

3.13.3. Гидропанели
Гидропанели применяют для управления циклом работы силовой головки. В гидропанели скомпонованы все приборы и аппараты, осуществляющие пуск, останов, изменение величины подачи, реверс и т.д. Гидропанели, как правило, унифицированы.
На рис. 3.122 показана гидросхема привода подачи силовой головки, включающая сдвоенный насос 1.1 -.12, гидропанель 24 и силовой цилиндр 23 с закрепленным штоком. Гидропанель обеспечивает быстрый подвод, две рабочие подачи (первую и вторую), выдержку на жестком упоре, быстрый отвод в исходное положение, остановку силовой головки. Для получения такого цикла гидрораспределитель 10 может занимать пять положений, фиксируемых подпружиненным фиксатором 9. Крайние положения гидрораспределитель 10 занимает при включении соленоидов 15 и 19. В этот момент масло от насоса 1.2
быстрого хода поступает в правую или левую полости плунжера 17, смещая его до упора. Тогда через реечную передачу вверх или вниз смещается гидрораспределитель 10. Промежуточные положение гидрораспределителя зависят от положения ролика 8, упирающегося в упоры.
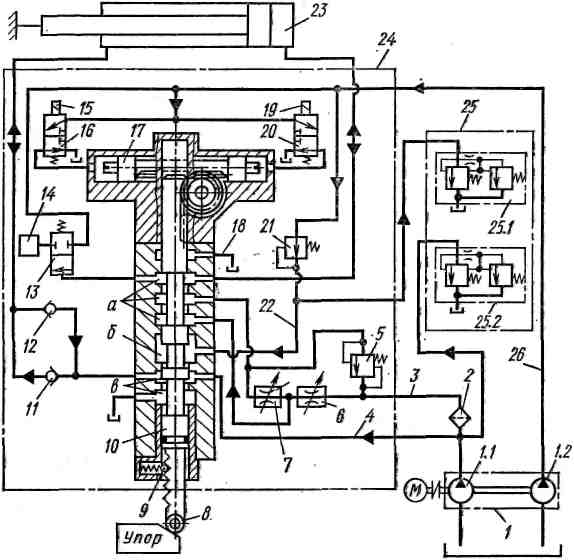
Рис. 3. 122. Гидросхема группы подачи силовой головки
Для получения быстрого подвода включается соленоид 19. При этом положении гидрораспределителя полости а и б соединяются, а полость в изолируется. Масло поступает в полость б от насоса 1.1 по трубопроводу 4, а от насоса 1.2 рабочих подач через подпорный клапан 21 и трубопровод 22. Из полости а, соединенной с полостью б, масло поступает в правую полость цилиндра 23. Вытесняемое масло через обратный клапан 12 и гидрораспределитель 10 вновь поступает в правую полость цилиндра, способствуя тем самым увеличению подачи насоса.
Для получения первой рабочей подачи (положение показано на рис. 3.122) масло от насоса 1.1 через фильтр 2, трубопровод 3, дроссель 6, дозирующий клапан 5 и полость а поступает в правую полость цилиндра 23. Вытесняемое масло сливается в бак через клапан 12 и полость в. Излишки масла сливаются через переливной клапан 25.2. Масло от насоса 1.2 сливается в бак; в схеме предусмотрен предохранительный клапан 25.1.
Для получения второй рабочей подачи (медленной) масло от насоса 1.1 поступает в цилиндр, пройдя два дросселя 6 и 7. При позиции «Останов» масло от насосов 1.1 и 1.2 по трубопроводам 22 и 4 сливается в бак.
При быстром отводе гидрораспределитель 10 занимает самую верхнюю позицию. Тогда масло от насосов 1.1 и 1.2 по трубопроводам 4 и 26 – 22 поступает в полость б, а оттуда через обратный клапан 11 – в левую полость цилиндра 23. Из правой полости масло через гидрораспределитель 10 и трубопровод 18 сливается в бак. Выдержка на жестком упоре становится возможной, когда торец цилиндра встречает при движении упорный винт. В этом случае давление масла в системе повышается и датчик 13 реле давления 14 дает команду на включение соленоида 15 и быстрый отвод головки.
Рассмотренная схема обеспечивает бесступенчатое регулирование подачи в пределах 7 - 800 мм/мин и ускоренный ход порядка 3 – 7,5 м/мин. Кроме этого, малое время холостых ходов обеспечивается достаточной точностью переключения с ускоренных ходов на рабочие подачи и наоборот. Причем выег составляет 0,18 – 0,47 мм. Большая жесткость, надежная защита от перегрузки, самосмазываемость деталей привода обеспечивают силовой головке высокие эксплуатационные качества.
К числу недостатков гидравлических силовых головок относится сложность гидропанелей в эксплуатации и ремонте, нестабильность подачи при резко изменяющихся силах резания. С помощью гидравлических силовых головок нельзя производить резьбонарезные операции.