ....................................................................Z-24
8 CP (ИНДЕКС РАБОЧЕЙ ПРОИЗВОДИТЕЛЬНОСТИ) ...................................................................Z-25
8-1 ФОРМУЛЫ....................................................................................................................................Z-25
8-2 ТАБЛИЦА РАБОЧЕЙ ПРОИЗВОДИТЕЛЬНОСТИ .....................................................................Z-27
8-3 ВЫВОД РЕЗУЛЬТАТОВ ЗАМЕРА CP.........................................................................................Z-27
9 КАРТА ПАМЯТИ..............................................................................................................................Z-28
9-1 ТИПЫ КАРТ ПАМЯТИ.................................................................................................................Z-28
9-2 УСТАНОВКА ЧПУ ПРИ ИСПОЛЬЗОВАНИИ КАРТЫ ПАМЯТИ TO SET NC WHEN MEMORY CARD IS USED...................................................................................................................................................Z-28
10 MANUAL GUIDE i SETUP GUIDANCE FUNCTION .....................................................................Z-29
10-1 Подпрограмма устанавливающая инструмент в режим "NO USE"-НЕ ИСПОЛЬЗУЕТСЯ...Z-29
10-2 ПРИМЕР ПРОГРАММЫ ИЗМЕРЕНИЯ ИНСТРУМЕНТА.....Z-30
11 О СПЕЦИФИКАЦИИ УСТРОЙСТВА ПОДАЧИ ПРУТКОВОГО МАТЕРИАЛА (M30).................Z-33
11-1 УСТАНОВКА МЕТОДА ПОДСЧЕТА ИНСТРУМЕНТА “PROCESS”..........................................Z-33
11-2 УСТАНОВКА "G916 ;" ПЕРЕД M30....................................................Z-33
11-3 ДЕЙСТВИЕ СТАНКА В РЕЖИМЕ " DON’T CYCLE"..........................................Z-33
11-4 M30 ПРИМЕР ПРОГРАММЫ..........................Z-33
12 ABOUT BAR FEEDER SPECIFICATION (M99).....................................................Z-34
12-1 УСТАНОВКА МЕТОД СЧЕТЧИКА ИНСТРУМЕНТА В РЕЖИМ “PROCESS”.....Z-34
12-2 ДОБАВЛЕНИЕ "G916 ;" ПЕРЕД M99....................................................Z-34
12-3 УСТАНОВКА РЕЖИМА СТАНКА В РЕЖИМ "BDT / OFF"...............................................Z-34
12-4 OPTIONAL BLOCK SKIP OF AN OPERATION BOARD IS INVALIDATED. .........Z-34
12-5 M99 ПРИМЕР ПРОГРАММЫ.......................................................................Z-35
13 О ШПИНДЕЛЕ.......................................................................Z-36
13-1 О ФРЕЙЗЕРНОМ ИНСТРУМЕНТЕ..........................................................................Z-36
13-2 ОБ ОХЛАЖДЕНИИ ИНСТРУМЕНТА.........................................................................Z-36
13-3 О ВЫБОРЕ СЛЕДУЮЩЕГО ИНСТРУМЕНТА И СМЕЩЕНИИ..............Z-36
14 FAQ (Часто задаваемые вопросы...........................................Z-37
1 TOOL ИНСТРУМЕНТ
1-1 TOOL STATE MARK УКАЗАТЕЛЬ СОСТОЯНИЯ ИНСТРУМЕНТА
Указатель состояния инструмента отображается слева от номера инструмента следующим образом:
УКАЗАТЕЛЬ СООБЩЕНИЕ ПРИОРИТЕТ
! (Светится) Wear limit Лимит износа от низкого
% (Мерцает) Load warning-Опаснасная нагрузка
% (Светится) Load abnormal Критическая нагрузка
* (Мерцает) Tool change forecast Прогноз смены инструмента
* (Светится) Tool life end Конец ресурса инструмента
# (Светится) Не используется к высокому
1-2 TOOL COUNT СЧЕТЧИК ИНСТРУМЕНТА
В РЕВОЛЬВЕРНОЙ ГОЛОВКЕ , счетчик инструмента осуществляет подсчет при указании номера инструмента (T код).
В МАГАЗИННОМ УСТРОЙСТВЕ, счетчик инструмента осуществляет подсчет при указании команды M6 (Смена инструмента).
1. COUNT METHOD МЕТОД ПОДСЧЕТА
Существуют два метода подсчета.
Метод подсчета устанавливается в “SYSTEM SETTING” МЕНЮ СИСТЕМНЫХ НАСТРОЕК, СИСТЕМНОГО МЕНЮ
(1) PROCESS ПРОЦЕСС
Счетчик при осуществление подсчета использует частоту использовании инструмента в пределах 1 процесса начиная от начального цикла программы обработки до ее окончания по командам M02 или M30.
(Добавляется только 1 значение к частоте использовании инструмента)
Счетчик отображает 1 даже если тот же самый инструмент получает команду несколько раз в рамках одного процесса.
Это начальное значение.
(2) ORDER КОМАНДА
Подсчет осуществляется если используется номер инструмента в рамках выполнения программы.
Счетчик добавляется к каждой команде.
Данный режим эффективен в случае, когда программа возвращается в начало по достижении ее конца и выполняется циклически.
2. FUNCTION MODE OF TOOL COUNT ФУНКЦИОНАЛЬНЫЙ РЕЖИМ СЧЕТЧИКА ИНСТРУМЕНТА
Существуют два функциональных режима счетчика инструмента.
Метод подсчета устанавливается в “SYSTEM SETTING” МЕНЮ СИСТЕМНЫХ НАСТРОЕК, “SYSTEM MENU СИСТЕМНОГО МЕНЮ .
(1) FUNCTION MODE “ON” ФУНКЦИОНАЛЬНЫЙ РЕЖИМ ВКЛ.
Счетчик инструмента не осуществляет подсчет частоты использования инструмента в режиме одного кадра, холостого прогона, блокировки (machine lock)/
(2) FUNCTION MODE “OFF” ФУНКЦИОНАЛЬНЫЙ РЕЖИМ ВSКЛ.
Подсчет ведется всегда.
3. TOOL COUNT AT TOOL LIFE VALUE 0 СЧЕТЧИК ИНСТРУМЕНТА ПРИ ЗНАЧЕНИИ ИЗНОСА 0
Происходит установка того, подсчитывает ли счетчик или нет если значения износа установлено на 0.
Установка производится в “SYSTEM SETTING” МЕНЮ СИСТЕМНЫХ НАСТРОЕК, “SYSTEM MENU СИСТЕМНОГО МЕНЮ .
(1) COUNT ПОДСЧИТЫВАТ
Подсчет ведется даже при значении срока службы инструмента равном нулю(0).
Хотя в этом случае данные используемые для управления параметром срока служба инструменты не валидны.
Это все что подсчитывает счетчик.
(2) NONE НЕТ
Подсчет не осуществляется при значении срока службы инструмента равном нулю (0).
1-3 CUTTING TOOL AND MILLING TOOL
РЕЖУЩИЙ ИНСТРУМЕНТ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ
Определение типа инструмента: режущего или фрезерного осуществляется по типу пиктограммы, он же используется для блокировки.
Инструмент не может быть повернут при установки режущего инструмента.
РЕЖУЩИЙ ИНСТРУМЕНТ
[GENERLОБЩЕЕ][THREAD РЕЗБА][GROOVE КАНАВКА][BUTTON ][STRAITПРЯМОЙ ][VRSTIL]
ФРЕЙЗЕРНЫЙ ИНСТРУМЕНТ
[DRILL СВЕРЛЕНИЕ [CHAMFR ФАСКА] [F END][B END][TAP][REAMER РАЗВЕРТКА][BORING РАСТОЧКА][FACE ТОРЕЦ]
Если не произведена установка выставляется «режущий инструмент».
Произведите смену настроек при замене фрезерного инструмента на режущий инструмент.
ВАЖНО!
В зависимости от модели блокировка может не использоваться.
1-4 THROUGH COOLANT СОЖ
Только при исправном инструмента (effective tool) происходит эффективная подача СОЖ с резца в зону контакта. Подача СОЖ
ВАЖНО!
В зависимости от модели блокировка может не использоваться.
2 CYCLIC OFFSET ADDTION ДОБАВЛЕНИЕ ЦИКЛА СМЕЩЕНИЯ
Функция добавления циклического смещения может быть использована при непрерывной обработке.
Как правило при добавлении значения смещения, оно добавляется к значениям смещения для обоих систем координат.
Когда система координат определена, значение добавляется к указанной системе координат.
2-1 CONTINUATION PROCESSING НЕПРЕРЫВНАЯ ОБРАБОТКА
При использовании функции циклического смещения в процессе непрерывной обработки, устанавливается, что инструмент может быть использован любое количество раз, при любом значении износа режущей кромки.
1. ПРИМЕР НАСТРОЙКИ
Резка с помощью инструмента T0101.
При 20ти кратной резке инструментом, когда режущая кромка достигает износа 0,001mm по оси Х и износа 0,001mm по Z оси , циклическое смещение добавляется следующим образом.
CYCLE ADDITION SCREEN - ЭКРАН ДОБАВЛЕНИЯ ЦИКЛИЧЕСКОГО СМЕЩЕНИЯ
CYCLE - ЦИКЛЫ 20
COUNT СЧЕТЧИК 0
X WEAR ADDITION — ВНЕСЕНИЕ ИЗНОСА ПО ОСИ Х -0.001
Z WEAR ADDITION ВНЕСЕНИЕ ИЗНОСА ПО ОСИ Z -0.001
ADD NUMBER OF TIMES КОЛ-ВО ДОБАВЛЕННЫХ РАЗ 0
ADDITION LIMIT ЛИМИТ ДОБАВЛЕНИЯ 0
Как показано выше, значение 0.001 добавляется к значению компенсации износа по осям X и Z раз в двадцать раз.
При использования инструмента в кол-ве 110 раз, значение смещения добавляется 5 раз.
Для ограничения количества добавляемых значений смещения до 3 раз, установите лимит равный трем.
При 60ти кратной обработке и введении третьего значения смещения, будет выведено сообщение о достижении предела вводимых смещений.
После чего счетчик останавливается и значение смещения не вводится.
3 LOAD MONITOR УКАЗАТЕЛЬ НАГРУЗКИ
Работа указателя нагрузки RAKURAKU MONITOR 3 производится в PMC
3-1 LOAD VALUE ЗНАЧЕНИЕ НАГРУЗКИ Значение нагрузки определяет величину крутящего момента 0-255 (%)
Несмотря на то, что значение нагрузки отображается все время, расчет параметра происходит только во время резки.
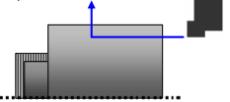
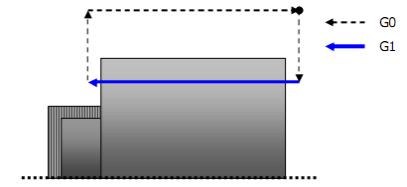
3-2 CUTTING LOAD MONITOR УКАЗАТЕЛЬ НАГРУЗКИ РЕЗАНИЯ
1. MECHANISM OF CUTTING LOAD MONITOR МЕХНИЗМ УКАЗАТЕЛЯ НАГРУЗКИ РЕЗАНИЯ
(1) Схема резки
Точка старта
(2) Временная диаграмма
Точка старта
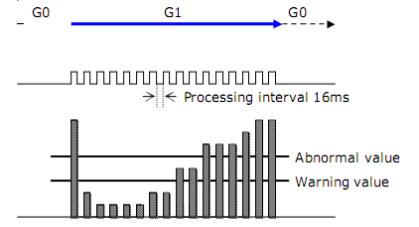
Резка
Интервал резки 16 ms
Указатель нагрузки
AV – критическая нагрузка
WA – опасная нагрузка
(3) Пояснение
Мониторинг нагрузки резания осуществляется при указании команды рабочая подача ((All
cutting feed)
Нагрузка резании определяется только при резке даже если производятся следующие операции:
работа с внешним диаметром, внутренним диаметром, цикл вращения и нарезки резьбы.
Если установлена G0 – ускоренная подача, нагрузка не замеряется.
Если значение нагрухки превышает значение опасной нагрузки непрерывно то выводится сообщения LOAD WARN (ОПАСН, НАГРУЗКА), NOTIFY. COUNTER (ИНДИКАТОР ПЕРДУПРЕЖДЕНИЯ) и LOAD WARNING (ОПАСНАЯ НАГРУЗКА)
Пример
Когда индикатор нагрузки превышает значение замеряемой нагрузка на 5, несмотря на то что значение превышает значения опасной и критической нагрузок, предупреждение не выводится если превышение носит однократный характер.
Счетчик указателя нагрузки сбрасывается.
Поскольку указанное выше значение превышает значения опасной и критических нагрузок, счетчик учитывает показания индикатора предупреждения. Since the above point exceeds the warning value and point abnormal value, the counter counts the load notification counter.
Если указанное выше значение превышает критическое значение пять раз подряд, выводится сообщение и сигнал о критической нагрузке.
3-3 LOAD WARNING VALUE AND ABNORMAL VALUE ЗНАЧЕНИЕ ОПАСНОЙ И КРИТИЧЕСКИХ НАГРУЗОК
Значение опасных и критических нагрузок отличаются в зависимости от типа инструмента и условий резки.
Указатель нагрузки RAKURAKU MONITOR 3 определяет будет ли превышено значение замеряемая нагрузка значения опасной и критических нагрузок.
Если режущая кромка не достигла критических значений с предупреждением, плавно увеличивайте значения опасной и критической нагрузки.
В итоге значение полученные непосредственное перед сменой инструмента становятся опасными и критическими значениями и сосуществуют типу обработки и инструменту.
Следовательно, когда меняется инструмент при сохранении режима обработки, нет необходимости менять значения опасной и критических нагрузок.
При проведении замера выборки (sample) при смене инструмента, обращайте внимание на то, что значения опасной и критической нагрузки изменены.
При возникновении опасной нагрузки, выводится соответствующее сообщение.
При возникновении критической нагрузки, выводится сообщение и сигнал на индикаторе работы станка.
3-4 SAMPLING ВЫБОРКА
В случае выборки значение средней нагрузки резки инструмента вычисляется автоматически и устанавливается как значение опасной нагрузки и критической нагрузки после умножения на коэффициент опасной нагрузки и коэффициент критической нагрузки(%)установленные как значения максимальной нагрузке на экране «LOAD SETTING».
При маленьком коэффициенте выборки, после замеров предупреждающее сообщение о критической нагрузки может быть выведено незамедлительно.
Не всегда значение опасной нагрузки и критической нагрузки полученные выборкой всегда точны.
Они зависят от используемого инструмента и условий резания.
Рекомендуем найти значения опасной нагрузки, критической нагрузки «коэффицент выборки» sapling factor для каждого инструмента.
При проведении пробных замеров (sampling measuring), обратите внимание на то что опасные и критические состояния не обрабатываются. I
Выборка не производится в режиме отдельного кадра, холостого прогона и при блокированном суппорте ( machine lock)
3-5 LOAD MONITOR OF SPINDLE УКАЗАТЕЛЬ НАГРУЗКИ ШПИНДЕЛЯ
По причине того, что происходит постоянный контроль окружной скорости, а скорость шпинделя увеличивается во время резки, значение нагрузки может внезапно увеличиваться или уменьшаться.
Поэтому определение нагрузки на шпиндель достаточно сложно определить.
В случае постоянного контроля окружной скорости,осуществляйте контроль нагрузки на осях (Х Z), путем сброса на ноль значений опасной нагрузки и критической нагрузки шпинделя.(INVALID)
3-6 ABOUT SPEED ATTAINMENT DELAY TIMER О ТАЙМЕРЕ ЗАДЕРЖКИ СКОРОСТИ
Указатель нагрузки нагрузки на ось-Х, ось-Z и шпиндель начинает работу после получения сигнала таймера достижения заданной скорости шпинделем.
Установить время можно на второй странице экрана установок нагрузки, в системном меню.
Это применяется поскольку данные нагрузки во время набора скорости не учитываются.
По умолчанию: 320msec
3-7 О ПРЕРВАНЫХ МАКРО ПРОГРАММАХ (ОПЦИЯ ЧПУ)
Это функция которая позволяет обращаться к другим программа, во время выполнении запущенной программы (необходима опция FANUC NC ).
Для получение подробной информации о данной функции обратитесь к инструкции по FANUC.
Когда вы используете данную функцию RAKURAKU MONITOR 3, установите следующие параметры ЧПУ:
P6003 = 11110010 (Bit type)
P6033 = 94 ( M код который активирует функцию)
P6034 = 95 (M код который отменяет функцию)
Установите 2CTRL (HEAD2) по той же схеме.
“ACTION AT LOAD ABNORMAL”ДЕЙСТВИЕ ПРИ КРИТИЧЕСКОЙ НАГРУЗКЕ установите в режим «MACRO», на экране установка данных нагрузки в RAKURAKU MONITOR 3
Когда фиксируется значение “LOAD ABNORMAL“ КРИТИЧЕСКАЯ НАГРУЗКА, можно использовать другие программы с помощью макрокоманд прерывания.
.
Станок может быть остановлен после окончании обработки в безопасной позиции ожидания.
Вы должны использовать подходящую программу для резания или инструмента.
Создаются подпрограммы, такие как резка внешнего диаметра, внутреннего диаметра, сверление.
Вызов макрокоманд данного типа производится в основной программе следующим образом.
Когда вы используете данную команду настройте ЧПЦ как показано ниже.
M94 POOOO ; M код который активирует функцию
M95 ; М код который отменяет функцию
POOOO — номер прерывающий программы
Использования прерывающих макросов может быть осуществлено, только во время выполнения программы.
Условия выполнения
Выбрана работа с памятью
Горит лампа запуска
Условия при которых макрокоманда не используется
Кода зафиксировано значение “LOAD ABNORMAL”«КРИТИЧЕСКАЯ НАГРУЗКА»
Из подпрограммы которая прерывается, дается команда M99 для возвращении к главной программе.
Более того, также может быть указан порядковый номер в программе, которая возвращается по адресу P.
ПРИМЕР ПРОГРАММЫ
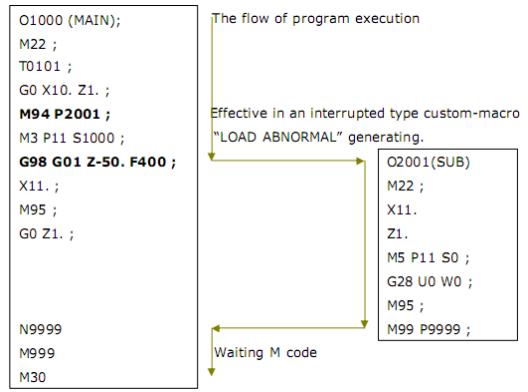 Порядок
выполнения программы
Порядок
выполнения программы
Успешное начало работы макроса прерывания, генерируется сообщение
«КРИТИЧЕСКАЯ НАГРУЗКА»
Ожидание М кода
ОПИСАНИЕ
Основная программа выбирает инструмент номер 1, и производит резку внешнего диаметра.
Подтверждение вызова макрокоманды прерывания.
Устанавливается выполнение подпрограмму O2001 после образования КРИТИЧЕСКОЙ НАГРУЗКИ “LOAD ABNORMAL”
Если встречается КРИТИЧЕСКАЯ НАГРУЗКА при выполнении резки внешнего диаметра будет выполнена подпрограмма O2001.
В программе O2001 отсутствует инструмент, выполняется остановка оси, возвращение к начальной точке. После чего происходит возврат к N9999 главной программы.
В случае со множественными системами, в M999 (М код ожидания), происходит синхронизация и окончание.
НАСТРОЙКА РАБОТЫ ДЛЯ МНОЖЕСТВЕННЫХ СИСТЕМ (ПАРМЕТР PMC )
K22 6Bit 0: Операция производится в каждой из систем.