

Електропривод швейних машин
Протягом багатьох десятиліть в швейних машинах широко застосовувалися механічні приводи. Останнім часом електроприводи повністю витиснули ручний і ножний привод.

Фрикційний привод (індивідуальний) служить для вмикання, вимикання машини і зміни швидкості головного валу машини. Індивідуальні електроприводи випускаються в декількох варіантах: частіше всього з електродвигунами потужністю 0,37 і 0,25 кВт, відповідно з частотою обертання валу електродвигуна 2900 і 1420 хв-1.
Електропривод забезпечує досягнення максимальної (проектної) швидкості головного валу при посиленому натисканні на педаль. Проміжні швидкості підбираються шляхом зміни зусилля натискання носком ноги на ножну педаль керування і гальмування рукою приводного шківа головки машини.
При виконанні ломаних строчок з гострими і тупими кутами, необхідно, щоб голка знаходилася в нижньому положенні, так як відносно неї виконується поворот виробу. Приведення голки в нижнє положення, а також виконання ряду інших основних і допоміжних прийомів (зупинка машини з голкою вгорі, обрізання ниток та ін.) здійснюється вручну.
Головки швейних машин з фрикційним приводом не забезпечують автоматичного виконання жодного прийому.
Електропривод в промислових машинах як правило встановлюється під кришкою промислового стола, а в побутових швейних машинах праворуч на головці машини.
І

Мал. 50
Електродвигун 1 за допомогою спеціальної підвіски прикріплюється знизу до промислового столу. Будова підвіски дає можливість регулювати положення електродвигуна і фрикційної муфти по висоті для зміни натягу клиновидного паса. З правої сторони до фланцу 20 електродвигуна 1 болтами прикріплений корпус 17. На валу електродвигуна жорстко закріплена холоста півмуфта 2, яка представляє чавунний диск. На супровідному валу 7 за допомогою штифта 6 закріплена робоча півмуфта 3. Зліва і справа на робочій півмуфті закріплені фрикційні прокладки 4, які мають високий коефіцієнт тертя. Супровідний вал 7 обертається в двох шарикопідшипниках 8 і 10, запресованих в коливальну втулку 9, яка може переміщуватись вздовж вісі корпуса 17. На правому кінці супровідного валу 7 жорстко кріпиться шків 11, на нього і на махове колесо швейної машини вдягнутий клиновидний пас. Для виконання вимог техніки безпеки шків 11 закритий кожухом 13, який закріплений на стійці 12. Стійка за допомогою шурупа прикріплена знизу до кришки промислового столу. Через овальні прорізі корпуса 17 в отвір коливальної втулки 9 вставлені пальці 19, закріплені у вилці підойми 18 вмикання муфти. Підойма знаходиться під дією пружини 16, яка намагається повернути його за годинниковою стрілкою і здійснити вимикання муфти. Підойма 18 за допомогою тяги з’єднана з педаллю машини. При вимиканні електродвигуна під дією пружини 16 права фрикційна прокладка 4 притискається до гальмувальної колодки 5. Електродвигун 1 під’єднаний до мережі трьохфазного змінного струму через контакти коробки виводів 21. Для виконання вимог техніки безпеки електродвигун 1 повинен бути заземлений через спеціальну клему.
При вмиканні електродвигуна 1 обертання отримує холоста півмуфта 2. При натисканні на педаль підойма 18 повертається проти годинникової стрілки і її пальці 19 переміщують коливальну втулку 9, вал 7 і шків 11 вліво. Ліва фрикційна прокладка 4 щеплюється з торцем холостої півмуфти 2, і обертання передається від робочої півмуфти 3 і валу 7 шківу 11, тобто обертання отримує головний вал машини. При послабленні натискання на педаль під дією пружини 16 робоча півмуфта 3 переміщується на невелику величину вправо, між торцем холостої півмуфти 2 і лівої фрикційної прокладки 4 виникає проковзування , відповідно супровідний вал 7 і шків 11 обертаються з меншою частотою. Коли працюючий знімає ногу з педалі, пружина 16 повертає підойму 18 за годинниковою стрілкою і супровідний вал разом з робочою півмуфтою 3 переміщується вправо. Фрикційна прокладка 4 стикається з гальмувальною колодкою 5, і обертання гальмується.
Сила притискання правої фрикційної прокладки 4 до гальмувальної колодки 5 регулюється зміною тиску пружини 16 шляхом повороту гайки 14 на гвинту 15.
У фрикційній муфті слід змазувати шарикопідшипники 8 і 10, місце спряження ковзальної втулки 9 з корпусом 17, пальці 19 в місці їх спряження з отворами ковзальної втулки 9. Масло між півмуфтами і тормозною колодкою 5 вводити не можна , так як фрикційні прокладки втратять свої властивості і масло буде пригоряти, видаючи різкий запах.
У швейному виробництві поряд з індивідуальними (фрикційними) приводами застосовуються автоматизовані приводи. Вони дають можливість відключати машину при нижньому або верхньому крайньому положенні голки, а в останньому випадку додатково здійснювати обрізання ниток і переміщення лапки. Такий електропривод не тільки підвищує продуктивність праці, покращує якість обробки виробів, але і зменшує собівартість виробу за рахунок економії витрат ниток.
Д
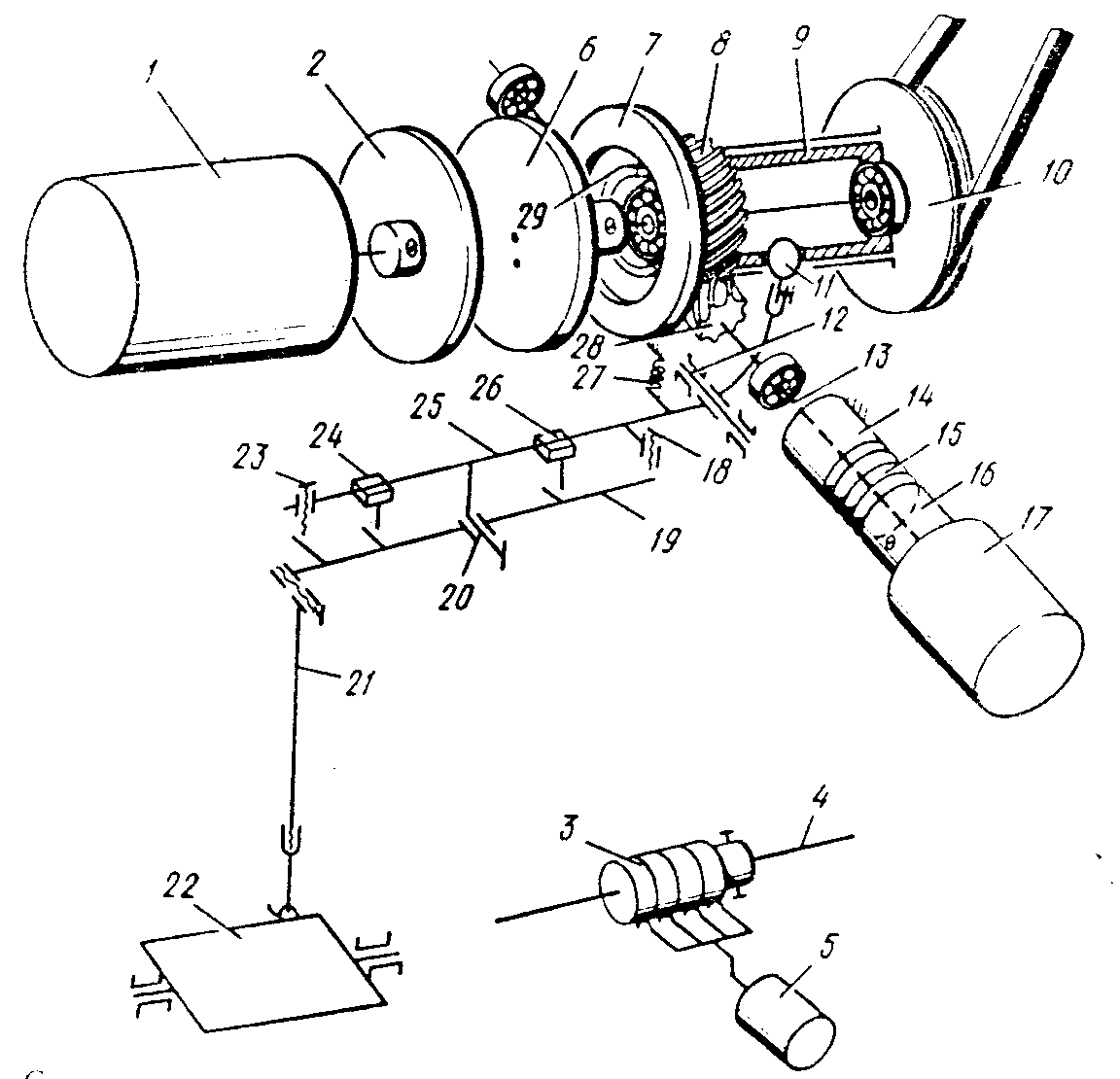
Мал. 51
Даний тип автоматизованого привода має два електродвигуна: приводний 1 (див. мал. 51) і довідний 17. Приводний електродвигун 1 має фрикційну муфту, яка складається з робочої 2, холостої 6 і гальмувальної 7 півмуфт. Півмуфта 2 кріпиться на валу електродвигуна 1, а півмуфта 6 – на валу шківа 10, зв’язаного клинопасовою передачею з маховим колесом швейної машини. Вал шківа 10 встановлений у двох шарикопідшипниках рухомої втулки 9, яка виконує осьові переміщення під дією пальця 11 пускового ричага 25. Довідний електродвигун 17 служить для зменшення швидкості обертання головного валу при вимиканні машини. На одному кінці вала 13 закріплений якір 15, а до корпусу привода прикріплена гальмувальна електромагнітна муфта 14. На іншому кінці вала 13 встановлений червяк 28, який входить в зчеплення з червячною шестернею 8. Шестерня 8 надіта на шарикопідшипники 29, напресований на зовнішню поверхню втулки 9. Пусковий ричав 25 укріплений на осі 12, а на його горизонтальному плечі встановлені перемикачі 24 і 26. В приливи ричага загвинчені упорні гвинти 18, 23. За допомогою шарнірного гвинта 20 ричаг 25 з’єднаний з ричагом перемикань 19, ліве плече якого за допомогою тяги 21 зв’язане з педаллю 22. На розподільному валу 4 швейної машини встановлений синхронізатор 3, до якого притискаються контакти електромагніта 5. За допомогою синхронізатора 3 здійснюється чергування подачі команд на останов голки в заданих нижньому або верхньому положеннях, вмикання і вимикання магніта обрізання ниток і подачі команд іншим виконавчим органам. При працюючій машині контакти електромагніта 5 опущені, що усуває їх зношування.
При підключенні електропривода до електромережі вмикаються електродвигуни 1 і 17 і приходять в обертання півмуфта 2 і муфта 16. При натисканні на педаль 22 миском ноги опускаюча тяга 21 поверне ричаг 19 на гвинті 20 проти годинникової стрілки і його виступ натисне на контакт перемикача 26, електромагніти синхронізатора 3 і лапки обезточаться, лапка і контакти електромагніта 5 опустяться вниз. При подальшому повороті ричаг 19 натисне на гвинт 18, а пусковий ричаг на осі 12 повернеться проти годинникової стрілки. Втулка 9 разом з півмуфтою 6 і шківом 10 переміститься вліво, і фрикційні поверхні півмуфт 2, 6 з’єднаються. Обертання від електродвигуна 1 буде передано на шків 10 і через головний вал машини – робочим органам. Швидкість обертання головного вала змінюється так само, як і в індивідуальному електроприводі.
При знятті ноги з педалі 22 ричаг 25 під дією пружини 27 повертається разом з ричагом 19 за годинниковою стрілкою і півмуфта 6 притискається до гальмувальної півмуфти 7 червячного колеса 8. При цьому гальмується обертання шківа 10, виступ ричала 19 перестає натискати на перемикач 26 і гальмувальна муфта 14 обезточується. На контакти електромагніта 5 синхронізатора 3 і муфти 16 подається напруга, і якор 15 притягується до муфти 16. Тепер обертовий рух від електродвигуна 17 передається червячній парі 8, 28 і через півмуфти 6, 7 – шківу 10. Проводиться довідне обертання головного вала машини до останова голки в нижньому крайньому положенні, яке контролюється синхронізатором 3. За допомогою синхронізатора 3 знімається напруження з муфти 16, гальмувальна муфта 14 притягує якор 15, і проходить останов головного вала у фіксуючому положенні.
Для останова машини при верхньому крайньому положенні голки робітник натискає п’яткою на педаль 22, ричаги 19, 25 повертаються за годинниковою стрілкою, а на контакт перемикача 24 натискає лівий виступ ричала 19. Далі проходить аналогічне описаному вище довідне обертання і переведення голки із нижнього в крайнє верхнє положення. Одночасно спрацьовує механізм обрізання ниток. Після останова вмикається електромагніт підйома лапки.
Автоматизовані приводи дозволяють використовувати в швейних машинах мікропроцесори. В швейному виробництві відомо застосування мікропроцесорів в машинах автоматичної дії: вишивальних; петельних, зшивних (зшивання виточок), а також у ВТО. Останнім часом мікропроцесорні системи управління застосовуються у швейних машинах неавтоматичної дії. Введення інформації в систему управління проводиться за допомогою клавіатури.