

3.9.1. Резьбофрезерные станки
Резьбы фрезируют в основном дисковыми и многониточными (групповыми) фрезами. Первые – для нарезания длинных резьб, вторые – для нарезания коротких резьб. Структурная схема резьбофрезерного станка (рис. 3.83), работающего дисковыми фрезами, отличается от кинематической структуры винторезного станка, нарезающего резьбу резьбовым резцом, в основном, наличием фрезерной головки, установленной на суппорте станка.
Формообразующая часть структуры станка состоит из двух групп Фv и Фs, воспроизводящих винтовую линию методом касания.
Группа скорости резания Фv(В1) простая. Ее внутренняя связь:
подшипниковые опоры суппорта 2 → шпиндель 1 фрезы (В1).
Внешняя связь:
М1 → 3→ iv → 4→ шпиндель 1.
Группа настраивается на скорость – органом настройки iv, выполненным в зависимости от уровня специализации или в виде простейшей шестеренчатой коробки, или в виде сменных шкивов, или в виде гитары зубчатых колес.

Рис. 3.83. Типовая структурная схема резьбофрезерного станка
Группа подачи Фs (В2П3) сложная, винторезная. Ее внутренняя связь имеет следующий вид:
шпиндель 5 (В2) → 6 → 7 → ix → 8 → ТВ → суппорт 2 (П3).
Внешняя связь:
М2 → 9 → is → 6.
Группа настраивается на траекторию – гитарой сменных зубчатых колес ix; на скорость – органом настройки is (шестеренчатая коробка, сменные шкивы, гитара зубчатых колес или изменением круговой частоты управляемого электродвигателя), на направление – реверсом, устанавливаемым во внутренней связи или совмещаемым с гитарой ix; на путь и исходную точку – по упорам системы управления.
Вывод ФН для органов настройки iv, ix, is.
РП для органа настройки iv:
пм1 мин-1 электродвигателя М1→ пф мин-1 фрезы (В1)
УКЦ:
пф = пм1 i01 iv.
ФН:
iv – пф/с1,
где с1 = пм1 i01 – константа конкретной модели станка.
РП для гитары сменных зубчатых колес ix:
1 Об. Шпинделя заготовки (в2) → s мм перемещения суппорта фрезы (п3).
УКЦ:
s = 1 i02 ix tТВ.
ФН:
ix = s/c2,
где с2 = i02 tТВ – константаконкретной модели станка.
РП для органа настройки is:
пм2 мин-1 электродвигателя М2 → пш мин-1 шпинделя заготовки (В2).
УКЦ:
пш = пм2 i03 is.
ФН:
is = пш/с3,
где с3 = пм2 i03 – константа конкретной модели станка.
В рассмотренной кинематической структуре обе группы имеют отдельные электродвигатели, а их структурные цепи не имеют общих кинематических элементов. В практике станкостроения известны также резьбофрезерные станки, в кинематической структуре которых обе формообразующие группы имеют общий электродвигатель. Известно также объединение в конкретной модели станка частных кинематических структур, реализующих принципиально различные классы формообразования поверхностей. Например, резьбофрезерный станок модели 561, содержит две частные кинематические структуры. Одна из них реализует рассмотренную структурную схему и предназначена для нарезания длинных резьб дисковыми фрезами. Другая частная кинематическая структура реализует схему зубофрезерования червячными фрезами зубчатых колес и шлицевых валов.
Резьбофрезерный полуавтомат модели 5М5Б62. Предназначен для фрезерования коротких наружных и внутренних резьб групповой (гребенчатой) фрезой в крупносерийном и массовом производстве.
Техническая характеристика. Наибольший диаметр фрезеруемой резьбы: наружный – 100 мм, внутренний – 80 мм. Наибольшая длина фрезеруемой резьбы – 75 мм. Наибольший шаг фрезеруемой резьбы при длине резьбы 50 мм равен 6 мм, при длине резьбы 75 мм равен 3 мм.
Кинематическая структура станка (рис. 3.84) состоит из двух формообразующих групп Фv(В1) и Фs(В2П3) и группы врезания Вр (П4).
Группа скорости резания Фv(В1) – простая. Ее внутренняя связь - элементарная вращательная пара:
подшипниковые опоры – шпиндель фрезы (В1).
Внешняя связь – кинематическая цепь:
М2 → 4/34 → iv → 24/24 → шпиндель фрезы (В1).
Группа настраивается только на один параметр, скорость резания – двухколесной гитарой iv.
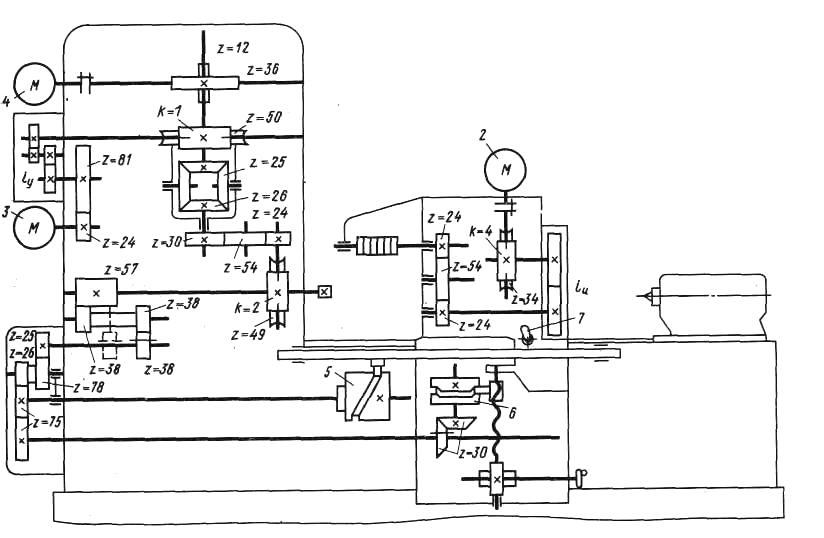
Рис. 3.84. Кинематическая схема резьбофрезерного станка
для обработки коротких резьб модели 5М5Б62
Сложная группа Фs(В2П3) воспроизводит винтовую линию. Ее внутренняя связь:
шпиндель заготовки (В2) → 57/38 → реверс → 25/78 → 26/15 → барабан 5 (тяговый вал) → фрезерная бабка (П3).
Внешняя связь:
М3 → 24/81 → iy → 1/50 → ∑ → 30/24 → 2/49.
Группа настраивается на траекторию – сменными кулачками барабана 5; на скорость – гитарой iy; на направление – реверсом, расположенным во внутренней связи; на путь и исходную точку – упорами системы путевого управления.
Для ускоренного перемещения фрезерной бабки в исходное положение во внешней связи группы предусмотрена параллельная ненастраиваемая цепь:
М4 → 36/12 → ∑ → 30/24 → 2/49.
Группа врезания Вр (П4) осуществляет врезание в радиальном направлении на полную глубину зубофрезерования. Ее внутренняя связь:
поперечные направляющие станины → фрезерная бабка (П4).
Внешняя связь включает часть внешней и внутренней связи группы Фs и имеет вид:
М3 → 24/81 → iy → 1/50 → ∑ → 30/24 → 2/49 →