

2.4 Маршрутное описание технологического процесса
Маршрут обработки в зависимости от заданной точности шероховатости сводится в таблицу 2.4
Таблица 2.4 – Маршрутное описание технологического процесса
поверхность |
точность |
шероховатость |
Метод обработки |
оборудование |
Гладкая цилиндрическая поверхность 45 38 58 |
6 |
Ra1,25 |
Черновое точ. Чистовое точ. Тонкое точ. Шлифов. оконч |
16К20Ф3
3М151 |
Канавка |
14 |
Ra 12,5 |
Точение |
16К20Ф3 |
Фаски 2*45 |
14 |
Ra 12,5 |
Точение |
16К20Ф3 |
Шпоночный паз |
9 |
Ra 3,2 |
Фрезерование |
6Т104 |
Лыска |
12 |
Ra 6,3 |
Фрезерование |
6Р12 |
Галтель |
14 |
Ra 12,5 |
Точение |
16К20Ф3 |
Резьбовая поверхность |
6 |
Ra 1,25 |
Резьбонарезание |
16К20Ф3 |
Глобоидная поверхность |
5 |
Ra 0,63 |
Зубодолбежная Шлифовальная |
5122 5887 |
Торцы |
6 |
Ra 2,5 |
Шлифовальная |
3Т160 |
Для механической обработки изделия «червяк редуктора лебедки» необходимы следующие технологическое оборудование:16К20Ф3, 3М151, 6Р12, 5122, 5887, 3Т160.
2.5 Операционное описание технологического процесса
Последовательность механической обработки с выбором схемы базирования и техоснастки сводится в таблицу 2.5 и 2.6
Таблица 2.5 – Операционное описание технологического процесса
Операция |
оборудование |
Эскиз обработки, базирование |
Краткое содержание |
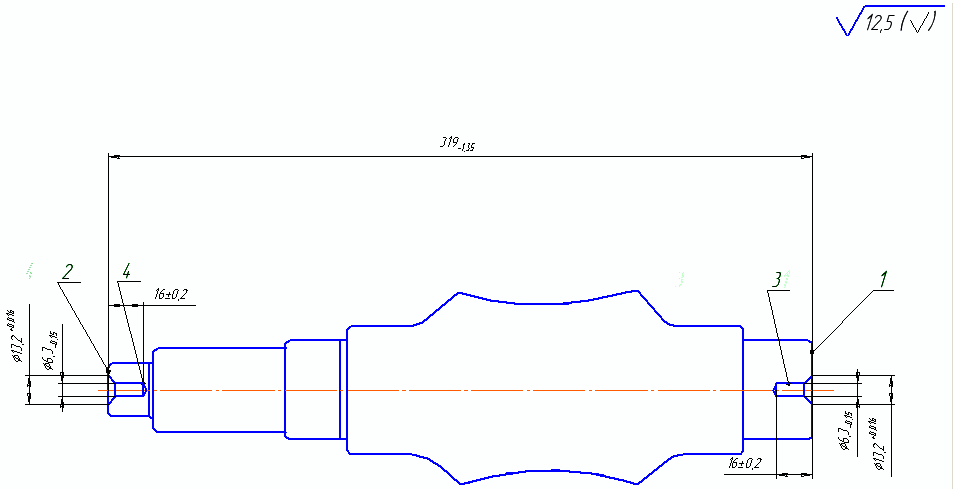
005 |
2Г942 |
|
1.Фрезеровать торцы 1 и 2,выдерживая размеры 319-1.35,107±0.4,28±0.4 2. Сверлить центровые
отверстия 3 и 4, выдерживая размеры
6,3 |
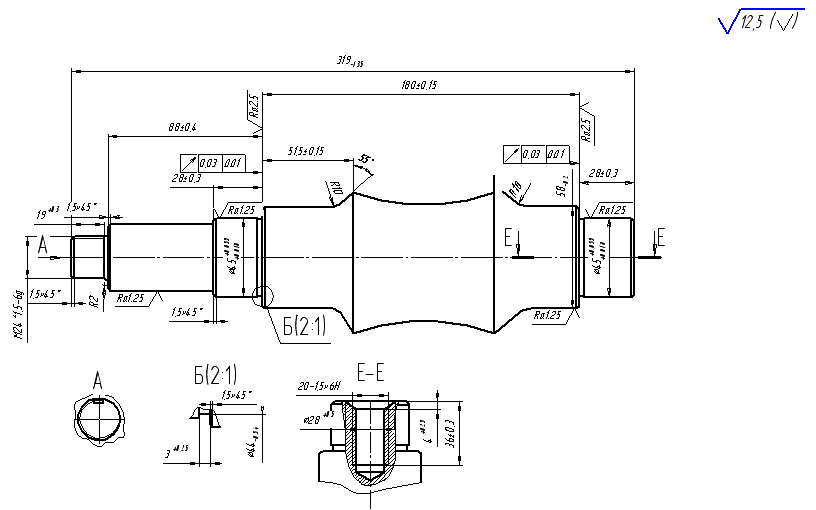
010 |
16К20Ф3 |
|
1.Точить поверхности 1,2,3,4,5,6,7,8,9 посл.
по программе, выдерживая размеры
45
;58 |
Продолжение таблицы 2.5 |
|||
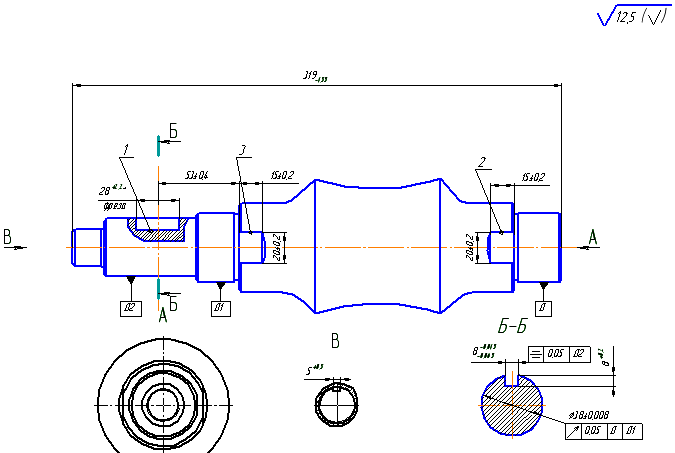
015 |
6Р12 |
|
1.Фрезер. шпоночный паз 1, выдерживая
размеры 28 |
020 |
6Т104 |
|
2.фрезер. лыски 2,3, выдерживая размеры 20±0,2; 15±0,2; 52±0,2; |
|
3М151 |
|
Шлиф. поверхности 1 38±0,008;
|
030 |
3М151 |
|
Шлиф. поверхности 2,4 Ra1,25;
45 |
035 |
3Т160 |
|
Шлиф. торцы 3,5 выдерживая размеры по6 квалитету, требования по допуску к радиальному биению 0,03 мм относительно поверхности 2, 4.
|
040 |
5122 |
|
1.Долбить начерно глобоидную поверхность выдерживая размеры согласно эскизу |
045 |
5122 |
|
2.долбить начисто глобоидную поверхность выдерживая размеры согласно эскизу |
 025
025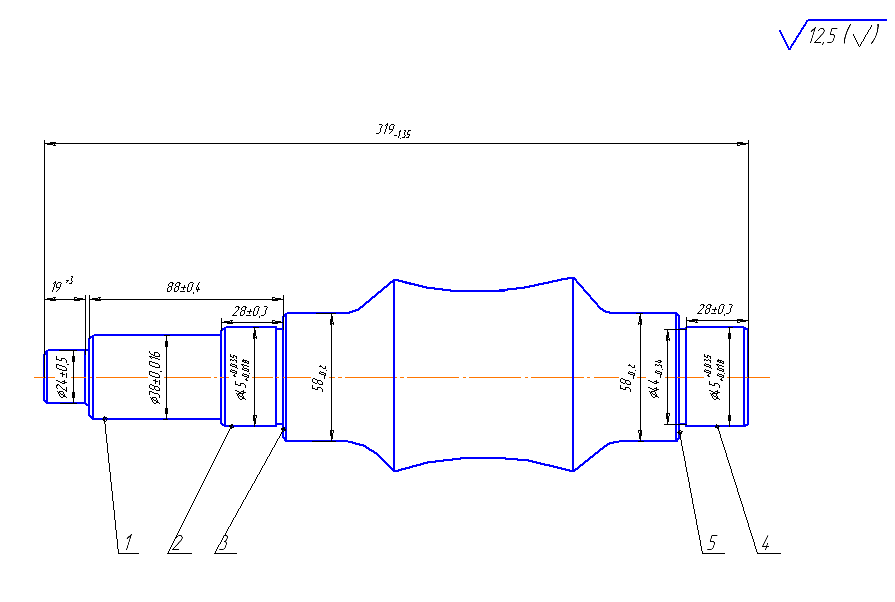
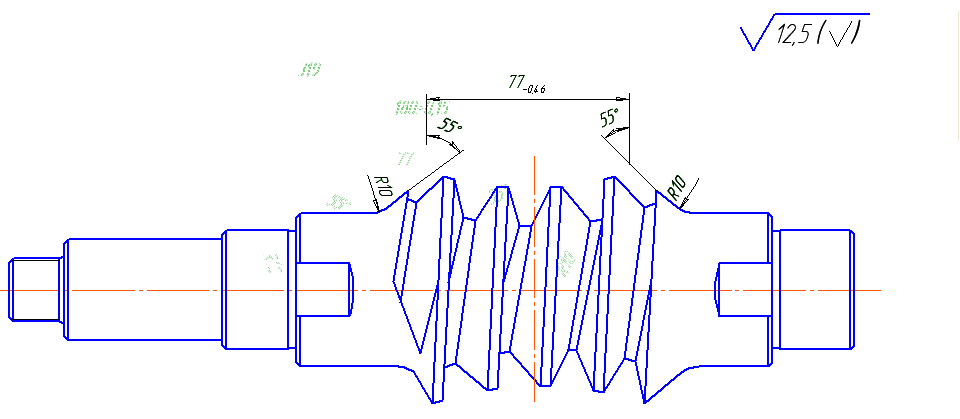
Таблица 2.6
№опе рации |
Вспомогательный инструмент |
Режущий инструмент |
Средства измерения |
005 |
Оправка |
Фреза ГОСТ 26595-85 |
Скоба 319-0,68, штангенциркуль ШЦ-ІІ -250-0,05 ГОСТ 166-89 |
Втулка |
Сверло центровочное ГОСТ 14952-75 |
Штангенциркуль ШЦ-І-125-0,1 ГОСТ 166-89; Пробка специальная; |
|
010 |
Центр вращающийся ГОСТ8742-75, центр плавающий ГОСТ |
Резец проходной ГОСТ19056-80, ре зец канавочный ГОСТ 18874-73, пла стина режущая ГОСТ 19062-80, ре зец контурный, Резец резьбовой 2660-0005 2 Т15К6 ГОСТ 18885-73, Резец подрезной специальный, пластина режущая ГОСТ 19062-80; пластина опорная ГОСТ 19079-80; |
Штангенциркуль ШЦ-І-125-0,1 ГОСТ 166-89;скоба ø45,1870,74;скоба ø58,1-0,2; скоба ø44-0,34; штангенциркуль ШЦ-ІІ-250-0,05 ГОСТ 166-89;шаблон 28-0,2; скоба ø24,1-0,12 скобаø38,1-0,17; фаскомер шаблон 80,4; шаблон 51,5-0,2 кольцо ПР 8221-0094 ГОСТ 17763-72; кольцо НЕ 8211-1094-6g ГОСТ 17764-72; Скоба 180±0,03; пройма 91×51,5; скоба ø91-0,46; шаблон R118,2±0,1; скоба 80,04±0,1; штангенциркуль ШЦ- І-125-0,1 ГОСТ 166-89 |
|
|
Резец резьбовой ГОСТ 18885-82;Сверло ГОСТ 2092 – 77;Зенкер ГОСТ 2255 - 71 |
|
015 |
Втулка ГОСТ 18070-72; оправ ка ГОСТ 15067-75 |
Фреза Т15К6 ГОСТ 5348-69;фреза 2234-0172 ГОСТ 6648-79 |
Штангенциркуль ШЦ-І-125-0,1 ГОСТ 166-89 калибр 8 ; |
020 |
Втулка ГОСТ 18070-72; оправ ка ГОСТ 15067-75 |
Фреза специальная |
Штангенциркуль ШЦ-І-125-0,1 ГОСТ 166-89; калибр 8-0,025-0,042 |
025 |
Центр ГОСТ 13214-79 |
Круг шлифовальный ПП750×125×305 91А/24А 40П С1-С2 6К5 35м/с 2кл.А ГОСТ 2424-83 |
Калибр-скоба ø38±0,008 специальная; биениемер; индикатор ИЧ-10 ГОСТ 577-68 |
030 |
Центр ГОСТ 13214-79 |
Круг шлифовальный ПП750×125×305 91А/24А 40П С1-С2 6К5 35м/с 2кл.А ГОСТ 2424-83 |
калибр-скоба ø45+0,035+0,018 специальная; биениемер; индикатор ИЧ-10 ГОСТ 577-68 |
035 |
Центр ГОСТ 13214-79 |
Круг шлифовальный ПП750×125×305 91А/24А 40П С1-С2 6К5 35м/с 2кл.А ГОСТ 2424-83 |
биениемер; индикатор ИЧ-10 ГОСТ 577-68 |
040 |
Центр передний; центр задний |
Долбяк черновой |
диск установочный; штангензубомер М-1 ГОСТ 5368-81 |
045 |
Центр передний; центр задний |
долбяк чистовой |
диск установочный; штангензубомер М-1 ГОСТ 5368-81 |
