

1 Об. Заготовки (в4) → πmz мм перемещения каретки (п3),
где m и z – модуль и число зубьев шлифуемого колеса.
УКЦ:
πmz = (1/tТВ) ∙ i01 ∙ i∑ ∙ iпроф,
где tТВ – шаг тягового вала; i01 – произведение постоянных передач расчетной цепи; i∑ - передаточное отношение дифференциала.
ФН:
iпроф = (π m z tТВ)/i01 i∑.
Орган настройки is1. РП:
пМ2 мин-1 электродвигателя → s мм/дв. ход инструмента (П2)
УКЦ:
s = nМ2 i02 is1 .
ФН:
![]() .
.
Орган настройки is2. РП:
пМ3 мин-1 электродвигателя → sм мм/мин перемещения каретки,
где sм – минутная подача.
УКЦ:
sм = пМ3 i03 is2 tТВ.
ФН:
is2 = sм /пм i03 tТВ.
Орган настройки iдел. РП:
п об. делительного диска → 1/z (или zi/z) об. заготовки,
где zi - число зубьев заготовки, пропускаемых за один делительный цикл при смешанном соединении групп Фs2 и Д; z – число зубьев заготовки; n – число оборотов делительного диска за делительный цикл.
УКЦ:
1/z (или zi/z) = п i04 iдел i∑.
ФН:

Рассмотренная типовая структурная схема реализована в конструкции зубошлифовальных станков моделей 5831 и 5А831. В [2.8] рассмотрена кинематическая схема станка модели 5А831.
Зубошлифовальные станки, работающие дисковыми и тарельчатыми абразивными кругами, имеют относительно невысокую производительность. Поэтому для ее повышения все большее применение получают способы абразивной обработки червячными кругами. Кинематическая структура формообразующей части станков, работающих червячными кругами, аналогична кинематической структуре зубофрезерных и шлицефрезерных станков, работающих червячными фрезами.
Зубошлифовальный станок модели 5В833. Предназначен для шлифования цилиндрических зубчатых колес с прямыми и винтовыми зубьями.
Техническая характеристика. Диаметр шлифуемых зубчатых колес 20 – 200 мм; модуль шлифуемых колес 0,3 – 3 мм; наибольшая высота колеса при
β=0 равна 100 мм. Наибольший диаметр абразивного червяка 400 мм.
Кинематическая структура станка (рис. 3.72) состоит из двух частных структур, из которых одна предназначена для обработки колес с прямыми зубьями, а другая – для обработки колес с винтовыми зубьями.
Формообразующая часть первой из названных частных структур включает сложную группу скорости резания Фv(В1В2), воспроизводящей профиль зубьев, и группу вертикальной подачи Фs(П3), воспроизводящей прямую линию зуба по длине. Формообразующая часть другой частной структуры должна состоять из двух сложных групп: Фv(В1В)2, воспроизводящей профиль зубьев, и Фs(П3В4), воспроизводящей винтовую линию зуба. Следовательно, в структуре станка должен быть дифференциал для физического сложения движений В2 и В4 на одном исполнительном звене – делительном столе, входящем в обе формообразующие группы. Однако в станке нет дифференциала. Поэтому сложение этих движений осуществляется алгебраически. Условия такого сложения приведены выше при анализе кинематики шлицефрезерного и зубофрезерного станков. В итоге обе группы обсуждаемой структуры трансформируются к виду Фv(В1В2 ± В4) и Фs(П3).
Группа обката Фv при профилировании воспроизводит станочное зацепление червяк – червячное колесо. Ее особенность – применение двух синхронных электродвигателей и синхронной электрической связи между ними, осуществляющей согласование круговых частот абразивного червяка и шлифуемого колеса.
Внутренняя связь группы:
абразивный червяк (В1) → 99/99 → М1 → М2 → 60/80 → [ix=(a/b) (c/d) (e/f)] → 26/156→ шлифуемое колесо (В2) или (В2±В4).
Внешних связей, обеспечивающих внутреннюю связь энергией движения, две.
Первая внешняя связь:
М1 → 99/99 → абразивный червяк.
Вторая внешняя связь:
М2 → 60/80 → ix → 26/156 → шлифуемое колесо.
Звено соединения связей – «электрический вал», или система синхронизации, связывающая оба электродвигателя.
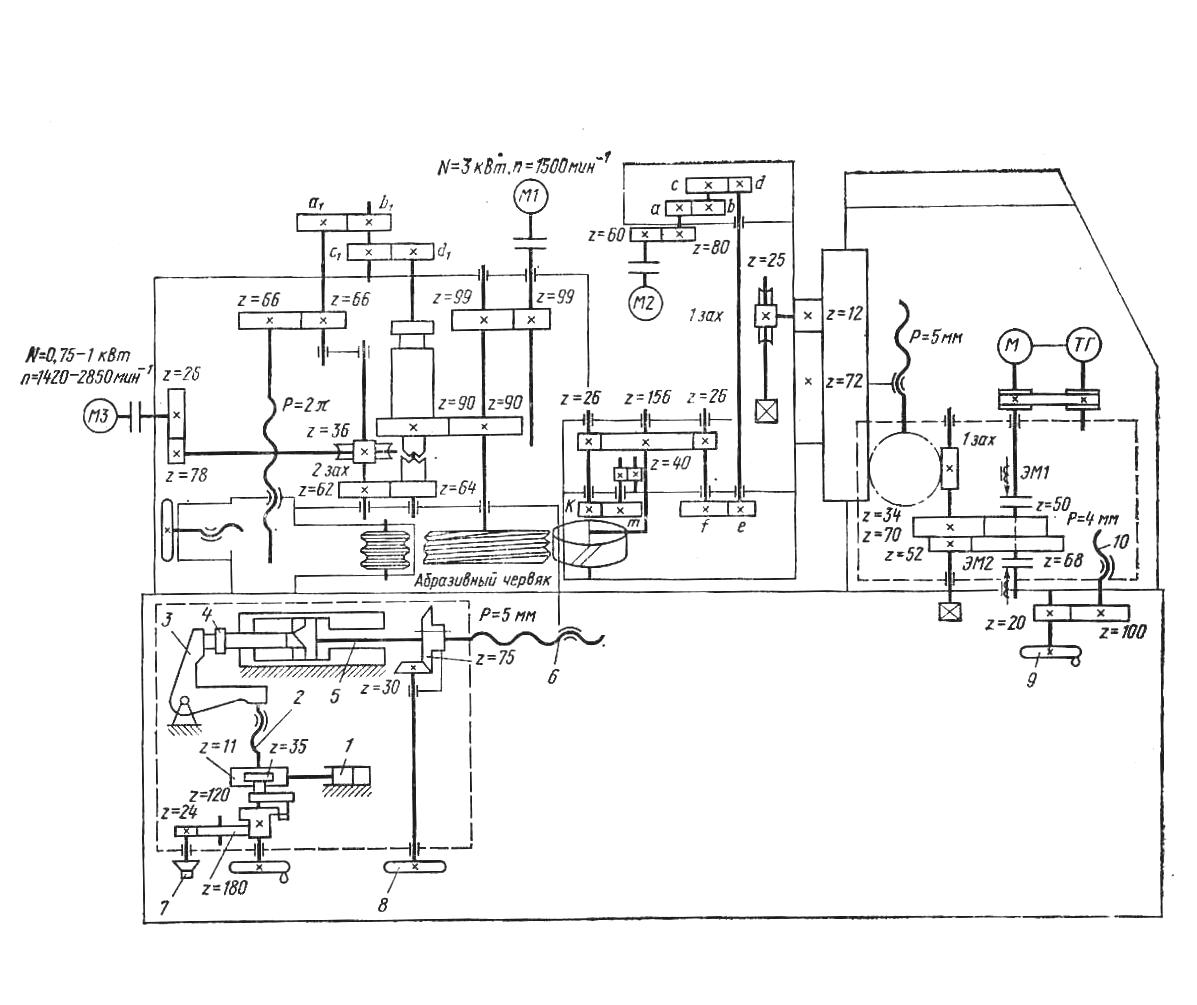
Рис. 3.72. Кинематическая схема зубошлифовального станка модели 5В833
Группа настраивается на траекторию – гитарой сменных зубчатых колес ix. Орган настройки на скорость не предусмотрен. Поэтому, скорость резания зависит только от диаметра абразивного круга.
Выведем ФН для гитары ix. РП при шлифовании прямозубого колеса: